
锆无缝管材加工技术的相关分析
2017-09-28 07:32周鑫
中国设备工程 2017年18期
周鑫
(中国原子能科学研究院,北京 102413)
锆无缝管材加工技术的相关分析
周鑫
(中国原子能科学研究院,北京 102413)
随着我国科学技术不断的发展进步,在很大程度上推动了锆无缝管材加工技术的发展进程,人们也在不断增强对其的重视程度。所以,本文主要立足于锆无缝管材加工技术,展开了深入的研究与分析。
锆无缝管材;加工技术;生产工艺
1 工业锆材概述
通常情况来讲,锆材自身具有较强的耐腐蚀性,在处于有机酸、无机酸、强碱或者是一些熔融盐当中,均能切实体现出来。在将其应用在化工领域当中,主要是将其用在热交换器、气提塔、反应器或者是腐蚀介质管道等方面上。例如,在进行过氧化氢生产的过程当中,可以通过利用锆制水接管或者利用浓缩管理等。而在进行化肥生产的过程当中,也完全可以使用锆制尿素减压阀等。锆材自身不仅具有较强的耐腐蚀性,还具有非常良好的焊接性以及加工性。由于锆材的焊接性能较为良好,所以可以使用多种不同的焊接方式来进行焊接。因此,站在整体的角度上来看,正是因为锆材自身拥有诸多优势特点,才能够被广泛地加工为不同规格类型的管、板等产品。
2 锆物缝管材加工的技术要求
下文将主要以某个化工项目当中的换热器,所采用的R60702工业纯锆无缝管材为具体例子,其规格为:φ25.4mm×2mm×4500mm,ASMESB523-04《锆和锆合金无缝与焊接管》规定下的该材料的化学成本,主要由表1所示。
R60702工业锆无缝管材性能以及检测要求具体如下:(1)扩口。针对这点要求,该R60702工业锆无缝管材的外径扩口率要大于等于15%,要求外径扩张大于等于29.21mm。(2)力学性能。对R60702工业锆无缝管材的力学性能要求上,需要保证抗拉强度大于等于379MPa左右,屈服强度则是为大于等于208MPa,针对该种管材的伸长率要求上,则需要在最大限度上确保大于等于16%左右。(3)水压试验。要求该R60702工业锆无缝管材的P等于2St,D则等于16.3MPa,进行保压的时间,也是需要确保超过于5s之上。(4)气压试验。这点是完全可以代替于水压试验,要求R60702工业锆无缝管材的P值,应当大于等于1.03MPa,对其保压的时间则是要大于等于5s左右。(5)对R60702工业锆无缝管材进行无损检测和超声波检测。(6)尺寸偏差;确保外径为φ25.4mm±0.127mm,壁厚为,直度应当大于等于2.1mm/m。

表1 R60702材料化学成分
3 生产工艺分析
3.1 生产工艺流程
主要是将该R60702工业锆无缝管材产品,实际加工过程中的诸多特点考虑其中,进而制定的产品生产工艺流程:胚料处理—穿孔或是挤压—酸碱洗—表面处理—轧制—去油—锯切—退火—表面处理—矫直—定切—成品检验—包装—入库。
3.2 荒管加工工艺的实际选择
从整体角度上看,锆材荒管的主要生产工艺,可以将其分成热挤压或者斜轧穿孔两种不同的工艺。通常来讲,挤压荒管的生产方式,是能够有效的使材料在处于三向压应力所产生的作用之下,逐渐发生塑性变形。也就是说,能够在某种程度上提升材料自身的变形量。与此同时,对一些具有较大压应力的破碎晶粒,进行挤压之后,就能够在很大程度上帮助其获得更好的内部组织。
在处于较为良好的润滑以及精密的工模具条件之下,挤压荒管能够在很大程度上,提升自身的尺寸精准度。尤其是针对于一些较长的荒管来看,这种方式在其中更占据着非常重要的地位。但是,目前我国对于锆材的挤压润滑方式方面,还仍然通过使用钢包套的方式,这种润滑方式,会在一定程度上导致挤压过后的锆材荒管内层表面,以及外层表面留有厚厚的铜层。为了能够最大限度确保后期相关轧制产品的实际质量状况,需要增强对及时铜层去除干净的重视程度。
对比于热挤压方式,斜轧穿孔具有较好的特点,包括:使用设备相对简单、生产效率较高、工模具损耗程度较低、成本低、成材率偏高等。此外,这里还需要加强注意的一点是:在使用斜轧穿孔的过程时,完全不需要使用任何润滑方式,意味着在后期对其进行处理的过程当中,相对简单一些,能够在一定程度上减少实际的生产周期。总体来看,对于生产规
模较为单一、批量较小的锆管材来讲,通过使用斜轧穿孔的生产方式,要比使用热挤压方式更加具有经济性和高效性。
通过上文所阐述的内容来看,本文主要是选用斜轧穿孔的生产方式,来对荒管进行生产,荒管的规则为:φ78mm×8m。
3.3 轧制工艺的选择
工业纯锆R60702无缝管材来讲,自身具有较为良好的塑性以及加工性。并且伴随着加工变形率的不断增加,会在很大程度上影响其自身的强度,并使其随之提升。当变形率处于20%左右的过程时,材料自身有着非常明显的硬化趋势。但是,在对其进行后续加工的过程当中,一些基本性能始终保持在某种特定的塑性范围中,这时该管材的伸长率则为10%左右。塑性能够为该材料在后续相关加工的可能性打下良好的基础保障。依照于一些相关的信息数据显示分析,纯锆无缝管材的单道次冷轧断面的收缩率,则可以高达近40%~80%之间,伸长率也能尽可能的实现25%~60%范围内。
在将本文所提出的R60702工业锆无缝管材,自身所涉及到的主要原料以及成品规格考虑在其中,通过使用表2当中所阐述的冷轧工艺方式。针对初轧变形量则通过使用平均分配变形量的方式来进行,成品轧制则主要利用小变形量方式。其目的是为了能够在最大限度上,确保后续进行轧制过程中的较高稳定性,以及提升尺寸的精准度。
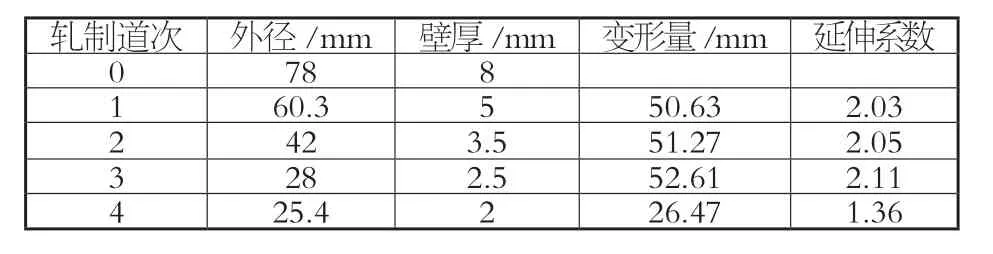
表2 冷轧工艺
3.4 热处理工艺选择
R60702工业锆无缝管材的材质,具有一定程度的冷加工硬化趋势。需要对已经进行冷轧之后的管材进行预热处理,其目的是便于后续轧制工艺的展开,也是为了能够尽可能的获得拥有组织较为均匀、加工性能良好的材料,然后对制品或者成品管材方面,应当通过使用再结晶的形式对其进行退火。但是因为处于大气状态之下,在对管材进行退火的过程当中,必定会使R60702工业锆无缝管材的表面,逐渐形成致密氧化层,这样就会在很大程度上提高了后期生产、制作过程中的难度以及复杂性。
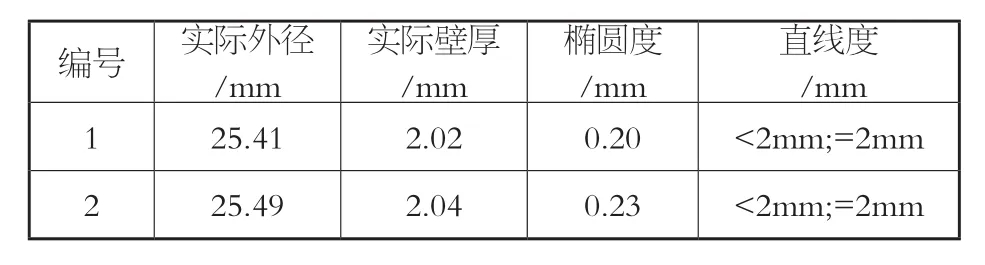
表3 R60702工业锆无缝管材成品尺寸

表4 R60702工业锆无缝管材工艺性能
3.5 研究分析结果
在本文所有使用的生产工艺当中,获得该R60702工业锆无缝管材尺寸以及工艺性能可以参考于表3、4。
依照于上文所阐述的内容来看,本文在进行R60702工业锆无缝管材实际生产的过程当中,通过使用真空退火炉,能够在很大程度上避免后续出现一些不必要的氧化皮,尽可能降低各种不同种类下的热处理所产生的缺陷问题,进而最终有效提升该产品的实际质量水平。在针对于规格为φ25.4mm×2m下的R60702工业锆无缝管材来讲,在合理的通过使用热处理的加工技术,能够获得更好的力学性能以及组织结构。
4 结语
综上所述,本文首先针对工业锆材的具体含义进行概述。然后在针对R60702工业锆无缝管材实际加工过程当中,所提出的各项技术要求进行简单的阐述。最后对于R60702工业锆无缝管材生产加工过程中的工艺流程进行分析,并从生产工艺流程、荒管加工工艺的实际选择、轧制工艺的选择、热处理工艺选择、研究分析结果,对其逐一的仔细描述。只有不断增强对锆无缝管材加工过程中相关技术,以及要点的重视程度,才能够切实提高我国锆无缝管材加工的实际效率以及质量水平,进而在最大限度上推动其发展进程,使其始终保持较为稳定、良好、有效的状态下发展运行。
[1]李农,刘世萍,代春,陈丽. 冷加工变形率对工业纯锆管材组织与性能的影响[J]. 钛工业进展,2010,01:36-38.
TG335.71
:A
:1671-0711(2017)09(下)-0201-02
猜你喜欢
建材发展导向(2022年12期)2022-08-19
建材发展导向(2022年3期)2022-04-19
建材发展导向(2022年5期)2022-04-18
家庭影院技术(2021年5期)2021-07-21
意林(2021年2期)2021-02-08
中华养生保健(2020年2期)2020-11-16
军民两用技术与产品(2020年4期)2020-05-16
中医眼耳鼻喉杂志(2019年3期)2019-04-13
澳门月刊(2018年1期)2018-01-17
腹腔镜外科杂志(2016年11期)2016-06-01
