乳化型大豆分离蛋白对冰淇淋质构的影响及工艺优化
2017-09-22 05:43:29王才立张效伟张钊
食品与发酵工业 2017年8期
王才立,张效伟,张钊
(山东嘉华保健品股份有限公司,山东 莘县,252400)
乳化型大豆分离蛋白对冰淇淋质构的影响及工艺优化
王才立1*,张效伟,张钊
(山东嘉华保健品股份有限公司,山东 莘县,252400)
主要研究了乳化型大豆分离蛋白(ESPI)以40%~80%的添加量替代全脂乳粉在冰淇淋中的应用,通过测定冰淇淋浆料黏度、膨胀率、融化率等指标,研究ESPI的添加量对冰淇淋品质的影响。单因素实验表明,冰淇淋浆料粘度及硬度均随ESPI取代率的增加而显著提高;冰淇淋的膨胀率随着ESPI添加量的增加而提高;随着ESPI添加量的增加,冰淇淋的融化率有升高的趋势,达到60%的添加量时,融化率开始下降;ESPI冰淇淋感官评价综合指标随着添加量的增加先升高后降低。结果还表明,跟其他大豆分离蛋白相比,这种乳化型大豆分离蛋白的替代量处于较高的水平。大豆分离蛋白冰淇淋的品质与加工过程中的ESPI替代量、CMC-Na添加量、单甘酯添加量以及水的添加量有很大关系,4个因素对ESPI冰淇淋感官评定的影响大小顺序为:单甘酯添加量(C)> CMC-Na添加量(B)>水的添加量(D)> ESPI替代量(A)。结合冰淇淋的膨胀率、融化率以及感官评定的结果,其最佳组合为:ESPI替代量为60%,CMC-Na添加量为0.3%,单甘酯添加量为0.2%,水的添加量为60%。
冰淇淋;融化率;膨胀率;大豆分离蛋白
大豆分离蛋白(ESPI)是以低温脱溶豆粕为原料生产的一种植物蛋白类食品配料,营养价值高,是植物蛋白中替代动物蛋白的首选[1]。大豆分离蛋白具有乳化性、水合性、吸油性、凝胶性、发泡性以及成膜性等多种功能特性,在冰淇淋的加工过程中,大豆分离蛋白的乳化性和发泡性对冰淇淋的品质起到重要作用。冰淇淋是以饮用水、牛乳、奶粉、奶油(或植物油脂)、食糖等为主要原料,加入适量食品添加剂,经混合、灭菌、均质、老化、凝冻、硬化等工艺制成的体积膨胀的冷冻饮品。目前,市面上的冰淇淋大部分以奶粉或奶油为主要原料[2],虽然口感润滑舒爽,但同时也带有奶油的高热量等不利因素。随着全球奶制品价格上涨[3],以及人们对健康食品的追求,促使植物蛋白质资源,尤其是大豆分离蛋白的开发利用日益高涨[4],成为替代奶粉或奶油的主要原料。
本研究利用山东嘉华保健品股份有限公司生产的乳化型大豆分离蛋白(ESPI)对冰淇淋的配方进行优化调整,其乳化性能及发泡性能优势明显,ESPI拥有优良的加工特性与功能特性,将其添加到冰淇淋的加工应用中,替代部分全脂乳粉,可以有效降低冰淇淋中脂肪含量,降低生产成本,提高冰淇淋的感官品质以及营养价值。
1 材料与方法
1.1材料与试剂
乳化型大豆分离蛋白(ESPI),山东嘉华保健品股份有限公司;全脂乳粉,雀巢中国公司;非转基因大豆油,山东嘉华保健品股份有限公司;冰淇淋专用复配稳定剂、糖浆、白砂糖、单甘脂、羧甲基纤维素钠(CMC- Na),均为市售食品级原料。
1.2主要仪器与设备
电子天平,上海精密科学仪器有限公司;巴氏杀菌罐,上海辉展实验设备有限公司;冰淇淋机,深圳海川食品科技有限公司;小型高压均质机,上海申鹿机械设备有限公司;电磁炉,美的科技有限公司。
1.3试验内容
1.3.1 乳化型大豆分离蛋白冰淇淋配方的选择
冰淇淋基础配方见表1。
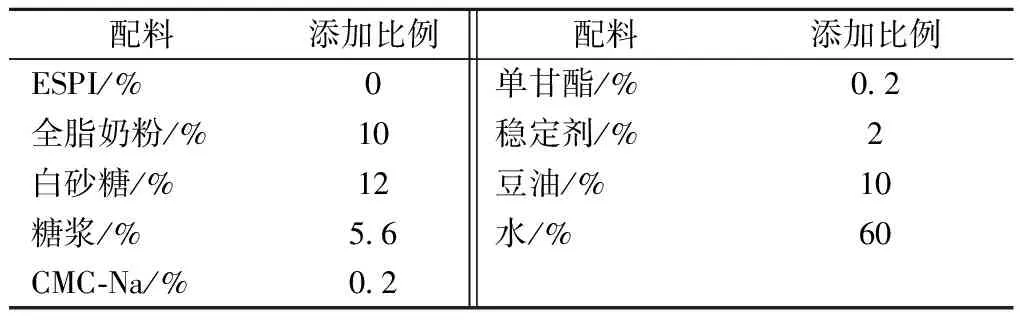
表1 冰淇淋基础配方表
1.3.2 冰淇淋的制作工艺
原料混合:先将糖浆、CMC-Na与白砂糖混合后溶于水中,再添加全脂奶粉、ESPI等水溶性辅料进行搅拌,然后在搅拌状态下缓慢地加入提前加热融化的单甘酯和非转基因大豆油进行乳化[5]。
灭菌:利用巴氏杀菌罐在75 ℃下杀菌15 min。
均质:采用小型高压均质机进行均质,均质机第一级压力为50 MPa,第二级压力为12 MPa,循环均质30 min。
老化:将均质浆料冷却后置于4℃环境中老化3 h。
凝冻:将浆料置于冰淇淋进料室内,用冰淇淋机对浆料进行凝冻,凝冻15 min,出口温度控制在-3 ℃~-4 ℃。
硬化:在-18 ℃冷柜中,硬化24 h。
1.3.3 冰淇淋膨胀率的测定
分别测定冰淇淋凝冻前后在相同体积下的质量,按照公式(1)[6]进行膨胀率的计算:
(1)
1.3.4 冰淇淋融化率的测定
准确称取60 g硬化后的冰淇淋,置于100目的筛网上,然后将其置于35 ℃的环境下,20 min后,测定融化的冰淇淋的质量。按照公式(2)[7]计算冰淇淋融化率:
(2)
1.3.5 冰淇淋制作工艺单因素试验
按照上述工艺来设计单因素试验,考察乳化性大豆分离蛋白(ESPI)的替代量、CMC-Na的添加量、单甘酯的添加量以及水的添加量对冰淇淋品质的影响。试验中具体操作方式如下:按40%、50%、60%、70%、80%的ESPI用量来替代奶粉,用于冰淇淋的制作;调整CMC-Na的添加量为0.05%、0.1%、0.2%、0.3%、0.4%;调整单甘酯的添加量为0.05%、0.1%、0.2%、0.3%、0.4%;调整水的比例为40%、50%、60%、70%、80%。
1.3.6 正交试验
在前期单因素试验的基础上,采用L9(34)正交试验设计方法[9],以冰淇淋膨胀率、融化率以及冰淇淋的感官评定分数为评价指标,以ESPI的替代量(A),CMC-Na的添加量(B),单甘酯的添加量(C)以及水的添加量(D)为影响因素对工艺条件进行优化研究。正交实验设计见表2。

表2 正交试验因素水平 单位:%
1.3.7 冰淇淋感官评价
将冰淇淋置于-18℃冷柜中,放置24 h后取出,由6人感官评定小组按照表3对大豆分离蛋白冰淇淋进行感官评定,感官评定内容主要包括气味、组织状态、颜色、口感细腻程度、硬度等指标。

表3 冰淇淋感官评价得分标准
1.4数据处理
利用数据处理软件对试验数据进行处理与分析。
2 结果与讨论
2.1乳化型大豆分离蛋白冰淇淋制作工艺单因素结果
2.1.1 ESPI的替代量对冰淇淋品质的影响
ESPI替代量对冰淇淋的品质的影响评价见表4。
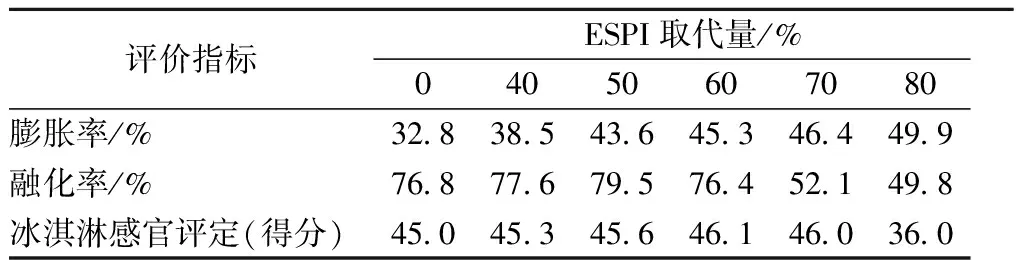
表4 ESPI的替代量对冰淇淋品质的影响
从表4可以看出,随着大豆蛋白添加量的增加,冰淇淋的膨胀率升高。在冰淇淋的加工过程中,大豆分离蛋白在体系中发挥着起泡作用,并且优良的乳化性能使油脂与蛋白结合,形成致密网状结构,表观上就是冰淇淋处于一个膨化的状态,说明添加乳化型大豆分离蛋白可以提高冰淇淋的膨胀率。 另外,在一定的添加量范围内,随着ESPI添加量的增加,冰淇淋的融化率呈上升的趋势,但是到了一定的添加量,比如本次试验中,ESPI添加量为全脂奶粉的60%时,开始呈现下降的趋势。分析其原因是ESPI的添加量过多时,水、蛋白以及油脂的结合导致了冰淇淋内部的结构发生了改变,三者的结合更加紧密,表现出来就是冰淇淋的融化率到达一定的界限后开始降低。
随着ESPI添加量的增多,冰淇淋的口感发生了改变,其中的沙粒感表现明显,通过分析原因,随着ESPI的添加量增多,水、蛋白以及油脂等结合紧密,乳化效果逐渐增强,导致冰淇淋凝冻之前的浆料黏度开始变得稠密。所以经过同样的均质时间,料浆稠的冰淇淋组织结构中颗粒相对来说就会比较多,可以通过延长均质时间进行改善。此外,冰淇淋中的小冰粒会随着ESPI添加量的增多会逐渐消失,这是因为ESPI会和料浆中的自由水产生结合,乳化性能的提高改变了冰淇淋的质构,使自由水减少甚至消失,所以小冰粒的数量也会减少甚至消失。在ESPI添加过多时,冰淇淋的颜色和口味会有一个感官上的不适感:颜色变深、味道上会有少许豆腥味。因为ESPI本身的一些特性导致其添加量不宜过多,所以在冰淇淋生产加工过程中应考虑这种缺陷。总体来讲,从表4可以看出,通过本实验中这几种ESPI不同添加量的冰淇淋的对比,可以得到最佳的配方是取代率为60%的冰淇淋,因此可以选取50%、60%、70%的替代率用于正交试验。
2.1.2 CMC-Na的添加量对冰淇淋品质的影响
CMC-Na在冰淇淋的冷藏过程中可以防止其发生萎缩,对形体的保持具有良好的作用[10]。当CMC-Na的添加量分别为0.05%、0.1%、0.2%、0.3%和0.4%时,冰淇淋的膨胀率、融化率以及感官评定结果见表5。根据表5的结果可以看出,CMC-Na添加量较少时,冰淇淋的组织结构粗糙,会产生较多的冰晶;添加量过多时,冰淇淋料浆过于黏稠,冰淇淋的膨胀率会下降,口感不细腻。CMC-Na的添加量为0.2%时,冰淇淋的组织柔软细腻,表面光滑,口感细腻、感官评价分数最高。因此,选择CMC-Na的添加量0.1%、0.2%、0.3%作为正交试验考察水平。

表5 CMC-Na的添加量对冰淇淋品质的影响
2.1.3 单甘酯的添加量对冰淇淋品质的影响
单甘脂在冰淇淋的加工过程中起到乳化剂的作用,具有良好的乳化作用[11]。单甘酯的添加量过少时,冰淇淋膨胀率低,容易使脂肪球析出,形成粗大冰晶,融化速度快。为了弥补这一缺陷,可以用ESPI替代脂肪,改善冰淇淋的品质。适量的单甘酯可促进油与水的混合,促进脂肪均匀分散,避免产品中出现脂肪颗粒,提高冰淇淋的贮存稳定性[12]。由表6可知,随着单甘酯的添加量增加,冰淇淋的感官评分先增大后减小。当单甘酯添加量超过0.2%时,除增加冰淇淋的生产成本外,还会导致产品的口感变差。因此,选择单甘酯的添加量为0.1%、0.2%、0.3%作为正交试验优化水平。

表6 单甘酯的添加量对冰淇淋品质的影响
2.1.4 加水量对冰淇淋品质的影响
在冰淇淋加工过程中,加水量过少,冰淇淋料浆比较黏稠,膨胀率会处于一个比较低的水平,口感粗糙。如表7所示,随着加水量的增加,超过60%时,在冷冻过程中,冰淇淋的冰晶小颗粒会随之增加[13],融化速度快,冰淇淋会产生发渣的口感,感官评价得分较低。综合考虑,选取50%、60%、70%的加水量作为正交试验优化水平。
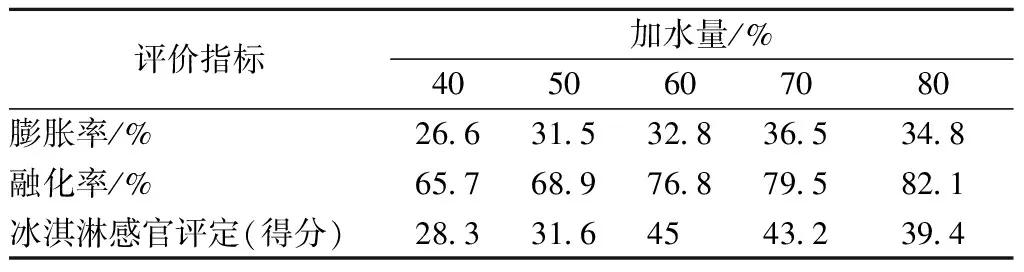
表7 加水量对冰淇淋品质的影响
2.2正交试验结果与分析
正交试验结果见表8。
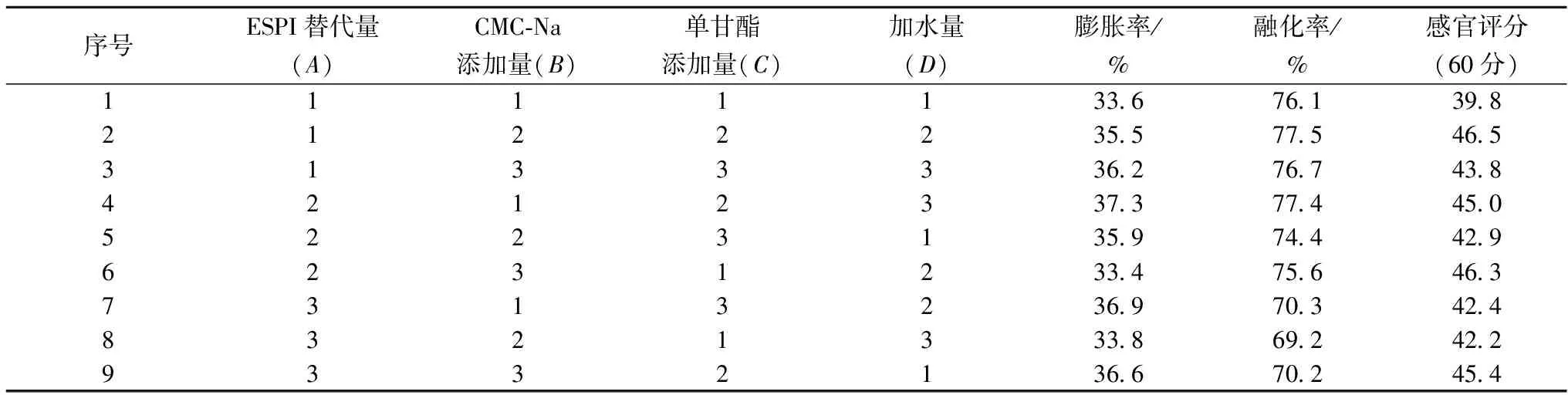
表8 正交试验结果
对表8的结果进行极差分析,结果见表9和图1、图2、图3。
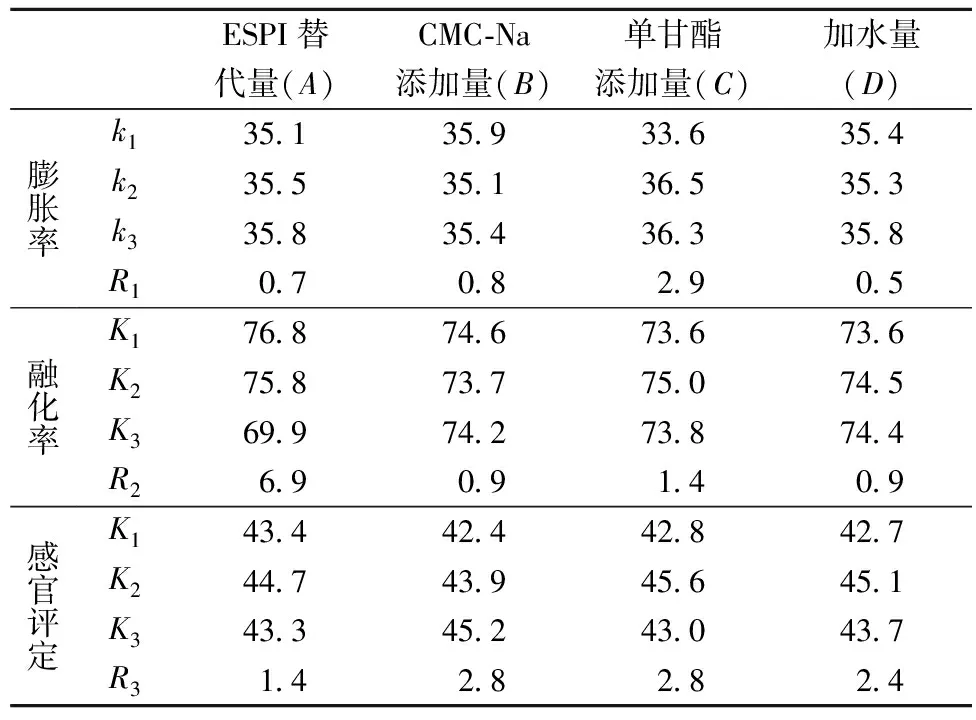
表9 ESPI冰淇淋膨胀率、融化率和感官评定极差分析结果

图1 ESPI冰淇淋膨胀率极差分析结果Fig.1 Extreme difference in the expansion rate of the ESPI ice cream

图2 ESPI冰淇淋融化率极差分析结果Fig.2 Extremely poor melting results of ESPI ice cream

图3 ESPI冰淇淋感官评定极差分析结果Fig.3 Sensory evaluation of the ESPI ice cream
从表9以及图1 、图2、图3可以看出,各因素对冰淇淋膨胀率影响的大小顺序依次为单甘酯添加量(C)>CMC-Na添加量(B)>ESPI替代量(A)>水的添加量(D),就冰淇淋膨胀率而言,最优组合为A3B1C2D3,即:ESPI替代量为70%,CMC-Na添加量为0.1%,单甘酯添加量为0.2%,水的添加量为70%,在此最佳条件下制作ESPI冰淇淋,测得其膨胀率可达38.1。而对于感官评价结果,则最优组合为A2B3C2D2,即:ESPI替代量为60%,CMC-Na添加量为0.3%,单甘酯添加量为0.2%,加水量为60%,按此组合制作的冰淇淋口感顺滑,组织无冰粒,组织结构细腻,可为冰淇淋的加工提供参考。
3 结论
大豆分离蛋白冰淇淋的品质与加工过程中的ESPI替代量、CMC-Na添加量、单甘酯添加量以及水的添加量有很大关系。通过单因素实验结合正交实验对ESPI替代量、CMC-Na添加量、单甘酯添加量以及水的添加量对冰淇淋的品质进行了分析,结果表明:
(1) 4个因素对ESPI冰淇淋膨胀率的影响大小顺序为:单甘酯添加量(C)>CMC-Na添加量(B)>ESPI替代量(A)>水的添加量(D)。其最佳组合为:ESPI替代量为70%,CMC-Na添加量为0.1%,单甘酯添加量为0.2%,水的添加量为70%,在此最佳条件下制作ESPI冰淇淋,测得其膨胀率可达38.1%。
(2) 4个因素对ESPI冰淇淋融化率的影响大小顺序为:ESPI替代量(A)>单甘酯添加量(C)> CMC-Na添加量(B)>水的添加量(D)。
(3) 4个因素对ESPI冰淇淋感官评定的影响大小顺序为:单甘酯添加量(C)> CMC-Na添加量(B)>水的添加量(D)> ESPI替代量(A)。感官评定的结果,其最佳组合为:ESPI替代量为60%,CMC-Na添加量为0.3%,单甘酯添加量为0.2%,水的添加量为60%,在此最佳条件下制作的ESPI冰淇淋,ESPI替代率可以达到60%。
(4) 随着乳化型ESPI添加量的增加,冰淇淋浆料的黏度会出现上升趋势,可以促进冰淇淋浆料中水、蛋白以及油脂的结构集合紧密,冰淇淋的稳定性逐渐增强;在ESPI取代全脂奶粉的添加量的实验范围内,冰淇淋膨胀率呈现先上升的趋势;冰淇淋的融化率随着ESPI添加量的增加呈现先升高后降低的趋势。综合感官评价小组的评定结果,ESPI取代量在60%,即工艺配方为ESPI 6%、全脂奶粉4%、非转基因大豆油10%、白砂糖12%、糖浆5.6%、CMC-Na 0.3%、单甘酯0.2%、稳定剂2%、水60%时,冰淇淋的膨胀率、融化率以及各项感官指标处于较佳状态。跟其他大豆分离蛋白相比[8],这种ESPI的替代量处于较高的水平。
[1] 吴琼,陈丽娜,刘博,等.改性大豆分离蛋白冰淇淋的研究[J].长春大学学报,2010,20(4):33-35.
[2] 刘丽,程建军,石琳,等.大豆分离蛋白种类及取代量对冰淇淋品质的影响[J].食品工业科技,2013,34(9):137-142.
[3] 胡敏,张伟,赵谋明,等.乳化稳定剂在改性大豆分离蛋白冰淇淋中的应用研究[J].食品与发酵工业,2003,29(2):49-53.
[4] 刘新旗,涂丛慧,张连慧,等.大豆蛋白的营养保健功能研究现状[J].北京工商大学学报:自然科学版,2012,30(2):1-6.
[5] 侯团伟,张虹,毕艳兰,等.大豆粉取代奶粉对冰淇淋品质的影响[J].食品工业科技,2015,36(4):219-223.
[6] WHELAN A P,VEGA C,KERRY J P,et al.Physicochemical and sensoryoptimisation of a low glycemic index icecream formulation.International Journal of Food Science and Technology,2008,43(9):1 520-1 527.
[7] 何强,江波.黄原胶和瓜尔豆胶的复配稳定剂对冰淇淋品质和流变性的影响[J].无锡轻工业大学学报,2004,23(3):46-50.
[8] 刘丽.大豆分离蛋白冰淇淋的研制及其功能特性的研究[D].哈尔滨:东北农业大学,2013:30-33.
[9] 刘忠义,谢放华,刘畅新,等.大豆蛋白与乳蛋白质混合制造冰淇淋的研究[J].湘潭大学自然科学学报,1993(3):95-99.
[10 ] 刘爱国,杨明.冰淇淋配方设计与加工技术[M].北京: 化学工业出版社,2008: 28-29.
[11] 程建军,刘丽,石琳,等.大豆分离蛋白对冰淇淋品质及流变学特性的影响[J].大豆科技,2013(3):41-46.
[12] 许效群,卢耀环,王晓闻.全脂大豆蛋白酸乳冰淇淋的研制[J].山西农业大学学报,2000(1):33-36.
[13] 王凤芳.冰淇淋中奶粉替代品的研究[J].食品工业,2003(1):5-7.
Effectofemulsifiedsoyproteinisolateonthetextureoficecreamanditsoptimizationprocess
WANG Cai-li*,ZHANG Xiao-wei,ZHANG Zhao
(Shandong Sinoglory Health Food Co.,Ltd,Shenxian 252400,China)
The application of emulsified soy protein isolate (ESPI) used in ice cream to substitute of 40%-80% of whole milk powder was studied.The viscosity,swelling and melting rate of ice cream slurry by the influence of ESPI on the quality of ice cream were studied.The results showed that the viscosity and hardness of the ice cream slurry increased significantly with the substitution rate of ESPI.The swelling rate increased with the increase of ESPI.With the increase of the ESPI,the melting rate of ice cream increased,however,it decreased after more than 60% of ESPI added.The sensory evaluation index increased first and then decreased with the increase of ESPI.The results also showed that the substitution amount of ESPI was higher than that of other soy protein isolates.The quality of the ice cream is closely related to the amount of ESPI substitution,the amount of CMC-Na,monoglyceride and the amount of water added during the processing.The order of influence of four factors on the sensory evaluation of ESPI ice cream: the content of monoglyceride (C)> CMC-Na addition (B)> amount of water added (D)> ESPI substitution (A). The best combination is: ESPI 60%,CMC-Na 0.3%,monoglyceride 0.2%,water 60%.
ice cream;melting rate; swelling rate;soy protein isolate
10.13995/j.cnki.11-1802/ts.013781
硕士,工程师(本文通讯作者,E-mail:caili0628@163.com)。
2017-01-08,改回日期:2017-02-14
猜你喜欢
应用化工(2022年4期)2022-06-22 07:14:10
核农学报(2020年11期)2020-12-04 06:53:42
建筑材料学报(2018年1期)2018-03-07 08:03:32
苏州科技大学学报(自然科学版)(2017年1期)2017-03-20 15:25:18
阅读与作文(小学高年级版)(2016年10期)2016-10-12 20:55:13
美食堂(2016年8期)2016-08-23 05:16:49
美食堂(2016年8期)2016-08-23 05:16:47
肉类研究(2014年2期)2014-04-29 00:44:03
食品科学(2013年8期)2013-03-11 18:21:24
食品工业科技(2012年16期)2012-09-11 13:11:32