芳烃抽提蒸馏塔检修后开工问题分析及对策
2017-09-16 03:11:47王明传吴光亮
山东化工 2017年14期
王明传, 吴光亮
(山东昌邑石化有限公司,山东 昌邑 261300)
芳烃抽提蒸馏塔检修后开工问题分析及对策
王明传, 吴光亮
(山东昌邑石化有限公司,山东 昌邑 261300)
介绍昌邑石化40万吨/年芳烃抽提蒸馏装置在大修后开工,芳烃抽提塔运行负荷超过60%时,装置波动幅度很大。经排查发现,溶剂系统串入循环水造成溶环丁砜水解、串入氧导致环丁砜氧化分解以及抽提原料不饱和烃氧化后在抽提蒸馏塔工况下发生聚合反应共同作用形成的沉积物堵塞塔盘的浮阀所致。通过应急处置及时清除塔盘与浮阀粘在一起的垢类物,让浮阀开启自如,让抽提装置实现了满负荷平稳运行。
芳烃抽提塔; 环丁砜; 浮阀
1 装置简介
昌邑石化有限公司新建100万吨/年的连续重整装置,配套40万吨/年芳烃抽提装置,由中国石化洛阳工程建设公司(LPEC)设计。芳烃抽提装置以连续重整装置来的C6+重整汽油为原料,生产苯、甲苯、混合二甲苯、抽余油、C9+芳烃及重组分油,装置由抽提进料分馏、抽提蒸馏、芳烃精馏及公用工程四部分组成,其中抽提蒸馏与芳烃精馏部分由中国石化科学研究院(RIPP)提供工艺包,本装置2014年5月9日投产,2016年6月23日大修后开工。
2 大修后开工后出现的问题
2.1 循环水误并入溶剂系统
6月25抽提蒸馏塔底重沸器出口温度波动突然加大,经排查为钳工更换贫溶剂泵密封时,将密封冷却水与贫溶剂连接管接反,导致密封冷却用循环水漏入泵内,水随溶剂进入抽提蒸馏塔造成塔底重沸器出口温度大幅波动。同时漏入的循环水与175℃贫溶剂接触发生水击现象。6月28日切换回原贫溶剂泵后抽提蒸馏塔各参数逐步恢复正常。环丁砜中氯离子要求为≤5mg/L,循环水中氯离子含量为400~6005mg/L,溶剂环丁砜中引入了大量的氯离子。
2.2 抽提蒸馏塔运行负荷达到70%时,塔的波动幅度变化情况
6月28日逐步提高进料量,当进料负荷提至70%左右时,塔底压差首先开始出现明显上升,塔底压力在加热负荷不变的情况下同时快速上升,如图1a所示塔底压差趋势多次超过联锁值0.3MPa,触发联锁动作切断抽提蒸馏塔加温蒸汽。
随着抽提塔底部压差升高,非芳烃抽出量明显下降,塔顶压力明显下降(如图1b);当塔底压差升高达到0.15MPa左右时会快速下降,此时塔中部压差与上部压力快速上升,非芳烃抽出量快速增加,塔底液位快速上升,塔上部与下部压差处在交替升高降低,塔底液位由满到空,由空到满的大幅波动中如图1c。为防止磁力泵抽空不得已停止富溶剂泵与贫溶剂泵运行,停止溶剂循环。抽提蒸馏塔底重沸器出口温度随着塔底压力变化频繁高于指标上限180℃见图1d。各灵敏板温度随塔内压力波动也出现大幅波动,整个塔无法建立稳定的压力平衡,热量平衡,芳烃中非芳烃含量及抽余油中苯含量不合格且波动较大见表1。抽余油中苯的含量大大超过1%,混合芳烃中非芳烃的含量明显超过1%。
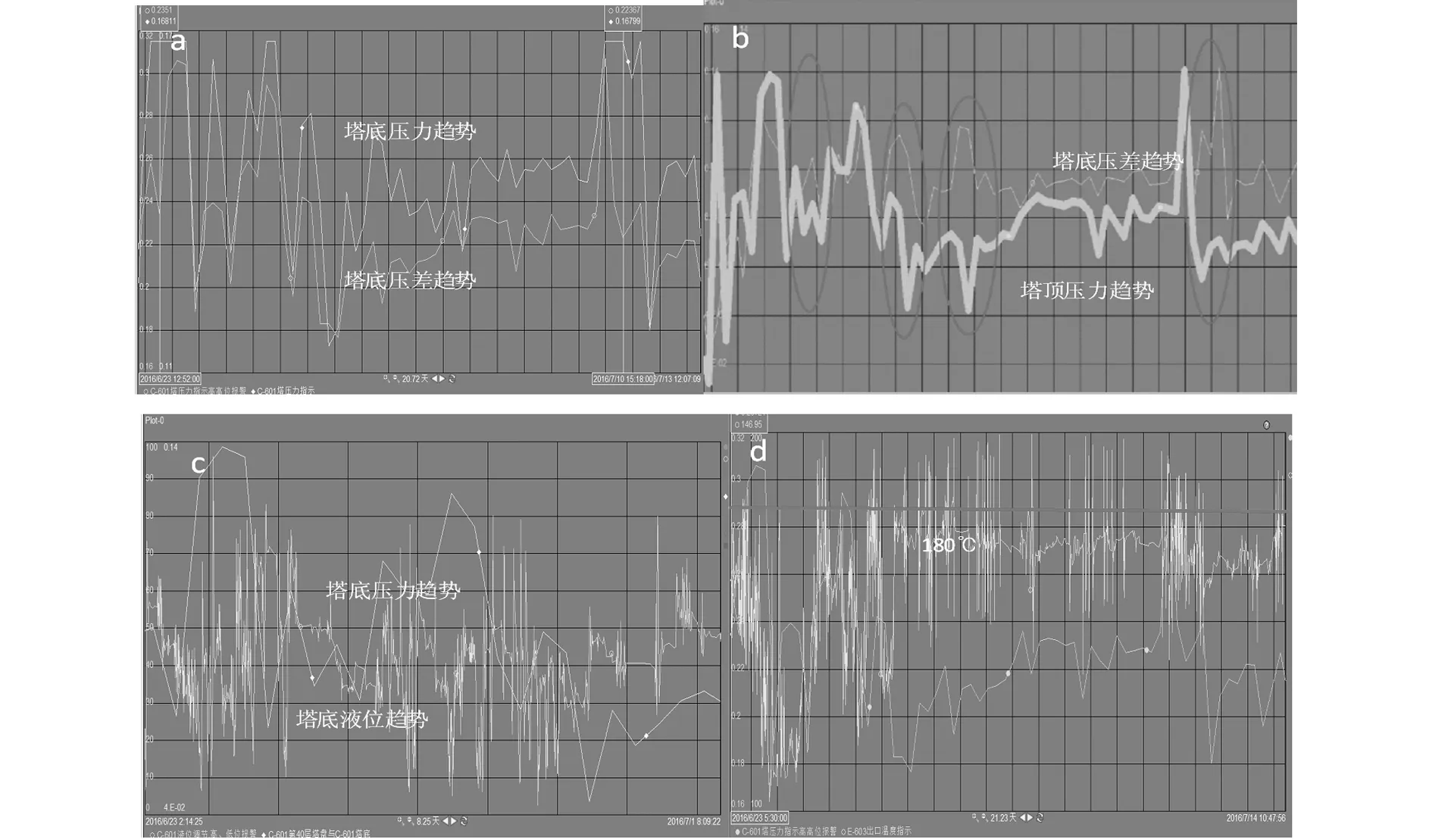
a.为抽提塔底压力和压差趋势图;b.为塔底压力和塔顶压力趋势图;c.为抽提塔底压力和塔底液位趋势图 d为抽提塔底重沸器器出口温度图
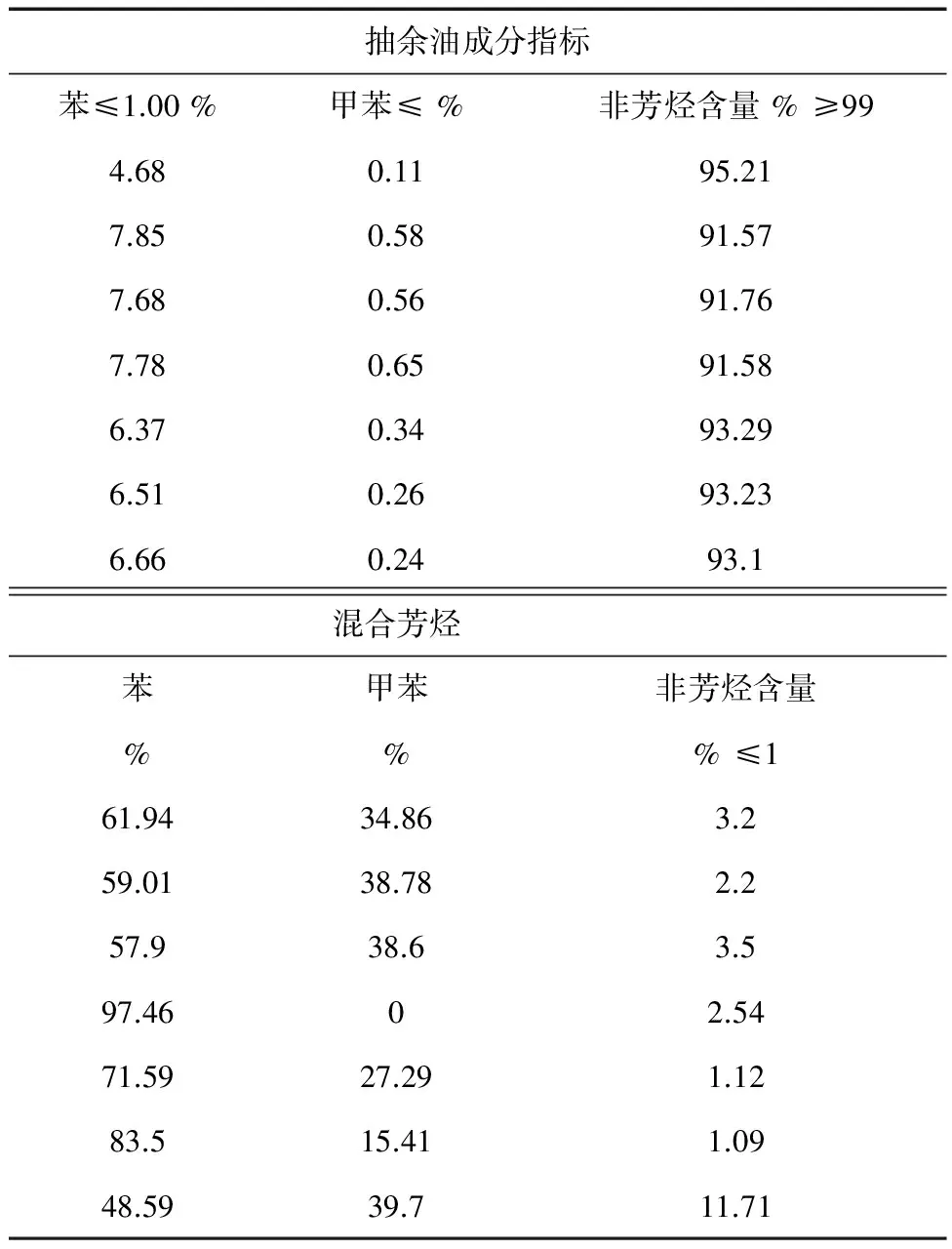
图1 塔的操作参数趋势图
将抽提蒸馏塔进料负荷降低至60%左右抽提蒸馏塔灵敏板温度、压力、压差逐渐恢复正常,非芳烃与混合芳烃质量恢复合格,但整个平衡状态很脆弱,轻微干扰便导致抽余油与混合芳烃质量不合格。
2.3 原因分析
2.3.1 环丁砜降解
注入消泡剂后塔内压差波动几乎没有变化,排除消泡剂的原因,根据本工艺包提供的操作说明提供水含量对芳烃抽出率有很大影响,如图 2所示不同水含量的环丁砜的芳烃抽出率 (y)曲线, 随着水含量的增加 , 苯、甲苯、C8 芳烃的抽出率下降。循环水误入溶剂系统引起环丁砜水解,环丁砜开环形成磺酸,是抽余油和混合芳烃不合格的其中一个因素[1]。

图2 不同水含量的环丁砜的芳烃抽出率(y)Fig.2 Extraction yields(y) of sulfolane with different water contents
2.3.2 塔盘效率降低
装置运行负荷60%以下时抽提蒸馏塔能够正常运行,提高负荷装置运行异常,推测塔盘的效率出现问题,最初认为开工垫溶剂时将洗塔水回收至是溶剂罐,停工时机械杂质沉淀后被集中循环回溶剂系统造成浮阀卡涩,2016年9月份东营一炼厂新建芳烃抽提装置初次开工时也遇到同样的问题证明不是该原因。应该是开工过程中溶剂劣化生成的沉积物导致浮阀卡涩。经石科院专家建议通过一定时间的低负荷运行冲洗将塔内杂质带出,让浮阀恢复正常开度,经低负荷运转冲洗13天后,负荷提至70%以上时塔内压力与压差仍出现出大幅度波动现象,造成芳烃与抽余油均不合格,果断紧急停工检查塔盘,打开塔盘检查时发现自第四个人孔(自塔顶起第38块塔盘)向下出现浮阀部分卡死不能打开,用螺丝刀用力撬开后发现浮阀与塔盘接触换面有2~3mm宽1mm厚的环形硬质垢类物,将浮阀与塔盘粘在一起,硬质垢类物如图3所示。

图3 硬质垢类物
2.4 硬质垢类物形成分析
2.4.1 垢物组成
由中国石化科学研究院对环丁砜抽提蒸馏塔塔盘与浮阀间所产生的垢物进行组成分析,样品加热到 800℃,残余垢样主要为灰分、碳化物和金属氧化物。推断垢物主要为铁盐类物质、类橡胶聚合物和盐类结晶物。张军[1]研究证明沉积物的主要成分是腐蚀产物磺酸铁盐及日常添加的单乙醇胺的磺酸盐。
2.4.2 垢物形成分析
2.4.2.1 环丁砜水解
环丁砜在工艺条件会被水解,开环形成磺酸,磺酸又与钢质设备和单乙醇胺(MEA,下同)反应生成磺酸盐[1],从而造成了腐蚀并堵塞设备。当环丁砜中含水量超过 3%时, 环丁砜的水解速度迅速增大[2]。环丁砜劣化速度越快 ,产生的酸性物质就越多,设备的腐蚀也就越严重。由于开工时昌邑石化贫溶剂泵密封冷却水与循环水接错,导致大量含氯400~600 mg/L的循环水进入贫溶剂,使抽提蒸馏塔的贫溶剂水含量远高于3%,同时氯离子对于环丁砜的劣化有促进作用, 它可以与环丁砜发生化学反应, 加剧酸性物质的生成。在高温环境下, 氯离子还会与烯烃聚合生成难溶的聚合物[3], 进一步降低了溶液的 pH 值,大量氯的存在更加速了溶剂的水解形成大量磺酸与塔盘表面的铁的氧化物及循环水带入的钙离子形成磺酸盐附着在浮阀及塔盘表面。
2.4.2.2 环丁砜氧化分解
该观点由美国 UOP 公司最先提出,他们认为环丁砜劣化的原因是系统中串入 O2。而 O2的来源是停工水洗塔时使用的除盐水,为回收溶剂降低成本,将该部分除盐水水回收至湿溶剂罐,同时停工期间湿溶剂罐与抽提原料罐氮封系统停用,湿溶剂与抽提进料中溶解了大量的游离氧,已经开工时装置系统残存的氧。所有进入系统的氧加速了环丁砜劣化的速度,环丁砜被氧化产生了 SO2腐蚀设备;同时环丁砜分解生成的有机降解物反应聚合,形成聚合性垢物[1]。
2.4.2.3 原料氧化分解
原料中烯烃氧化物生成类橡胶聚合物一般在筛孔或浮阀上集聚[1]。它主要来自抽提原料中不饱和烃聚合,以及氧化分解生成的有机聚合物,其为固体残样中碳化物及灰分主要来源。抽提装置原料中不饱和烃含量较高(>2000ppm),由于抽提原料罐停工期间没有氮封,其中所含不饱和烃与游离氧发生氧化反应,其氧化分解产物在抽提蒸馏塔中与含硫、氮、氧的活性杂原子发生聚合反应而形成沉渣,这些沉渣是结焦的前驱物,它们容易在设备的高温部位进一步缩合结焦造成设备阻塞,从清理塔盘的情况看塔底温度高的部位垢层厚及浮阀卡涩数量多,越往上随塔内温度降低,垢层越薄,浮阀卡涩数量及程度越轻。
3 应急处置措施
根据检查情况决定突击清理塔盘浮阀,从第一层塔盘开始打开通道板,用木槌敲击塔盘,通过振动使被粘住的浮阀与塔盘剥离,然后将硬质垢物清理出来。恢复开工时在垫溶剂前先开进料泵用C6/C7馏分油冲洗塔盘,一方面将未能清扫出来的杂质颗粒冲到塔底,经富溶剂泵入口过滤器及贫溶剂过滤器滤出,防止硬质的垢类颗粒与粘度较高的湿溶剂结合将浮阀卡住影响塔板效率。另一方面在浮阀与塔盘表面建立一层油膜有效阻止粘度较高的溶剂附着在浮阀与塔盘表面,增加浮阀重量及塔盘与浮阀间的吸附作用力。开工后用低温凝结水置换汽提水,直至氯离子降至5 mg/L以下。用凝结水置换汽提水将串入溶剂系统的循环水置换出来,同时利用凝结水循环洗涤溶剂携带的氯离子,降低溶剂的氯离子含量。
4 防止浮阀结垢降低塔板效率的对策
首先是维持抽提原料罐及溶剂罐氮封系统连续运转;做好系统的气密及置换工作,系统中氧含量大于0.5 %,会加速环丁砜的劣化,劣化产生的酸性物质增多[4],气密置换时系统中氧含量降至0.1%以下;在两路贫溶剂管路的小股溶剂调节阀后增加一台两级串联临时过滤器,过滤等级分别为25μm、5μm进一步滤出溶剂中的机械杂质;管控好溶剂再生塔的操作,定期清理再生塔底残渣;汽提水补水及停工洗塔采用除氧水代替除盐水。
5 结论
本次检修开工后抽提蒸馏塔运行出现异常,通过排查为原因是系统串入水造成溶剂水解、系统串入氧导致溶剂氧化分解以及抽提原料不饱和烃氧化后在抽提蒸馏塔工况下发生聚合反应共同作用形成的沉积物堵塞浮阀所致,制定相应的措施,防止再次发生。
[1] 张 军.环丁砜抽提装置垢物成因及控制探讨[J].化学工程与装备,2011(2):65-67.
[2] 杨金根.环丁砜溶剂热稳定性的研究[J].华东化工学院学报,1993,19(3):285-287.
[3] 邹 恺,陈文艺,王秀文.环丁砜劣化机理与应对措施研究进展[J].应用化工, 2013 , 42 (12):2271-2273.
[4] 李明玉,姜忠义,孙绪江.芳烃抽提装置中环丁砜循环系统设备腐蚀原因及对策[J].石油炼制与化工, 2005,36(5):30-33.
(本文文献格式:王明传, 吴光亮,等.芳烃抽提蒸馏塔检修后开工问题分析及对策[J].山东化工,2017,46(14):94-96.)
Analysis and Countermeasure About Extractive Distillation UnitOverhaul Operation
WangMingchuan,WangGuangliang
(Shandong Changyi Petrochemical Co.,Ltd.,Changyi 261300,China)
This thesis have introduced that the aromatic extraction distillation unit of 40 thousand tons per year in Changyi Petrochemical Limited Company fluctuated large When aromatic extraction tower runs a load of over 60%.After investigation find that:circulating water entering into solvent system leaded sulfolane to hydrolysis andOxygen caused sulfolane to oxygenolysis and the polymerization of unsaturated hydrocarbons in the extractive distillation column was observed. Sediment of forming blocked float valve of tray.Through emergency treatment to remove the sediment of tray,the float valve open freely,so that the extraction device to achieve a full load running smoothly.
aromatic extraction tower sulfolane float valve
2017-05-08
王明传(1970年—),1995年毕业于大庆石油学院,目前从事化工的技术管理工作。
TQ241
A
1008-021X(2017)14-0094-03
猜你喜欢
科学家(2021年24期)2021-04-25 16:55:45
化工管理(2021年20期)2021-01-09 06:36:38
合成纤维工业(2020年5期)2020-10-28 12:58:04
橡胶工业(2015年9期)2015-08-29 06:40:40
橡胶工业(2015年6期)2015-07-29 09:20:40
橡胶工业(2015年4期)2015-07-29 09:17:22
石油炼制与化工(2015年6期)2015-04-05 16:46:10
化工管理(2013年18期)2013-08-15 00:51:32
石油化工(2013年3期)2013-05-03 01:54:14
纯碱工业(2012年6期)2012-12-23 01:37:46