焦化污水循环再利用,实现废水零排放
2017-09-16 03:11:47刘晓海杨金生孙向文时法存刘志豪许连杰
山东化工 2017年14期
刘晓海,杨金生,孙向文,时法存,刘志豪,许连杰
(正和集团股份有限公司,山东 东营 257342)
焦化污水循环再利用,实现废水零排放
刘晓海,杨金生,孙向文,时法存,刘志豪,许连杰
(正和集团股份有限公司,山东 东营 257342)
通过对延迟焦化装置污水循环再利用技术进行分析,并介绍了炼厂实例应用情况。利用储量较大的沉降罐,再加上长时间沉淀达到油水分离效果,解决了油水分离较困难的难题。能够有效解决焦化污水处理问题,减少水资源浪费,有效降低生产成本,同时又通过回收污油,提高企业经济效益。
焦化污水;再利用;零排放
含油污水是一种量大而面广的污染源,世界上每年至少有5000~10000kt油类通过各种途径进入水体。随着工业的发展,含油污水的排放量与日俱增,对环境的污染日趋严重。油类在水体中主要以上浮油、分散油、乳化油、溶解油和油粒附着在固体悬浮表面而形成的油-固体物5种形式存在。对于炼油、焦化等行业的含油污水,因其处理量大且含油浓度较高等原因,一般都采用重力分离-浮选-生化处理等多级处理工艺流程应用了30多年,优点是为同行技术人员和操作工人熟悉,缺点是投资较大、占地多、操作弹性小、油资源难于回收、容易造成二次污染[1]。
1 延迟焦化装置含油污水产生及处理情况
延迟焦化焦炭塔生焦完毕后,开始除焦之前,需泄压并向塔内吹蒸汽,然后再注水冷却。从焦炭中汽提出来的油气、蒸汽混合物排入放空系统的放空塔下部,用经过冷却的循环油从混合气体中回收重质烃。然后送回焦化主分馏塔。放空塔顶排出的油气和蒸汽混合物经过冷凝、冷却后,在沉降分离罐内分离出污油和污水,分别送出装置。沉降分离罐分离出的轻烃气体经过压缩后送入燃料气系统。此类焦化废水主要成分有挥发酚、油、氰化物、苯酚及苯系化合物、氨氮等,酚含量高、氨氮含量高、难降解有机物含量高,污染物浓度高,污染物成分复杂,难于治理。而且,延迟焦装置所产生的焦化污水中油水混合物难以分离,去冷焦系统对装置造成安全隐患,只能排入污水系统。由于此部分污水硫含量、COD含量高(COD最高可达4000mg/L),排水温度在80~90℃左右,而污泥生存环境要求温度<45℃,且含油较高,进入污水处理系统后会导致污泥大面积死亡,造成外排水质量超标,给污水处理系统安全运行造成很大的压力。
在焦化装置设计中,正在逐步实现对焦化污油和炼厂油浆的转化利用工作。一般来说,传统的焦化污水处理工艺见图1。
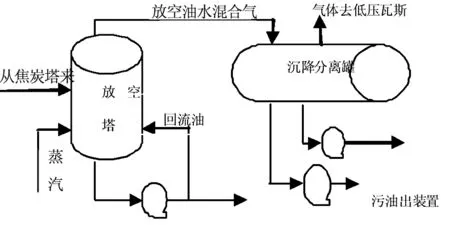
图1 传统的焦化污水处理工艺图Fig.1 The traditional figure coking sewage treatment process
2 焦化污水循环再利用技术指标及参数
2.1 技术特点
延迟焦化污水回收循环再利用技术属于石油化工科学技术领域,是对延迟焦化装置污水处理部分的工艺流程进行优化改进,解决焦化污水处理过程中污染物浓度高,污染物成分复杂,难于治理的技术问题。通过设置焦化污水回收再利用装置,将延迟装置在焦炭塔切换过程中放空系统产生的污水全部循环利用,减轻污水处理厂运行压力;同时对污水中的污油进行有效回收,降低污油排放,从根本上解决污染问题,提高企业的经济效益[2]。焦化污水循环利用工艺流程见图2。
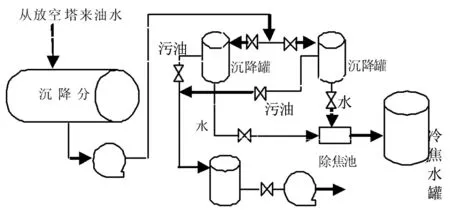
图2 焦化污水循环再利用工艺流程图Fig.2 Coking sewage recycle process flow diagram
2.2 技术实例应用
以正和石化延迟焦化装置为例,处理前焦化接触冷却塔产生的油水混合物硫含量、COD含量高,排水温度在80~90℃左右,而且延迟焦化装置所产生的焦化污水中油水混合物难以分离,去冷焦系统对装置造成安全隐患,只能排入污水系统。由于此部分污水硫含量、COD含量高,排水温度在80~90℃左右,而污泥生存环境要求温度<45℃,且含油较高,进入污水处理系统后会导致污泥大面积死亡,造成外排水质量超标,给污水处理系统安全运行造成很大的压力。
经过对焦化装置放空系统所产生的污水(即油水混合物)进行化验分析,并采用沉降方式进行小试、中试。结果证明,油水混合物在密闭容器储存状态下,通过延长油水分离的停留时间,经过8~10h沉降,能够实现油水的有效分离。因此,通过设置污水沉降罐,对油水混合物进行沉降,将分离出的污油进行回收,污水去冷焦水罐作为冷焦水循环使用,达到了焦化污水循环利用,实现废水零排放的目标[3]。
2.3 技术优势与运行费用
焦化污水再利用技术利用油水混合物在一定条件下通过重力沉降可以有效分离的特点,对焦化污水处理工艺流程进行了改进,能有效地增加油水重力沉降分离的停留时间,实现油水分离。焦化污水循环再利用技术与传统技术相比较具有以下优势:一是含油污水不进入污水处理系统,降低了污油排放和污染问题,避免了对污水处理系统的危害,处理后进行循环再利用,减少了水资源浪费,降低了企业生产成本的优点;二是回收的污油可以进行回炼,避免了油资源的污染和浪费。
处理后焦化污水进行循环利用不排放,减少了水资源浪费,降低了企业生产成本,同时回收的污油可以进行回炼。本项目年可节约新鲜水约50000吨,年节约水费、污水处理费、药剂费、排污费等费用年可节约56万元左右。
2.4 技术创新情况
延迟焦化装置焦炭塔切换过程中,从焦炭塔排除的油气仅靠放空系统难以达到油水混合物的分离,产生大量的含油污水。在目前各炼化企业传统的焦化污水处理技术是建设新型的污水处理系统,或者建立事故水池进行储存,再逐步少量进入现有生化污水处理系统进行处理。这种处理方式对污水系统要求非常苛刻,企业生产成本较高,同时由于污水含有一定的污油,不能有效回收,造成资源浪费。
焦化污水再利用技术能够有效解除上述问题。炼油企业通过设置焦化污水处理装置,优化了焦化污水处理流程,增加了油水分离的停留时间,利用循环泵、焦化污油罐、污水沉降罐等设施,将焦化污水进行循环利用,实现废水零排放,回收的污油返回放空塔,避免油资源的浪费[4]。焦化污水循环再利用技术在解决焦化污水处理问题方面具有显著优势,污水循环利用,减少水资源浪费,降低生产成本,同时又通过回收污油,提高企业经济效益。
2.5 后续技术贡献
焦化污水循环再利用技术已于2010年6月开始在正和石化年延迟焦化装置实施应用。技术应用前,焦化装置冷焦水用量为150m3/天左右,污水处理厂处理难度加大,使企业承受了巨大的环保压力。通过技术的实施,延迟焦化装置年可节约新鲜水约50000吨,回收污油1080吨,折合水费、污水处理费、药剂费、排污费等费用年可节约56万元左右,合计每年可产生效益320万元。
因此,通过焦化污水回收装置,能够实现了焦化装置污水的循环利用,达到了零排放的目标,同时回收了污水中的污油,具有一定的经济效益[5]。
3 结论
通过此项技术的应用,焦化污水实现了循环利用不排放,避免了对污水处理系统的危害,减少了水资源浪费,降低了企业生产成本;回收的污油进入放空塔,提高了企业的经济效益[5]。同时,本技术在系统内炼厂及其他炼厂具有较好的推广应用价值。预计推广应用后,系统内年可节约生产成本2000余万元。
[1] 李方玉,王相乙.焦化废水处理工艺设计要点[J].轻工设计,2011,10(1):57-58.
[2] 王绍文,钱 雷,等.焦化废水无害化处理与回用技术[J].冶金工业,2005,25(8):25-28.
[3] 魏绪玲.延迟焦化冷焦水密闭处理方法研究[J].中国石油大学,2008,22(5):51-53.
[4] 徐先财,王成章.延迟焦化装置污油会炼技术的研究及应用[J].石油化工,2016,19(5):15-17.
[5] 瞿国华.延迟焦化工艺与工程[J].中国石化,1997,8(3):38-40.
(本文文献格式:刘晓海,杨金生,孙向文,等.焦化污水循环再利用,实现废水零排放[J].山东化工,2017,46(14):190-191.)
Circulate and Reuse Coking Unit Waste Water,Achieve Zero Discharge of Waste Water
LiuXiaohai,YangJinsheng,SunXiangwen,ShiFacun,LiuZhihao,XuLianjie
(Zhenghe Group Co.,Ltd., Dongying 257342,China)
This article is mainly focused on the analysis of the technology of the Delay Coking Unit waste water circulation and reuse, and introduce some applications in refinery. We use a large storage sedimentation tank to sedimentate the waste water for a long time to get a good effect of separating the oil from the water, and in this way, we manage to solve the obstacle of separating the oil from the water. And this will solve the problem of dealing with the waste water coming from the Coking Unit and reduce the waste of water resource and reduce the cost of production effectively, in the meanwhile, the refinery can increase the commercial benefit through recycling the waste oil.
coking unit waste water; reuse; zero discharge
2017-05-16
刘晓海(1985—),山东东营人,助理工程师,2010年毕业于青岛科技大学化学工程与工艺专业,研究方向:从事化工技术工作。
X703
A
1008-021X(2017)14-0190-02
猜你喜欢
全面腐蚀控制(2022年6期)2022-11-27 12:36:01
昆钢科技(2020年6期)2020-03-29 06:39:44
创新作文(1-2年级)(2019年1期)2019-07-04 16:10:34
山东冶金(2019年1期)2019-03-30 01:35:18
特种油气藏(2018年6期)2019-01-11 02:51:28
山东冶金(2018年5期)2018-11-22 05:12:26
环境保护与循环经济(2017年8期)2017-03-22 01:29:03
石油炼制与化工(2016年3期)2016-04-11 08:04:37
油气田环境保护(2015年4期)2015-12-28 10:45:44
中国铁道科学(2015年2期)2015-06-26 08:34:58