
磷化废水治理工程实例分析
2017-09-15 07:16甄凯旋杨瑾曹红菊
资源节约与环保 2017年7期
甄凯旋 杨瑾 曹红菊
(1.杭州银江环保科技有限公司浙江杭州3100122.杭州市科技信息研究院浙江杭州310006)
磷化废水治理工程实例分析
甄凯旋1杨瑾2曹红菊1
(1.杭州银江环保科技有限公司浙江杭州3100122.杭州市科技信息研究院浙江杭州310006)
某磷化废水,采用“芬顿+二级混凝沉淀+过滤”组合工艺,出水稳定满足《污水综合排放标准》(GB8978-1996)中一级标准要求。
磷化;芬顿;混凝沉淀;过滤
引言
磷化主要是易氧化金属产品通过与含锰、铁、锌等元素的磷酸盐溶液进行接触,在产品表面生成一层保护膜.这种对金属进行的磷酸盐处理方法被称为磷化。通常磷化是作为金属产品涂装的预处理过程,磷化膜不仅可以提高产品与漆膜的附着力,而且可以提高产品的抗冲击性能,以及耐腐蚀能力。该工艺操作方便、生产效率高、成本低,在国内工业生产中得到了广泛使用。然而在磷化废水中富含大量的磷酸盐,水体中该盐含量的增加使得水体富营养化现象日益严重,成为污水综合排放标准中严格控制的指标。[1]
某企业现占地面积30000平方米,生产厂房面积8000平方米,主要经营生产橡胶制品,这些产品广泛应用于汽车、家电、液压、气动、装载工程机械、电子、石化冶金机械及其它高新技术领域。生产废水主要来源磷化线生产过程中产生的废水,水量70m3/d。为此企业新建一套废水处理设施,采用“芬顿+二级混凝沉淀+过滤”组合工艺,工程稳定运行,出水稳定达到《污水综合排放标准》(GB8978-1996)一级标准直接排放。
1 废水设计参数
表1是设计进水出水水质指标。

表1 设计进出水质(除pH外,单位mg/L)
2 废水处理工艺及说明
生产废水处理主要包括:芬顿预处理工艺和混凝工艺各流程说明如下:
(1)芬顿混凝处理系统根据业主要求,生产废水处理能力70m3/d。该原水在调节池内先进行蓄积,有效降低原水水力负荷。再通过提升泵提至混凝池内,利用加药装置向废水投加。先向废水投加H2SO4,pH调至3。再投加Fe2SO4、H2O4、CaO、PAC和PAM化学试剂处理,将废水中的有机物、TP(无机磷)、Zn等物质,利用强氧化和化学沉淀法去除,采用石灰对废水进行处理,不仅能够降低废水的酸性,同时也能够使磷酸钙沉淀,促使磷离子的浓度得到一定的控制[2]。废水经过芬顿处理后,有机物通过强氧化处理减少,但是与此同时产生大量铁泥。TP(无机磷)、Zn发生混凝反应后,形成大量污泥。以上污泥不可随便排放,对环境有较大破坏性。必须将污泥干化后,交至专业污泥处理公司进行无害化处理。
(2)沉淀系统
经过芬顿与混凝处理后,会产生大量污泥。沉淀系统将废水中的泥水通过重力作用进行有效的分离。降低污水中的SS。
(3)深度处理系统
深度处理系统工艺采用活性炭过滤进行把关。通过活性炭将废水中有机物和悬浮物过滤,最终保证出水达标。
(4)污泥处理系统
废水污泥排入污泥池,上层清液溢流至废水调节池,污泥池内污泥。定期将污泥池内污泥进行干化压缩。
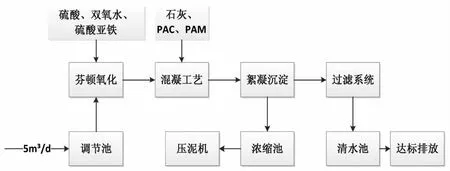
图1 处理工艺流程图
3 主要建(构)筑物及设备运行参数
3.1 废水调节池
1座,2m*2m*2.5m(H),有效水深2m,有效容积8m3,HRT=1.5d。FRP材质,配备提升泵2台(1用1备),Q=6m3/h,H=10m,N=0.55kW,进水口设置格栅井,人工格栅为UPVC材质,间距10mm,设置两个浮球液位计。为保证水量水质稳定,避免负荷冲击,故先将废水收集于调节池作为临时存储。
3.2 混凝综合反应池
1座,2.4m*2m*2.5m(H),有效水深2.2m,有效容积10.56m3,碳钢防腐,设计水量5m3/h,配备电动搅拌机(搭配变速机)6台,转速20-30r/min,功率0.55kW,加药装置6套(200L),设置污泥泵2台(1用1备),Q=6m3/h,H=10m,N=0.55kW,投加药剂使废水中的污染物形成絮体,通过沉淀池沉淀从而实现悬浮物的分离。
3.3 过滤系统
砂滤1座,*2.8m,碳钢防腐,配备提升泵2台(1用1备),Q=5m3/h,H=18m,N=1.1kW,反洗泵2台(1用1备),Q=15m3/h,H=18m,N=3kW。
3.4 污泥
1座,1m*1m*2m,FRP。
4 工程运行结果
工程于2015年建成运行,平均进水浓度磷酸盐、总锌约35、92mg/L,出水浓度分别为0.45、1.5mg/L,其它指标也均优于设计预期。
5 投资及运行成本
总投资为10.8万元。吨水运行费用为1.57元,其中电费1.05元,药剂费0.42元,污泥处置费0.1元。年运行成本为2355元(300天计算)。
结语
磷化废水废水,采用“芬顿+二级混凝沉淀+过滤沉淀+砂滤碳滤单元”组合工艺,切实可行,出水达标稳定可靠。
[1]丁凝,刘建明.工业磷化废水处理的实验研究及应用[J].广东化工,2014年第7期,167-168.
[2]关美婵.简述酸洗磷化废水的处理工艺[J].化工管理,2013年06期,131.
甄凯旋(1985-),男,浙江浦江人,生物化学硕士,从事环境工程工艺设计。
猜你喜欢
材料保护(2022年10期)2022-12-07
电镀与精饰(2022年10期)2022-10-14
山西化工(2022年3期)2022-07-06
城市道桥与防洪(2022年5期)2022-06-25
包装学报(2022年2期)2022-05-13
供水技术(2022年1期)2022-04-19
供水技术(2022年1期)2022-04-19
表面工程与再制造(2019年6期)2019-08-24
武汉工程职业技术学院学报(2019年1期)2019-04-09
