往复式压缩机十字头拆装专用工具的设计与加工
——以4M50往复式压缩机为例
2017-09-04 02:53张国杰苏兴冶董彦斌张梦成由宏明
山东化工 2017年8期
张国杰,苏兴冶,董彦斌,薛 峰,夏 聪,李 静,张梦成,由宏明
(1.沈阳工业大学,辽宁 辽阳 111003;2.中国石油辽阳石化分公司,辽宁 辽阳 111003)
往复式压缩机十字头拆装专用工具的设计与加工
——以4M50往复式压缩机为例
张国杰1,苏兴冶1,董彦斌1,薛 峰1,夏 聪1,李 静1,张梦成1,由宏明2
(1.沈阳工业大学,辽宁 辽阳 111003;2.中国石油辽阳石化分公司,辽宁 辽阳 111003)
国内生产的往复式压缩机大多未随机配备十字头专用拆装工具,拆装过程中十字头容易掉落在滑道上,损伤十字头、滑道和滑履,造成表面巴氏合金层的破损。为此设计了一套十字头检修专用拆装工具,力求缩短检修时间,提高安装精度,保证检修安全。同时,对其他类型往复式压缩机十字头的检修也具有借鉴意义。
往复式压缩机;十字头;拆装工具;设计加工
往复式压缩机是用来提高气体压力和输送气体的机械,是石油化工、冶金、电力等过程工业的大型核心设备,其运行状态直接影响企业的生产安全及经济效益。因此,各企业都高度重视其日常维护和检修质量。
十字头作为卧式往复式压缩机的关键部件,在滑道上作往复运动,起导向作用,它连接连杆和活塞杆并将曲轴的旋转运动转变为活塞杆的直线往复运动。化工生产中使用的往复式压缩机十字头多为双侧圆筒形分体组合式结构,十字头体和上下两个可拆卸的滑履采用榫槽定位,并借助螺钉连接成一体[1]。滑履与十字头之间装有垫片,检修时可以调整。十字头体材料一般为铸钢,上下滑履衬背材料为碳钢,承压表面挂有巴氏合金层,开有油槽以利于润滑油均匀分布[2]。
十字头的检修是往复式压缩机日常维护必不可少的部分之一,其检修质量对整台机组的稳定运行起着决定作用。
1 十字头检修过程中存在的问题
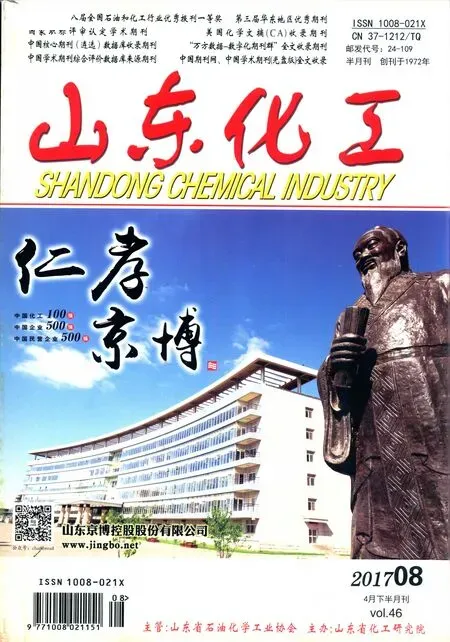
十字头是连接活塞和连杆的零件,具有导向作用。4M50往复式压缩机的十字头结构如图1所示。
十字头的上下滑履表面属于同一圆柱体的两段弧面,滑履及滑道表面被均匀镀上一层耐磨合金(通常为巴氏合金ZChSnSb11-6,价格昂贵)。工作时,上下滑履紧贴滑道并在一定润滑条件下做往复运动。
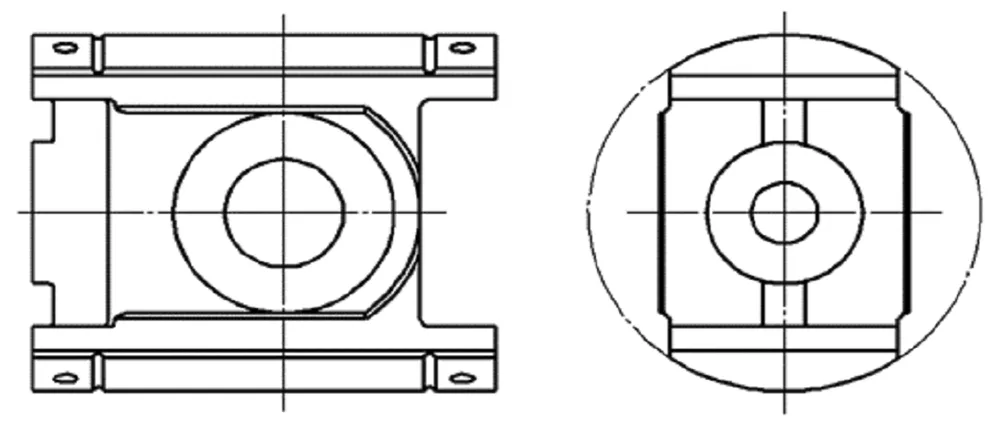
图1 十字头结构简图
在往复式压缩机的安装、检修过程中,其十字头无法直接从滑道中取出,必须先将十字头在滑道内绕其轴心旋转一定角度,使滑履与滑道脱离,再将其取出。由于国内生产的往复式压缩机组大多未随机配备十字头专用拆装工具,检修人员采用的拆装方法大多不符合要求,拆卸过程中普遍采用最原始的方法--通过撬棍撬出十字头使其脱离圆弧形滑道并取出。安装时则是先将十字头装入滑道内,通过塞尺测量上下滑履与滑道之间的间隙,如不合格,再将十字头取出,在其非承载面添加垫片并重复以上步骤,直至滑履与滑道间隙达到规定值为止。整个拆装过程通常需要多人完成,不仅效率低下、劳动强度大,安装精度难以保证,而且由于十字头自重较大(约为15kg),没有着力点,在滑履与滑道脱离的瞬间,十字头会失去支撑,稍有不慎就会掉落在滑道上,很容易损伤十字头、滑道和滑履,造成其表面巴氏合金层的破损,导致不得不更换整个十字头组件。由于巴氏合金层的加工成本较高,因此将给企业带来重大经济损失。
2 十字头专用拆装工具的设计与加工
针对往复式压缩机检修过程中十字头拆装存在的效率低、成本高、精度差、容易损坏设备等问题,通过对4M50往复式压缩机的结构分析,设计出满足机组安装、检修需要的十字头专用拆装工具。经结构设计、选材、强度校核、二维图纸绘制及三维建模、编制加工工艺规程,最终完成专用拆装工具的加工。工具具有结构简单、安装方便的特点,能满足十字头部件维修时拆装的精度要求,可大幅度降低设备维修成本,提高检修效率,消除检修安全隐患,确保机组实现安全、稳定、长周期运行的目标。
2.1 专用工具的结构设计
十字头专用拆装工具主要用于解决4M50往复式压缩机组检修过程中十字头组件拆装时容易掉落、损伤设备的问题。经分析、研究和调整,作者总结出一套安全、成熟、快速的十字头拆卸流程,并根据实际情况设计制作了专用拆装工具,极大的降低了十字头拆卸过程中可能对设备造成的损坏,缩短了的劳动时间,提高了劳动效率。设计的专用拆装工具结构如图2所示。
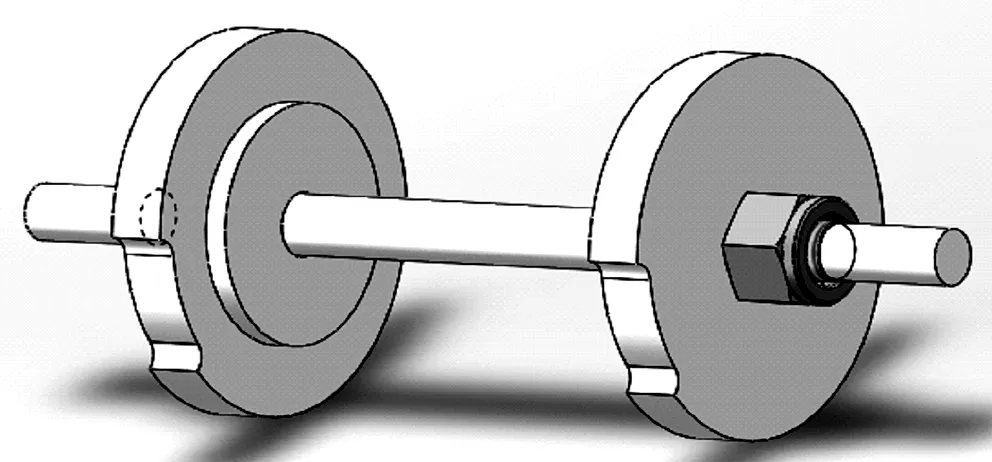
图2 专用拆装工具结构简图
在安装十字头时,需要格外注意两个方面:
(1)十字头与滑道的间隙;
(2)十字头中心线与滑道中心线的同轴度。
十字头与滑道允许的间隙值为滑道直径的0.6/1000 - 0.8/1000,本十字头滑道直径为190mm,故其与滑道的允许间隙值为0.114~0.152mm,若十字头与滑道间隙超标,会造成振动过大,加剧十字头磨损。根据十字头的受力规律,4M50往复式压缩机十字头分为上滑板受力或下滑板受力,若在安装时将原本应该上滑板受力的十字头,错装成下滑板受力,就会破坏十字头的同轴度,使活塞杆运行时长期处于偏离中心的状态,这将导致活塞杆、十字头销等零件的断裂,造成不必要的损失。
考虑到机组检修人员在安装和检修十字头时可能遇到的上述问题,设计专用拆装工具时,采用两侧对称设计,在两侧圆盘中心固定一根承重轴,整个过程均在专用拆装工具上完成,简化了十字头安装时滑履与滑道的间隙调整过程,有效避免了重复劳动,提高了安装时十字头中心线与滑道中心线的同轴度,从而使十字头工作更加可靠,具有较高的安全性。
在拆卸十字头时,应十分注意对十字头及滑道的保护。十字头的上下滑履表面属于同一圆柱体的两段弧面,其表面浇铸有巴氏合金层(ZChSnSb11-6)。耐磨巴氏合金层的浇铸方法为:用钢丝刷清除污垢和锈蚀后,再用酸、碱溶液反复清洗干净。在清洗干净的十字头滑履表面立即挂一层锡底(厚度应均匀,一般为0.1-0.2mm左右,表面呈银色),挂锡合格后使用离心浇注机进行浇铸。由于加工工序复杂,所需设备较多,因此浇铸有巴氏合金层的十字头组件价格昂贵[3]。为此,将专用拆装工具设计为两侧圆盘,使十字头在脱离滑道瞬间仍有支撑,从而避免损坏滑道和滑履表面的巴氏合金层(ZChSnSb11-6),延长十字头的使用寿命,极大的减轻劳动强度,提高企业效益。专用拆装工具的安装使用如图3所示。
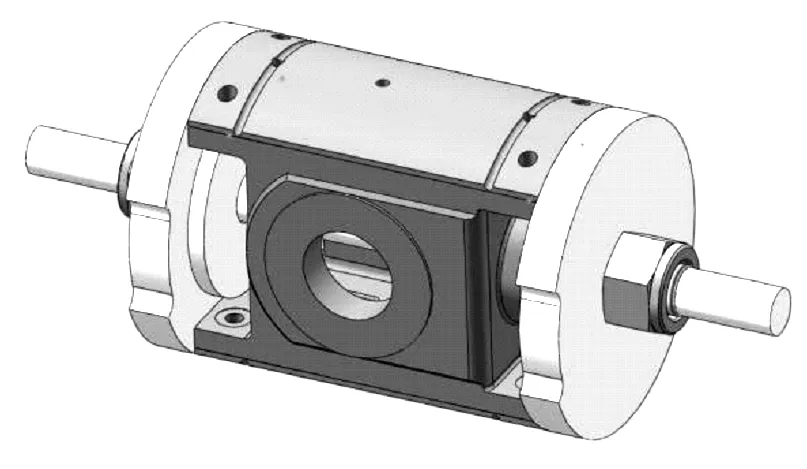
图3 专用拆装工具使用示意图
2.2 专用工具的选材
选材首先要保证零件的使用性能和工艺性能,其次要考虑材料的经济性。专用拆装工具所选材料应具有较好的强度、硬度,材料容易获得,价格便宜,加工方便。本工具主体两侧圆盘材料采用电木,中间承重轴材料采用45钢。
两侧圆盘主要承受十字头的重量和两侧的挤压,要求材料具有一定的强度和硬度。大部分金属材料都能满足这一要求,若选用金属材料作为制作原材料,会大大增加拆装工具的重量,进而增加机组检修人员的工作强度,因此决定在高分子材料中选取加工材料。
电木,又称酚醛塑料,是以酚醛树脂为基材的塑料。酚类和醛类化合物在酸性或碱性催化剂的作用下,经聚缩反应可制得酚醛树脂。将酚醛树脂和锯木粉、滑石粉(填料)、乌洛托品(固化剂)、硬脂酸(润滑剂)、颜料等充分混合,并在混炼机中加热混炼,即得电木粉,将电木粉在模具中加热压制成型后得到热固性酚醛塑料制品。电木材料的主要特性:机械强度良好,易于加工[4]。使用电木作为圆盘材料,既能减轻工具的重量,又能满足强度要求。
中间承重轴主要承受的是十字头组件的重量和两侧螺栓处的剪切,故材料应具有较高的强度和硬度。考虑到承重轴的两端还需要加工螺纹,所以材料还需具有良好的加工性能。考虑到成本因素,采用45号钢作为承重轴的材料。45号钢是中碳结构钢,冷热加工性能、机械性能较好,且价格低、来源广,因此广泛用于机械零件的加工制造。材料经过调质后可得到较好的切削性能,而且能获得较高的强度和韧性等综合机械性能,淬火后表面硬度可达45~52HRC,具有良好的耐磨性。
2.3 专用工具的强度校核
以简支梁(中间轴)的弯曲强度准则设计承重轴的直径,以配合螺栓的剪切强度准则校核直径。
中间轴简化成简支梁模型,如图4所示。
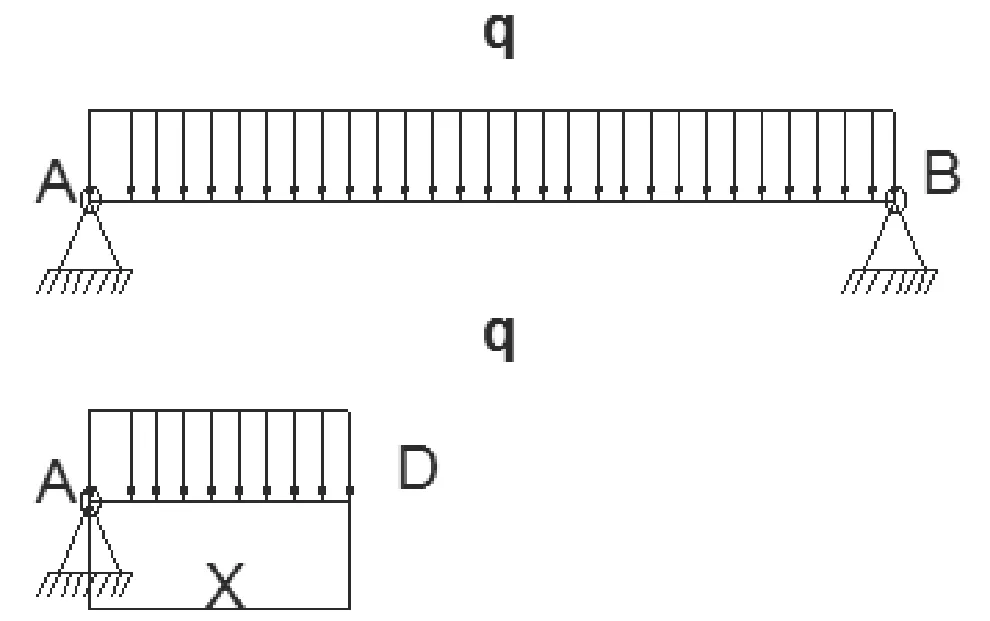
图4 中间承重轴的力学模型
建立A-x坐标系,以距A端坐标为X的任意界面为假想截面,设长度为L,列出左端梁的弯矩方程:
M(x)-qLXqx2=0
即M(x)=qLXqX2
弯矩图如图5所示。
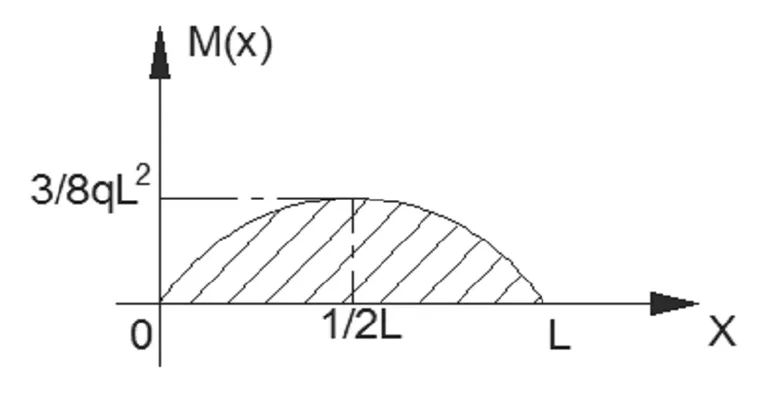
图5 弯矩图
弯矩方程为X的一元二次方程,所以在对称轴时取得最大值,即MMAX=qL2。
均布载荷q==672N/m,十字头体L=223mm,十字头体自重G=15kg,经计算MMAX=12.5Nom。
根据安全系数来确定,45钢的许用应力120MPa。
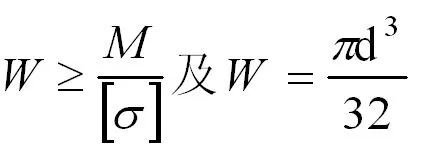
计算出横梁的直径d10.4mm。
又活塞孔直径32mm,故取d=20mm。
下面根据配合螺栓的剪切强度准则进行校核,查材料手册45钢的许用应力和安全系数得120MPa,十字头体自重G=15kg。
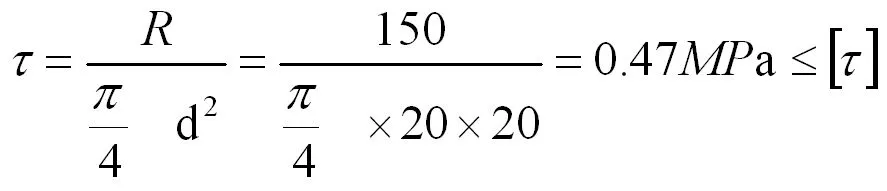
d=20mm,满足设计条件。
3.4 专用工具加工工艺
3.4.1 工具主体圆盘
(1)材料:电木。
(2)主体圆盘的加工方法。
圆盘的加工表面有端面、外圆、中心孔。加工方法如下:
圆盘左、右端面、D188.5的外圆面以及圆盘凸台加工精度等级Ra0.8,加工方案为粗车-半精车-精车;中心孔加工精度等级Ra3.2,加工方案为粗车-半精车。
(3)加工工序:下料-车端面-粗车-半精车-精车-车端面-粗车-半精车-精车-检验。
(4)工艺路线:
(a)车端面:保证端面尺寸,钻中心孔;掉头车另一端面,钻中心孔。
(b)车外圆:粗车d188.5的外圆,半精车d188.5外圆,保证圆盘厚度为35。
(c)凸台加工:粗车d119的凸台,半精车d119的凸台,保证凸台厚度为10mm。
(d)中心孔加工:钻中心孔,粗车中心孔至d32。
3.4.2 工具中间承重轴:
(1)材料:45钢。
(2)中间承重轴表面加工方法:加工表面有端面、外圆、外螺纹。加工方法如下:
D30的外圆面和D28的外圆面加工精度等级IT9,加工方案为粗车-半精车;轴左、右端面以及D30的外螺纹加工精度等级IT9,加工方案为粗车。
(3)加工工序:下料-车端面--粗车-半精车-车端面-粗车-半精车-检验,两端均车削外螺纹。
(4)工艺路线
(a)车端面:保证端面尺寸,钻中心孔;掉头车另一端面,钻中心孔。
(b)车外圆:粗车d30的外圆,半精车d30外圆,保证轴长为473mm。粗车d28的外圆,半精车d28外圆,保证所车长度为60mm。调头以另一端面为基准,粗车d28的外圆,半精车d28外圆,保证所车长度为60mm。
(c)车外螺纹:在离端面60的位置车d30的外螺纹,长度为40mm。
(d)检验。
3 结论
设计加工的专用工具有效地解决了十字头拆装过程中遇到的问题,操作方便、制作简单,可使机组检修人员较方便地完成检修任务,提高企业效益。
由于本工具的使用,在十字头组件拆卸过程中,当十字头脱离滑道的瞬间仍有圆盘支撑,因此不会损坏滑道和滑履表面,延长十字头的使用寿命,减轻了劳动强度;简化了十字头安装时滑履与滑道的间隙调整过程,提高了工作效率;可满足十字头安装精度要求,消除安全隐患;由于采用了两侧对称设计,有效提高了安装时十字头中心线与滑道中心线的同轴度要求,从而使十字头工作更加可靠。
专用工具的设计原理可运用于其他型号的对称平衡卧式往复压缩机。
[1] 赵 旭.往复式压缩机十字头滑履表面合金层融化失效原因分析[J].内蒙古石油化工.2015(21):71-72.
[2] 纪经伟.往复式压缩机十字头故障分析与处理[J].广东化工.2009,36卷(11):164-165.
[3] 罗强武.巧焊巴氏合金[J].机械工人(热加工),1992(12):26-27.
[4] 黄 旭,郑兴华,汤德平,等. CCTO-电木复合材料的制备、结构和介电性能[J].硅酸盐通报,2012(1):33-36.
(本文文献格式:张国杰,苏兴冶,董彦斌,等.往复式压缩机十字头拆装专用工具的设计与加工——以4M50往复式压缩机为例[J].山东化工,2017,46(08):132-134.)
The Design and Process in Specialized Dismantling Device for Reciprocating Compressor Crosshead——Exampled with 4M50 Reciprocating Compressor
ZhangGuojie,SuXingye1,DongYanbin1,XueFeng1,XiaCong1,LiJing1,ZhangMengcheng1,YouHongming2
(1.Shenyang University of Technology, Liaoyang 111003,China;2.Petrochina Liaoyang Petrochemical Company, Liaoyang 111003, China )
The reciprocating compressor in china usually do not have the specialized dismantling device for installing and disassembling crosshead with the main equipment. Leading to the damage of the crosshead, slide rail and Babbitt metal layer, it is easy to have the crosshead fallen on the slide rail during the installation and disassembled. That is so necessary to design a pack of specialized device for crosshead maintain, in order to reduce the maintain duration, raise the installation accuracy, secured the maintain. Meanwhile, the design of this specialized tool is also full of mean to the other maintain and installation for the other compressors.
reciprocating compressor; crosshead; dismantling; design and process
2017-03-05
2016年辽宁省大学生校外实践教育基地建设项目(项目序号:58)的部分研究成果
苏兴冶(1962—),副教授,主要从事化工过程机械应用研究。
TH457
B
1008-021X(2017)08-0132-03
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
上海涂料(2021年5期)2022-01-15
活力(2019年17期)2019-11-26
名城绘(2019年3期)2019-10-21
中小企业管理与科技·中旬刊(2018年2期)2018-03-10
制造技术与机床(2017年8期)2017-11-27
当代化工研究(2016年7期)2016-03-20
设备管理与维修(2016年6期)2016-03-16
石油化工建设(2015年2期)2015-12-01
制造技术与机床(2015年10期)2015-04-09