
EGSB反应器处理阿维菌素废水
2017-09-04 01:36田文超付秋爽姬志辉党酉胜石家庄辰龙润东环保科技有限公司河北胜尔邦环保科技有限公司石家庄05006
环保科技 2017年4期
田文超 付秋爽 姬志辉 党酉胜(.石家庄辰龙润东环保科技有限公司; .河北胜尔邦环保科技有限公司, 石家庄 05006)
EGSB反应器处理阿维菌素废水
田文超1付秋爽2姬志辉1党酉胜2
(1.石家庄辰龙润东环保科技有限公司; 2.河北胜尔邦环保科技有限公司, 石家庄 050061)
利用EGSB反应器处理阿维菌素废水的工程实践,结果表明:当进水COD为12000~13000mg/L时,出水COD为2100~2200mg/L,COD去除率达到83%,容积负荷达到4.7kgCOD/(m3·d)。EGSB反应器可以有效地降解阿维菌素废水中的有机物。
阿维菌素废水;EGSB反应器;废水处理
阿维菌素(AVM)是一种高效、低毒、安全、广谱的新型农畜两用抗生素,属于大环内酯抗生素类杀虫杀螨剂,是土壤微生物灰色链霉素的发酵代谢产物,已作为甲胺磷等有机磷高毒农药的代替品在世界范围内广泛推广应用[1]。阿维菌素生产过程中产生大量高浓度有机废水,该废水成分比较复杂、pH较低、有机物浓度高、含有的残留阿维菌素对微生物有毒害作用、色度深,属于难处理高浓度抗生素废水[2]。
河北石家庄制药企业主要生产阿维菌素精粉、乳油等产品,是国内规模较大的阿维菌素生产厂家之一,日排放生产废水500 m3。此类高浓度有机废水一般采用厌氧生物处理,该厂采用“膨胀式颗粒污泥床(EGSB)厌氧反应器+好氧+深度处理”的方法处理阿维菌素生产废水。本文结合工程实际对EGSB反应器的启动和运行进行了讨论和总结,工程实践表明:采用EGSB处理阿维菌素高浓度有机废水,COD去除率可达83%左右,为后续好氧处理提供了良好的条件。
1 废水的特点
该厂生产过程中排放的废水主要是生产过程中的发酵液压滤出水、产品提纯废水、设备和车间地面的冲洗水,每天排放废水量为500 m3,其主要成分为发酵残存的培养基(包含一些糖类、蛋白质、脂类等),菌丝体和发酵过程中产生的代谢产物及少量的AVM,成分较为复杂,污染物浓度高,色度高,气味重,属高浓度有机废水。其水质为:
COD:35000~45000mg/L、pH :3.5~4.5、SS:3000~5000mg/L、 氨氮:600~800mg/L、AVM:65~95μg/mL。
2 处理工艺
2.1 工艺选择
EGSB反应器是在UASB反应器基础上改良而开发的第三代厌氧反应器,在UASB反应器基础上增加了出水循环系统,有机负荷高、适应性好。已被广泛应用于制药、淀粉、味精等高浓度废水的处理中,并在难降解废水中取得了良好的效果[3]。与UASB反应器相比,EGSB反应器采用高达5~10m/h的上升流速,并采用出水循环,使颗粒污泥床处于膨胀状态。因此,保证了废水与颗粒污泥的充分接触,且布水更容易均匀、传质效果好、有机物去除率高,并减少了反应器内的死角、短流和堵塞问题[4]。
阿维菌素废水COD高达35000~45000mg/L,且废水中含有残留的AVM,属于难降解的高浓度抗生素废水。EGSB反应器的出水循环可稀释进水浓度,降低残留AVM的毒害作用,且具有较高的处理负荷,因此,使用EGSB反应器处理阿维菌素废水是适宜的。
EGSB反应器设计进水COD为12000 mg/L,pH为6~6.5。原水采用加入厂区其他工段排放的循环冷却水的方法将进水COD调节至设计要求,进水总量为1800m3/d;采用加入液碱的方式调节进水pH至设计要求。
2.2 工艺参数
本工程建设一座EGSB反应器,反应器有效容积4000m3,φ18×18m。三相分离器采用进口PP材料,重量轻,耐腐蚀,且表面光滑,分离效果好。外循环泵采用变频控制,最大循环量可达1000m3/h。罐体采用碳钢防腐,聚氨酯发泡保温。EGSB反应器前设置投配池,进行进水浓度、温度、pH调节。
3 EGSB反应器的启动调试
3.1 接种
采用循环冷却水对罐体进行渗水试验,罐体试水成功后将反应器内水温升至38℃,开始接种污泥,接种污泥采自某柠檬酸厂IC反应器的颗粒污泥,接种量为720m3。经检测:颗粒污泥直径为1~2mm,TSS为105g/L,VSS/TSS为0.68。污泥接种完成后,反应器内温度为35.6℃。
3.2 启动
开始进水时,将阿维菌素废水稀释至COD≤2000mg/L,用液碱调节pH至7~7.5之间,温度为35±1℃。进水量从每小时进水5分钟开始,采用间歇进水的方式。开始出水时,水中有少量黑色细小絮状污泥流出,这是由于少量颗粒污泥解体被洗出所致。此时出水COD为100mg/L左右,这是由于反应器内大量清水的稀释作用导致的COD降低。经过10天的适应性训练后,出水带泥现象消失。并检测到有少量沼气产生,表明颗粒污泥活性已恢复。
颗粒污泥活性恢复后,出水COD开始由于厌氧消化作用逐步降低。当COD去除率达到70%,出水挥发酸≤180mg/L时,就可以逐步提高负荷。由于废水中残留的阿维菌素对产甲烷菌有抑制作用,低浓度低负荷会降低废水的毒害性,随着污泥的逐步驯化,它的适应性慢慢增强,抗毒性和冲击性也会慢慢增强。故启动运行阶段先保持进水COD为2000~3000mg/L,通过调节进水量控制反应器负荷,每次负荷提高量为0.5倍左右,EGSB反应器启动阶段的外循环量定为350m3/h。经过28天的水力提升,反应器实现连续进水。此时,出水COD为400mg/L,COD去除率为80%,进水量为1730m3/d。水力提升阶段运行参数变化见图1。
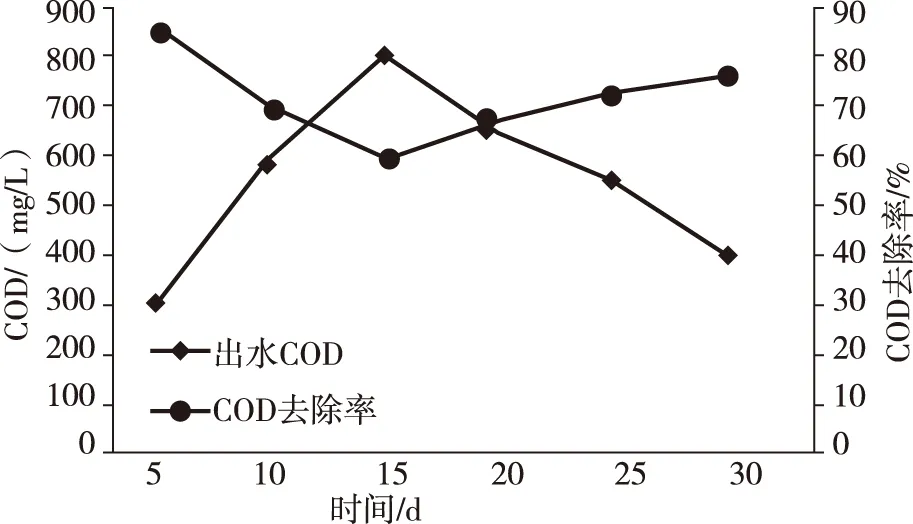
图1 EGSB反应器水力提升阶段运行结果
3.3 提高负荷阶段
由启动阶段的运行结果可知,颗粒污泥已经适应了阿维菌素废水的水质条件,在此后的运行过程中,通过逐步提高反应器的进水COD来提高反应器负荷。当COD去除率达到75%、出水挥发酸≤300mg/L、pH≥7时可提高反应器负荷,每次负荷提高量为0.5倍左右,EGSB反应器提高负荷阶段的外循环量提升为500~700m3/h。负荷的提高和有机物的去除情况见图2。
经过63天的COD浓度提升,当反应器进水COD为12000~13000mg/L时,运行负荷达到4.7kgCOD/(m3·d),出水COD为2100~2200mg/L,COD去除率达到83%,且去除率稳定, EGSB反应器的外循环量提升至960m3/h。此时,基本达到预期目标,每日处理阿维菌素废水量达到500m3,表明EGSB反应器已经成功的启动,这为后续处理创造了良好的基础。
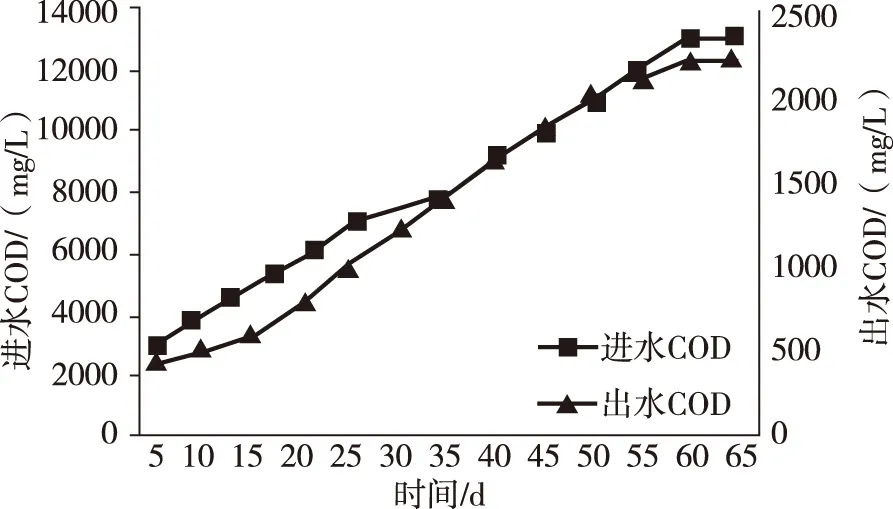
(a)
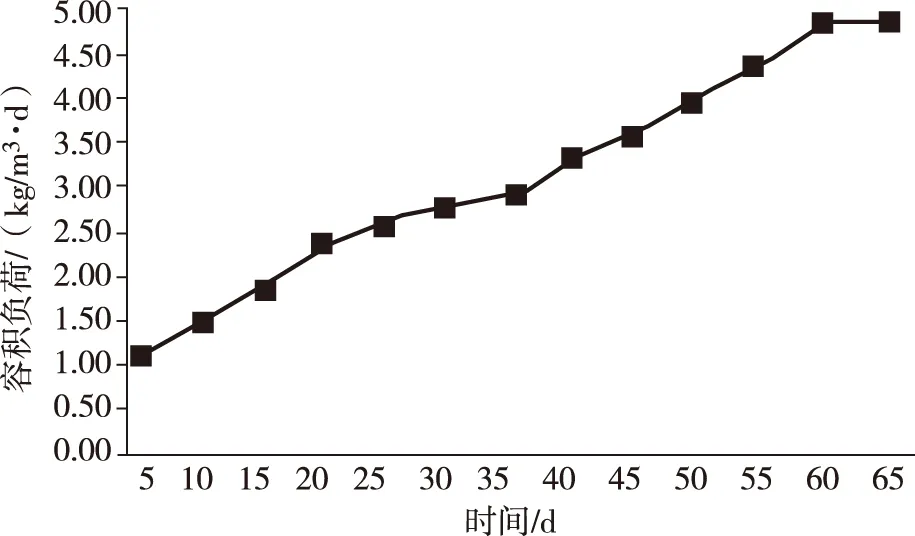
(b)图2 EGSB反应器浓度提升阶段运行结果
4 结果分析
4.1 AVM对厌氧消化的影响
AVM对厌氧消化的抑制试验表明:当AVM浓度分别为25μg/L、50μg/L、100μg/L时,对厌氧消化分别表现出轻度抑制、明显抑制和严重抑制[5],故EGSB反应器启动初期进水COD采用循环冷却水调节为2000mg/L,并较长时间内低浓度低负荷运行,以降低AVM含量,减少对厌氧消化的抑制作用。经过28天的适应性培养后,厌氧微生物逐渐对AVM有了耐受性。提高负荷阶段,进水中COD、AVM含量逐渐上升。这时,随着进水浓度的上升逐渐提高EGSB反应器的外循环量,大量的外循环使进水COD、AVM得到稀释,起到了缓冲作用。经过长达63天的驯化后,COD去除率达到81%,并且运行稳定,说明在一定进水浓度条件下,经过长时间的驯化后,厌氧微生物可以承受AVM的抑制影响。
4.2 进水pH值的调整
EGSB反应器启动初期,进水pH值调整为7~7.5,以保证厌氧微生物生长的最适宜pH值范围,加快厌氧微生物的生长。随着厌氧微生物对废水水质的适应性增强和系统内碱度的上升,逐步降低进水pH值,到反应器达到设计负荷时,进水pH值已降到5.8~6.0。此时出水pH值为7.6,挥发酸为294mg/L,且系统运行稳定。降低进水的pH值可大量减少液碱的使用,使碱的投加量由预计的6t/d降低至4t/d,降低了运行成本。
4.3 出水挥发酸及碱度的控制
出水挥发酸(VFA)是厌氧反应器运行过程中非常重要的参数,VFA浓度增高是pH下降的主要原因,虽然pH的检测非常方便,但它的变化比VFA浓度的变化要滞后许多。当VFA积累至一定程度时,pH才会有明确变化。因此测定VFA是控制反应器pH降低的有效措施。在提高负荷阶段,当出水VFA≤300mg/L时,可提高反应器负荷;当出水VFA≥480mg/L时,则应当停止进液,并加大反应器的外循环量,直到出水VFA降低至300mg/L时方可继续提高负荷。
碱度反应了厌氧反应器的缓冲能力,足够的碱度可保证厌氧系统的pH值的稳定。在本反应器运行过程中,出水碱度一直维持在5000~7000mg/L,碱度较高。由于EGSB反应器的高出水循环量,可大量中和进水的酸度,降低进水pH值,减少运行费用。
5 结论
(1)EGSB反应器处理阿维菌素废水的运行结果表明:当进水COD为12000~13000mg/L时,出水COD为2100~2200mg/L,COD去除率达到83%,容积负荷达到4.7kgCOD/(m3·d)。
(2)在EGSB反应器启动过程中应当监测进出水COD、pH值,出水挥发酸及碱度,以保证反应器的稳定运行。
(3)经过长时间的驯化后,厌氧微生物可以承受一定浓度范围内AVM的抑制影响。
[1] 吴国荃,孙诗敏,王金台,等.生物农药阿维菌素[J].精细与专用化学品,2003,11(14):8-10.
[2] 姚瑶,田文艳.简述阿维菌素废水处理现状[J].黑龙江科技信息,2010(6):56.
[3] Zoutberg G R, Been P D. The Biobed EGSB(Expanded Granular Sludge Bed)system Covers shortcomings of the upflow anaerobic sludge blanket reactor in the chemical industry[J].Wat.Sci.Tech.,1997,35(10):183-188.
[4] 左剑恶,王妍春,陈浩.膨胀颗粒污泥床(EGSB)反应器的研究进展[J].中国沼气,2000,18(4):3-8.
[5] 李再兴, 杨景亮, 刘春艳,等.阿维菌素对厌氧消化的影响研究[J].中国沼气,2001, 19 (1): 13-15.
Treatment of Avermectin wastewater by EGSB Reactor
Tian wenchao1, Fu Qiushuang2, Ji Zhihui1, Dang Yousheng2
(1.Shijiazhuang Chen Long Rundong Environmental Protection Technology.Co.,Ltd;2. Hebei Superior& Federal Environmental Protection Technology Co.,Ltd, Shijiazhuang 050061)
Results from engineering practice of treatment on Avermectin wastewater by EGSB reactor show that while the COD of influent is in the range of 12000~13000mg/L,the COD of effluent is 2100~2200mg/L. The removal efficiencies of COD can be up to 83%, and volumetric organic loading reaches 4.7kgCOD/(m3·d). EGSB reactor can effectively degrades organics in Avermectin wastewater.
Avermectin wastewater; EGSB reactor; wastewater treatment
2017-06-05; 2017-07-06修回
田文超(1982-),男,本科,工程师,主要从事水污染治理工程工作。E-mail:81717429@qq.com
X173
A
猜你喜欢
安徽农学通报(2022年6期)2022-04-07
渔业致富指南(2021年21期)2021-11-29
有色金属(矿山部分)(2021年4期)2021-08-30
农药科学与管理(2019年6期)2019-11-23
农药科学与管理(2019年10期)2019-04-20
农家之友(2019年5期)2019-01-17
淡水渔业(2018年2期)2018-03-21
浙江农业科学(2016年11期)2016-05-04
现代冶金(2016年6期)2016-02-28
山东农药信息(2013年1期)2013-03-29
