约束喷射Al-20Si合金沉积坯的形状及显微组织
2017-09-03 10:30:23刘英莉尹建成钟毅陈业高杨环张八淇姜瑛
哈尔滨工程大学学报 2017年8期
刘英莉,尹建成,钟毅,陈业高,杨环,张八淇,姜瑛
(1.昆明理工大学 信息工程与自动化学院,云南 昆明 650500; 2.昆明理工大学 材料科学与工程学院,云南 昆明 650093)
约束喷射Al-20Si合金沉积坯的形状及显微组织
刘英莉1,2,尹建成2,钟毅2,陈业高2,杨环2,张八淇2,姜瑛1
(1.昆明理工大学 信息工程与自动化学院,云南 昆明 650500; 2.昆明理工大学 材料科学与工程学院,云南 昆明 650093)
针对喷射沉积区域与连续挤压机轮槽不匹配的问题,本文采用双盘流型控制器约束雾化射流,研究熔体温度和雾化气体压力对Al-20Si合金沉积坯形状及微观组织的影响。结果表明:在0.10~0.25 MPa的范围内,随雾化气体压力的增加,合金沉积坯变得越来越窄且高度不断增加。随雾化气体压力的增大,合金中初晶Si的等效直径先急剧减小,而后缓慢增加。在熔体温度为829 ℃,雾化气体压力为0.2 MPa时,获得的沉积坯的Si颗粒尺寸细小、分布均匀,且沉积坯宽度较小。研究结果可为喷射沉积连续挤压试验参数的优化提供参考。
Al-20Si合金; 沉积坯; 形状控制; 微观组织; 喷射沉积连续挤压; 约束喷射沉积; 双盘流型控制器
喷射沉积连续挤压(spray Conform, SC)是2013年提出的一种用于制备高合金材料的近净成形新技术[1]。其原理为:合金熔液在惰性气体的作用下雾化为熔滴,并沉积在连续挤压机的挤压轮槽内,尚处于高温状态的沉积坯随挤压轮旋转,至堵头处受阻而转入模腔,在模具作用下形成制品。研究表明,SC法可连续制备出高致密的Al-20Si合金,其抗拉强度和延伸率可达到214 MPa和9.2%,分别为铸态合金的2.5倍和3.2倍,且耐磨性能优良[2]。SC法制备的7075铝合金的晶粒细小,且含有少量析出相和部分再结晶组织,经回归再时效处理后,铝合金基体内出现弥散分布的纳米级AlCu和MgZn2沉淀相[3]。
传统的喷射沉积技术是采用惰性气体雾化合金熔液,在无任何约束的情况下,雾化液滴沉积在底托上形成沉积坯,此时雾化液滴的沉积区域较宽(>100 mm),远远超出了常规连续挤压机轮槽的宽度(10~28 mm)。因此,在自由喷射的情况下,会有大量的合金熔滴沉积在轮槽之外,将造成原料的巨大浪费。
课题组曾采用四辊流型控制器约束雾化射流。试验结果表明,在合适的工艺条件下,四辊流型控制器可有效地将雾化射流约束在宽约10~20 mm 的狭长区域内。然而,在试验过程中经常出现粘辊的现象,即合金熔滴粘在小辊表面形成粘附层,若粘附层不能与小辊脱开,后续液滴的进一步沉积会使粘附层逐渐变厚,当粘附层厚到一定程度时,两小辊会因表面接触而咬死,致使试验中断。
在前期研究的基础上,课题组提出了采用双旋转盘约束雾化射流的构想,即在雾化锥角较小的雾化器气体出口处,对称放置一对高速旋转的圆盘。雾化过程中合金液滴从双旋转盘间飞出,在狭长的区域内沉积成窄条状沉积坯[4]。本文采用双旋转盘约束雾化射流,研究熔体温度和雾化气体压力对Al-20Si合金喷射沉积坯形状及微观组织的影响,获得适合喷射沉积连续挤压技术的试验参数,为该技术的参数优化积累数据。
1 试样制备与试验方法
1.1 合金及试验装置
采用99.5%(质量百分数,%)的工业纯铝和Al-50Si(质量百分数,%)中间合金配制Al-20Si合金。先将盛有Al 锭的石墨坩埚置于中频感应炉内,加热到900 ℃进行熔炼;Al 锭全部熔化后加入Al-50Si合金;待Al-50Si合金全部熔化后,保温0.5 h,并对熔体进行除气、除渣,然后进行浇铸,获得Al-20Si(质量百分数,%)合金。将Al-20Si合金在双旋转盘约束下进行喷射沉积试验,喷射沉积试验装置示意图如图1所示。
1.2 试验过程
鉴于Al-20Si合金的液相线温度为689 ℃[5],
本文将Al-20Si合金的熔液温度分别设定为829 ℃和859 ℃。具体试验参数列于表1。
首先将Al-20Si合金在电阻炉内加热至预设温度(829 ℃或859 ℃),保温0.5 h。然后,调整图1中双盘转速至1 600 r/min,并从炉中取出合金熔液,打开氮气阀门,调整气体压力,将Al-20Si合金熔体倒入图1所示的漏斗中。合金熔液被雾化器中的高速惰性气体雾化后,液滴在两盘中间飞行,最后沉积在基底上,形成沉积坯。
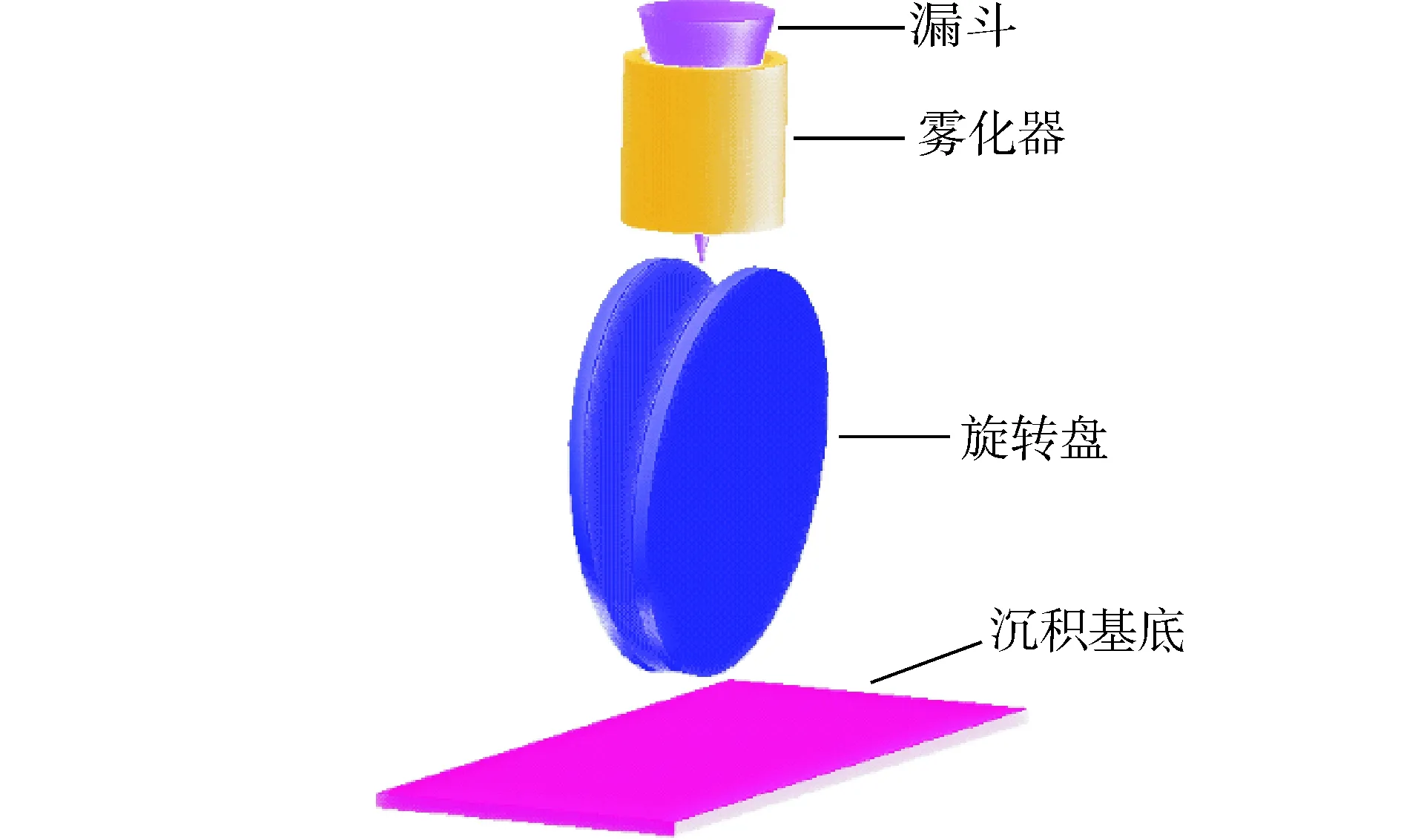
图1 约束喷射沉积示意图Fig.1 Schematic diagram of constrained spray deposition

过程参数参数值雾化气体N2气体压力/MPa01、015、02、025喷嘴直径/mm4熔液温度/℃829、859喷射高度/mm350双盘转速/(r·min-1)1600双盘夹角/(°)7
从不同试验条件下获得的沉积坯中部取长约10~15 mm的试样制备金相试样,利用LEICA DMI 5 000 M光学金相显微镜观测金相组织,并借助Image-Pro Plus 图形分析软件对合金中的Si颗粒尺寸进行定量分析。最后,分析熔体温度和雾化气体压力对Al-20Si合金喷射沉积微观组织的影响。
2 试验结果与讨论
2.1 喷射沉积坯形貌
两种熔体温度下的合金沉积坯如图2所示。可以看出,两种熔体温度下,气压为0.1 MPa时,沉积坯的表面都有较厚的液相凝固现象。这是由于气体压力过低,致使雾化效果不好,Al-20Si合金熔液基本上未经雾化,直接以液相为主的方式沉积在基底上而造成的。
图3为不同熔体温度下沉积坯的横截面形貌图。可见坯料宽度约22~60 mm,高度19~55 mm。由图3可以看出,随着气压的增大,沉积坯的高度不断增加,而宽度逐渐减小。当气体压力为0.1 MPa时,雾化效果较差,液滴中的液相分数较大,此时,沉积坯在气流的冲击下可展宽至约60 mm。随着气压的增大,雾化效果越来越好,坯料宽度也越来越窄。但当气体压力达到0.25 MPa时,开始出现粘盘现象,即铝合金圆片不断从两旋转盘间甩出,尺寸较大的圆铝片如图4所示。
相对而言,当气体压力为0.15 MPa和0.20 MPa时,沉积坯的形貌更为理想。在气压为0.15 MPa,熔体温度为829 ℃时,沉积坯的最大宽度为34 mm,熔体温度为859 ℃时,沉积坯的最大宽度为35 mm。在气压为0.20 MPa,熔体温度为829 ℃时,沉积坯的最大宽度为27 mm,熔体温度为859 ℃时,沉积坯的最大宽度为28 mm。
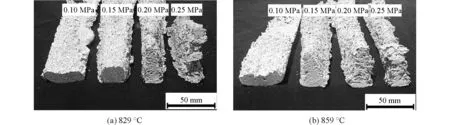
图3 Al-20Si合金沉积坯的横截面Fig.3 Cross sections of Al-20Si alloy deposit preforms
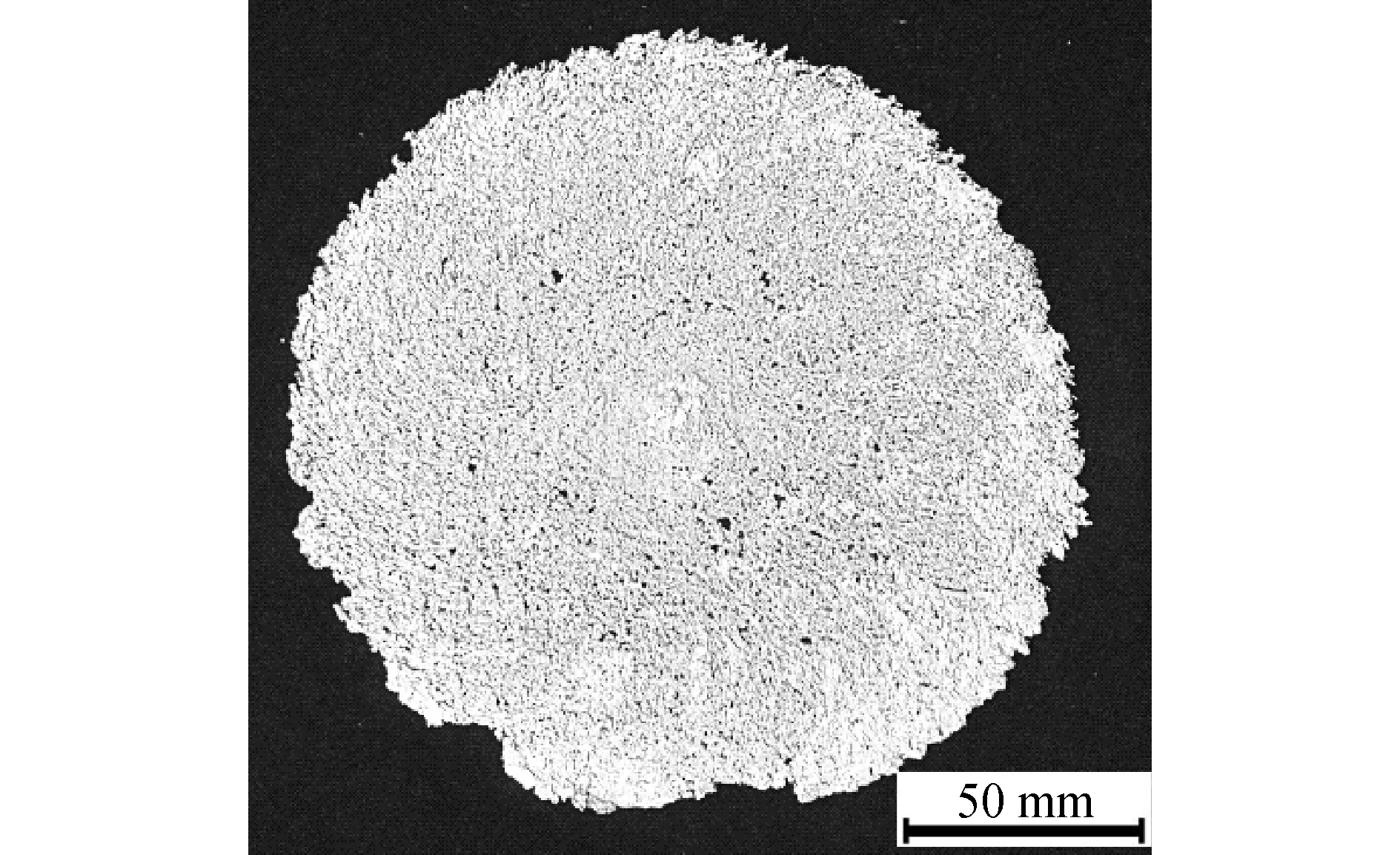
图4 大尺寸圆铝片Fig.4 Large aluminum disc
表2给出了不同试验条件下获得的沉积坯的收得率。数据表明,两种熔体温度下,随着气压的增大,沉积坯的收得率都在不断下降。原因是随着雾化气压的增大,气体出口速度不断增加,涡流界面层流动剧烈,金属液雾化成非常细小的颗粒,急速喷射到沉积底托上,形成过喷粉末而被吹走,致使其收得率较低。因此,综合考虑沉积坯宽度和收得率,熔体温度为829 ℃,惰性气体压力为0.20 MPa时,Al-20Si合金的沉积坯更令人满意。此时,沉积坯的最大宽度为27 mm,基本满足喷射沉积连续挤压的要求。
2.2 喷射沉积坯微观组织
沉积坯的显微组织如图5和图6所示。可以看出,在气压为0.10 MPa和0.15 MPa时,Al-20Si合金的显微组织中初晶硅相的形貌较复杂,主要以带尖角的不规则多边形为主,其余部分多呈长条形并夹杂一定数量的孔洞。另外,此时初晶硅颗粒的平均尺寸也较大且分布较不均匀,团聚现象比较严重。当气压为0.20 MPa和0.25 MPa时,显微组织已明显球化、尺寸较小,且分布均匀,孔隙也较少。这说明气压对初晶硅相的细化效果影响较大,两种熔体温度下,随着气压的增加,初晶硅相的尺寸不断减小,且圆整度也越来越好。
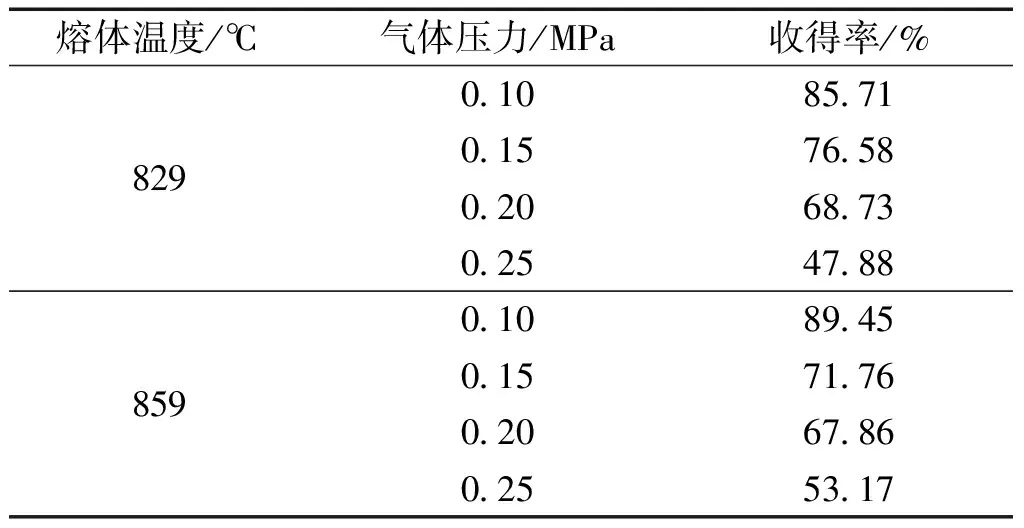
表2 Al-20Si合金沉积坯的收得率
为了定量分析Al-20Si合金沉积坯的微观组织,采用Image-Pro Plus软件对图5和图6所示金相组织进行统计分析,并计算初晶Si的等效直径[6]:
(1)
式中:D代表平均等效直径,Sk代表第k个初晶硅颗粒的面积。Sk通过Image-Pro Plus软件从图5和图6中获得。
图7为不同熔体温度、不同气压下喷射沉积Al-20Si合金的初晶Si等效直径。可知,惰性气体压力从0.10 MPa增加到0.20 MPa时,初晶Si等效直径随着气压的增加而急剧减小。当熔体温度为829 ℃时,初晶Si等效直径由0.10 MPa的11.69 μm减小至0.20 MPa的2.35 μm。

图5 Al-20Si合金的显微组织(829 ℃)Fig.5 Microstructures of spray-formed Al-20Si alloy(829 ℃)

图6 Al-20Si合金的显微组织(859 ℃)Fig.6 Microstructures of spray-formed Al-20Si alloy(859 ℃)

图7 气压对Al-20Si合金中初晶Si颗粒等效直径的影响Fig.7 Variation of the equivalent diameter of the primary silicon particles of Al-20Si alloy with gas pressure
熔体温度为859 ℃时,初晶Si等效直径由0.10 MPa的14.60 μm减小至0.20 MPa的3.93 μm。同时还可看出,相同气压条件下,829 ℃比859 ℃的初晶Si等效直径更小。
众所周知,气压越大,气体的动能越大,初始破碎也变得更加强烈。同时,气压增大还会提高液滴与气体的相对速度,降低可被二次破碎的液滴的临界尺寸,使得参与第二次破碎的液滴变多。因此,增大气体压力会使最终得到的液滴更为细小,尺寸分布更加集中[7]。另外,气压越大,热交换越剧烈,Al-20Si合金熔液破碎后冷却速度也越快,初晶硅的生长受到抑制,导致初晶硅等效直径减小。从而呈现出初晶Si等效直径随气压增大而减小的趋势。
Al-20Si合金熔液温度升高后,潜热就会增多,使得热交换负荷加剧,冷却速度下降,导致晶粒长大速度变快。于是便出现了初晶Si等效直径随熔液温度的升高而变大的现象。
值得注意的是,由图7还可看出,当气体压力从0.20 MPa增加到0.25 MPa时,还出现了初晶Si等效直径异常长大的现象。A. Unal在采用限制性喷嘴研究工艺参数对2014铝合金粉末尺寸的影响时也观察到类似现象[8],即在雾化气体压力由1.05 MPa升至2.12 MPa的过程中,粉末直径先减小而后增加,在气压为1.56 MPa时,粉末尺寸达到最小值。作者认为,较高的气压会导致喷嘴的过度膨胀,在气体出口与初次破碎点之间会形成强烈震动,导致气体速度明显下降,进而影响雾化效果。
然而,本文采用的雾化气压较低(0.10~0.25 MPa),且喷嘴为非限制型喷嘴,利用计算流体动力学软件Fluent对该雾化过程的模拟结果表明,在轴向距离约为0.125 m(气流交汇处)时,随气压的增加,气体的轴向速度不断增大,并未出现气体速度下降的现象,如图8所示。可见,0.25 MPa下初晶Si相尺寸的异常变大另有原因。
前已述及,当雾化气压达到0.25 MPa时,会有铝合金圆片不断从两旋转盘间甩出。众所周知,雾化锥中液滴的尺寸差异较大,靠中心轴线处液滴尺寸较大,而靠近雾化锥外围的液滴尺寸较小。雾化锥外围的小液滴与旋转盘接触的几率较大,易粘在旋转盘表面形成大圆片。因此最终沉积下来形成沉积坯的液滴的平均尺寸相对较大,致使其冷却速度较低,初晶Si相粗化。

图8 不同气体压力下的气体轴向速度曲线Fig.8 Axis velocity distribution under different gas pressure
此外,文献[9-10]中还指出,喷射沉积过程中初晶Si的细化主要来自两方面的贡献:1)雾化阶段较高的冷却速度,增加了熔体的形核率;2)液滴在沉积时的冲击也会造成初生Si相的破碎。当气体压力为0.25 MPa时,部分液滴粘在旋转盘表面,使得旋转盘表面变得粗糙,粗糙的表面以及不断飞出的圆片都会干扰雾化射流,极有可能减缓液滴的飞行速度。较低的液滴速度也会弱化因冲击而造成的Si相破碎的效果。
综上可知,气压为0.25 MPa时,初晶Si相的异常长大很可能与粘盘现象有关。一方面,粘盘使得形成沉积坯的液滴平均尺寸变大,冷却速度下降;另一方面,粘盘会降低液滴的飞行速度,弱化冲击破碎的效果。
3 结论
1)随着雾化气体压力的增加,合金沉积坯变得越来越窄且高度不断增加;但当气压达到0.25 MPa时,出现了粘盘现象。
2)随着雾化气体压力的增加,初晶硅等效直径先减小而后增大;在0.20 MPa附近,Al-20Si合金中硅颗粒的尺寸达到最小值。
3)雾化气体压力为0.20 MPa时,829 ℃比859 ℃时的Si颗粒尺寸更小,更适合作为喷射沉积连续挤压的试验参数。
[1] 汪创伟,尹建成,周静波,等. 喷射沉积连续挤压制备
2A12铝合金[J]. 中国有色金属学报, 2013, 23(4): 957-963. WANG Chuangwei, YIN Jiancheng, ZHOU Jingbo, et al. 2A12 aluminum alloy produced by spray forming Conform[J].The Chinese journal of nonferrous metals, 2013, 23(4): 957-963.
[2] 李昊. 喷射沉积连续挤压Al-20Si合金组织与性能研究[D].昆明: 昆明理工大学, 2015: 51-55 LI Hao. Study on microstructure and properties of Al-20Si alloy prepared by spray conform[D]. Kunming: Kunming University of Science and Technology, 2015: 51-55.
[3] CHEN Y G, ZHONG Y, YIN J C, et al. Spray conform 7075 Al[J]. RSC Adv, 2015, 5(118): 97612-97618.
[4] 刘英莉,尹建成,郑大亮,等.一种与连续挤压机匹配的喷射沉积装置[P].中国:CN 203346464 U.2013.12.18. LIU Yingli, YIN Jiancheng, ZHENG Daliang, et al. A spray deposition device matching a continuous extrusion. [P].China:CN 203346464 U.2013.12.18.
[5] 左克生. 过共晶Al-Si合金凝固组织研究[D].沈阳: 东北大学, 2012: 39. ZUO Kesheng. Study on the solidification structures of hypereutecticAl-Si alloy[D]. Shenyang: Northeastern University, 2012: 39.
[6] 吴龙彪,肖寒,王佳,等. 重熔工艺对应变诱导熔化激活法制备ZCuSn10 铜合金半固态组织的影响[J]. 中国有色金属学报, 2013, 23(12): 3302-3307. WU Longbiao, XIAO Han, WANG Jia, et al. Effect of remelting process on microstructure of semi-solid ZCuSn10 copper alloy fabricated by strain induced melt activated method[J]. The Chinese journal of nonferrous metals, 2013, 23(12): 3302-3307.
[7] 丁国陆,李华伦,勾宏图,等. 铝合金低压气雾化技术研究[J]. 粉末冶金技术, 1996, 14(2): 96-101. DING Guolun, LI Hualun, GOU Hongtu, et al. Study of low pressure gas atomization technology of alominium alloy[J]. Powder metallurgy technology, 1996, 14(2): 96-101.
[8] UNAL A. Effect of processing variables on particle size in gas atomization of rapidly solidified aluminium powders[J]. Materials science and technology, 1987, 3: 1029-1039.
[9] YAMAGATA H, KASPRZAK W, ANIOLEK M, et al. The effect of average cooling rates on the microstructure of the Al-20% Si high pressure die casting alloy used for monolithic cylinder blocks[J]. Journal of materials processing technology, 2008(203): 333-341.
[10] ZUO M, LIU X F, SUN Q Q, et al. Effect of rapid solidification on the microstructure and refining performance of an Al-Si-P master alloy[J]. Journal of materials processing technology, 2009, 209(15/16): 5504-5508.
本文引用格式:
刘英莉,尹建成,钟毅,等. 约束喷射Al-20Si合金沉积坯的形状及显微组织[J]. 哈尔滨工程大学学报, 2017, 38(8): 1273 -1277.
LIU Yingli, YIN Jiancheng, Zhong Yi, et al. Shape and microstructure of constrained spray formed Al-20Si alloy[J]. Journal of Harbin Engineering University, 2017, 38(8): 1273-1277.
Shape and microstructure of constrained spray formed Al-20Si alloy
LIU Yingli1,2, YIN Jiancheng2, Zhong Yi2, CHEN Yegao2, YANG Huan2, ZHANG Baqi2, JIANG Ying1
(1.School of Information Engineering and Automation, Kunming University of Science and Technology, Kunming 650500, China; 2.School of Materials Science and Engineering, Kunming University of Science and Technology, Kunming 650093, China)
To solve the problem of mismatch between a wide spray plume and the wheel groove of a continuous extruder, a double-disk spray pattern controller was used to confine and control the shape of the spray plume. The effect of metal temperature and gas pressure on the shape and microstructure of spray-formed Al-20Si alloy was investigated. Results indicate that higher gas pressure in the range of 0.10 MPa~0.25 MPa can lead to a higher and narrower deposited preform. The equivalent diameter of the primary silicon particles in alloy initially decreases and then gradually increases as the gas pressure increases. When the melt temperature is 829 ℃ and the gas pressure is 0.2 MPa, a narrow deposited preform with fine and uniform distribution of Si phase can be obtained. The results can provide a reference for parameter optimization of spray Conform.
Al-20Si alloy; deposited preform; shape control; microstructure; spray Conform; constrained spray deposition; double disk spray pattern controller
2016-04-28.
日期:2017-06-05.
国家自然科学基金项目(50874055,51467007);云南省自然科学基金重点项目(2007E0013Z);云南省教育厅科学研究基金项目(2016ZZX041).
刘英莉(1978-), 女, 讲师,博士研究生; 钟毅(1964-),男,教授,博士生导师; 尹建成(1978-),男,副教授.
尹建成, E-mail:yjc_2002@126.com.
10.11990/jheu.20160304087
TG146.2
A
1006-7043(2017)08-1273-05
网络出版地址:http://www.cnki.net/kcms/detail/23.1390.u.20170605.1416.002.html
猜你喜欢
幼儿画刊(2021年5期)2021-12-02 04:24:04
高校化学工程学报(2020年2期)2020-06-10 08:53:26
原子能科学技术(2020年1期)2020-03-30 08:39:02
模具制造(2019年4期)2019-06-24 03:36:46
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
浙江大学学报(工学版)(2015年7期)2015-03-01 01:18:55
中国塑料(2014年1期)2014-10-17 02:46:37