
φ139.7 mm×7.72 mm J55低压气密封螺纹套管接头性能
2017-08-24 14:03:25李玲霞邓叙燕穆增利
理化检验(物理分册) 2017年8期
李玲霞, 邓叙燕, 穆增利
(1.达力普石油专用管有限公司,沧州 061000; 2.河北省石油专用管工程技术研究中心, 沧州 061000)

φ139.7 mm×7.72 mm J55低压气密封螺纹套管接头性能
李玲霞1,2, 邓叙燕1,2, 穆增利1,2
(1.达力普石油专用管有限公司,沧州 061000; 2.河北省石油专用管工程技术研究中心, 沧州 061000)
对自行设计的φ139.7 mm×7.72 mm J55低压气密封螺纹套管接头进行了上卸扣、热循环气密封、弯曲条件下气体内压拉伸、拉伸至失效、加内压至失效等试验。结果表明:该接头的抗粘扣性能良好;135 ℃,35 MPa条件下的气密封性能和低压30 MPa、弯曲狗腿度10°/(30 m)、拉伸载荷为80%材料名义屈服强度条件下的气密封性能均合格;接头的泄漏失效内压和抗拉强度均远高于标准技术要求。
套管接头;低压气密封;上卸扣试验;热循环试验;拉伸失效试验;内压失效试验
伴随着油气工业的快速发展,气井的开采量在不断增加,普通的API圆螺纹油套管接头的气密封性能较差,不能满足开采要求,而且油套管接头泄漏是油套管失效的一个主要原因[1-3],因此气密封特殊螺纹接头已经成为我国油套管企业研究的重点。目前很多企业已经成功开发了深井、超深井及高温高压气井用气密封特殊螺纹接头[4-7],该类接头具有密封性能良好、连接强度高等特点,但其对螺纹几何尺寸要求高,加工效率低,制造成本高,将其用于低压、低渗、低产气井的开采并不经济。我国的苏里格油田采用API长圆螺纹+CATTS101特殊密封脂的方案进行气井的开采,CATTS101是以聚合物为基体,以云母、特殊石墨粉等无机材料为填料,结合现代胶黏剂技术制成的一种特殊密封脂,可增加接头的气密封性,但使用该种密封脂接头的上扣速率较慢,且其一旦凝固就不能卸扣后再次拧接,给现场操作带来很大不便。
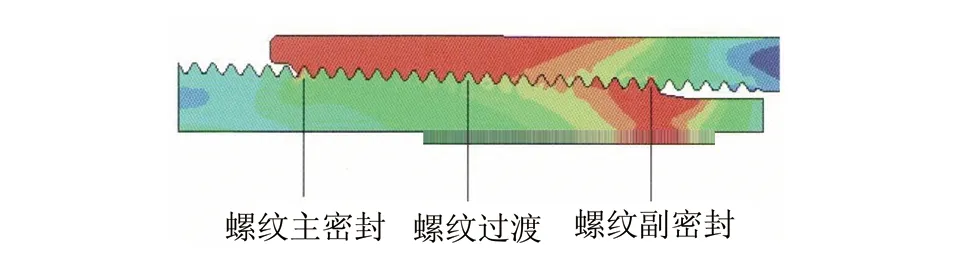
图1 低压气密封螺纹连接示意图Fig.1 Schematic diagram of low pressure gas-tight thread connection
为克服现有螺纹连接的缺点,笔者设计了一种低压气密封螺纹,如图1所示。在API长圆螺纹的基础上通过内螺纹变锥方式提高接头的连接强度,增强其密封性能,该螺纹接头在上扣时只需要采用普通密封脂,不设置密封面和台肩。有限元分析发现[8],内螺纹的变锥,减小了螺纹两端的应力集中,使每个螺牙受力均匀,达到了增大连接强度的目的,而部分内螺纹锥度的增大,也减小了内、外螺纹齿顶与齿底之间的间隙,从而增强了其密封性能。不设置密封面和台肩,采用普通密封脂,可实现该螺纹与API圆螺纹的互换,减小现场操作难度,提高其利用率。笔者主要对该低压气密封螺纹套管接头的抗粘扣能力、气密封性能和连接强度进行了评价试验,为其应用于气井开采提供参考。
1 试验试样与试验方法
1.1 试验试样
1.1.1 试样规格及接头参数
用于低压气密封螺纹接头试样的公称外径为139.7 mm,壁厚为7.72 mm,实测最小壁厚为7.44 mm;套管接箍公称外径为154.0 mm,名义壁厚为14.0 mm,实测最小壁厚为13.7 mm。试样内、外螺纹接头按设计标准加工,接头螺纹尺寸测量按照API SPEC 5B-2008《套管、油管和管线管螺纹的加工、测量和检验规范》要求进行,在企业加工能力范围内进行试样配对,每个试样由两个一端带螺纹的管体和与之配对的两端带(A端和B端)螺纹的接箍组成,配对原则和实测螺纹参数见表1,其中实测锥度和实测中径值为A端和B端测得值范围。如表1所示:1号内螺纹中径偏小,外螺纹中径偏大,同时内螺纹锥度偏小,外螺纹锥度偏大,测试其中径低过盈情况下的气密封性能;2号为螺纹过盈量中值工况;3号则与1号试样相反,主要目的为测试其抗粘扣性能的同时测试其气密封性能。

表1 接头试样螺纹参数
1.1.2 试样材料
采用J55钢级套管,在套管管体和接箍上分别取样进行化学成分分析和拉伸试验,结果见表2和表3,可见管体和接箍的化学成分和力学性能均符合API SPEC 5CT-2011《套管和油管规范》技术要求。

表2 J55石油套管的化学成分(质量分数)

表3 J55石油套管的力学性能
1.2 试验方法
加工套管实物短节作为评价试样,参照ISO 13679-2002《石油和天然气套管和管连接的测试程序》设计试验程序,为模拟套管服役条件,3组试样在不同极限条件下失效,评价项目包括:接头的抗粘扣性能、热循环气密封性能、复合载荷气密封性能、内屈服强度及连接强度。试验流程如图2所示。

图2 试验流程示意图Fig.2 Schematic diagram of the test flow
2 试验结果与讨论
2.1 上卸扣试验
上卸扣试验参考ISO 13679-2002中规定,A端模拟工厂端1次上扣,3个试样扭矩控制分别为最小、最佳和最大扭矩;B端模拟现场端3次上扣、2次卸扣,上扣扭矩见表4。上扣前清洗并检查内、外螺纹是否有缺陷或粘扣现象,采用Shell Type Ⅲ螺纹脂涂抹均匀后使用直立式上卸扣试验机上扣。由表4可见,B端卸扣后螺纹均未发现粘扣现象,经2次上扣、2次卸扣后接头的内、外螺纹形貌见图3。

表4 上卸扣试验程序和结果
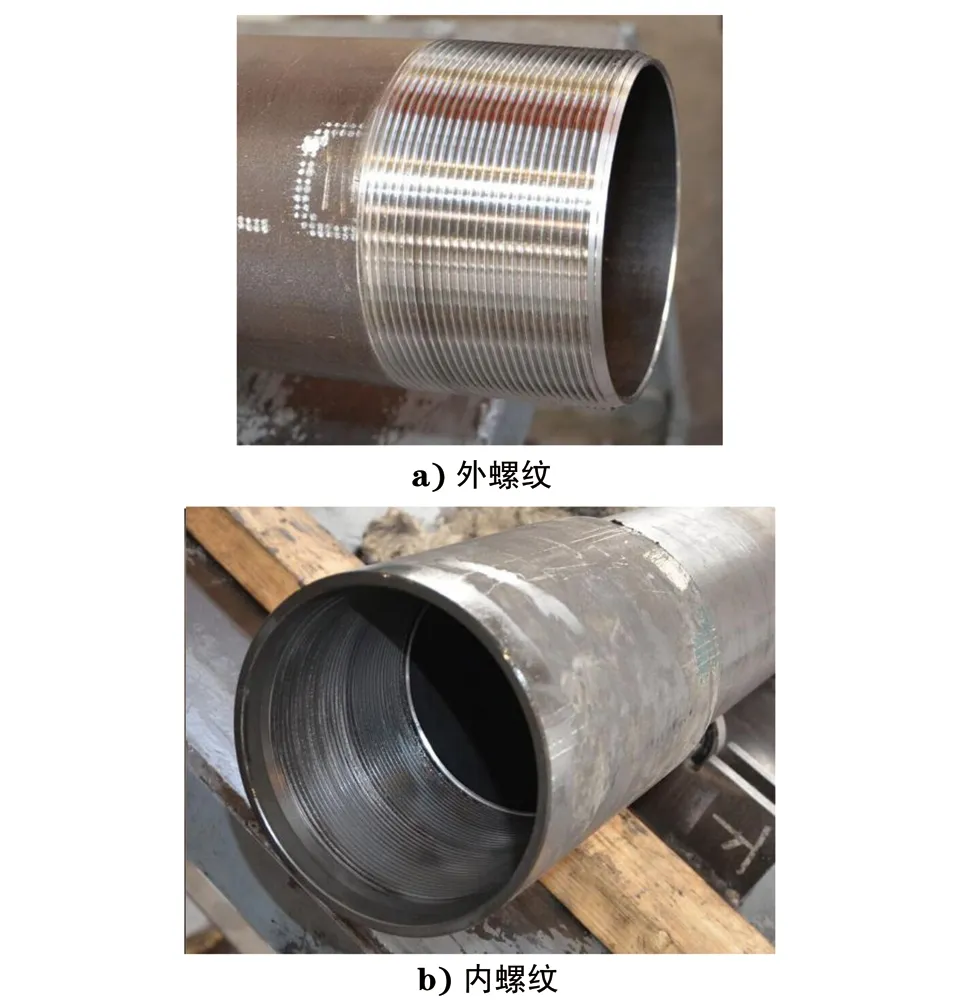
图3 1号试样经2次上扣、2次卸扣后接头内外螺纹形貌Fig.3 Morphology of joint internal and external thread after two times of making up and two times of breaking out test of sample 1: a) the external thread; (b) the internal thread
2.2 热循环气密封试验
热循环气密封试验在热循环试验系统上完成,加压介质为干燥氮气,采用气泡瓶检测试样泄漏情况,封堵方式采用焊接堵头。试验载荷为内压35 MPa(5 075 psi),保压时间为15 min,热循环加载程序见表5。试验发现在整个热循环试验过程中套管接头未发生泄漏,接头气密封性能良好。

表5 热循环气密封试验加载程序和结果
2.3 复合加载气密封试验
在复合加载试验机上进行弯曲条件下的气体内压拉伸试验,试验载荷计算依据如下:名义外径139.7 mm,95%名义壁厚7.334 mm,屈服强度379 MPa,螺纹拉伸效率0.8。按照室温、内压30 MPa、弯曲狗腿度10°/(30 m)、拉伸载荷为80%材料名义屈服强度及95%名义壁厚加载,试验加载载荷、保持时间和结果见表6,试验过程中未发生泄漏。

表6 室温下复合加载气密封试验程序和结果
2.4 极限失效载荷试验
在复合加载试验机上对2号试样进行拉伸至失效试验,在静水压试验机上对1号和3号试样进行不同条件下的内压失效试验,加压介质为水,试验结果见表7。拉伸至失效后的试样形貌见图4。

表7 极限失效试验程序和结果

图4 拉伸失效后的试样形貌Fig.4 Morphology of the tensile failure sample
2.5 讨论
试验结果表明:φ139.7 mm×7.72 mm J55钢级低压气密封套管接头的理化性能符合API SPEC 5CT-2011技术要求;螺纹经3次上扣、2次卸扣未发生粘扣现象,说明其抗粘扣性能良好;另外接头还满足135 ℃,35 MPa条件下的气密封性能和低压30 MPa、弯曲狗腿度10°/(30 m)、拉伸载荷为80%材料名义屈服强度条件下的气密封性能。
有研究指出[9],当套管接箍的屈服强度与管体接近时,套管的薄弱环节为接箍部分,在水压爆破试验过程中,接箍承载能力低于管体,接箍首先胀大变形,最后发生失效。试验接箍试样的屈服强度低于管体的,如采用承载能力强的接箍,可进一步提高螺纹的抗内压强度。2号试样拉伸失效载荷为1 558 kN,高于API标准规定的长圆螺纹接头的失效载荷1 099 kN,从拉伸失效后的螺纹形貌可以看出,接头表面存在多处牙型撕裂,说明在拉伸过程中多牙受力,整个螺纹受力比较均匀,达到了提高接头抗拉强度的效果。API BULL 5C2-1999规定:φ139.7 mm×7.72 mm J55长圆螺纹接头的泄漏抗力是36.7 MPa,而长圆螺纹全尺寸试样试验结果表明,静水压压力未达到20.7 MPa就出现从接头部位发生泄漏的情况[9],1号和3号试样内压失效试验的压力分别为70.9 MPa和73.7 MPa,远高于API规定值。
3 结论
(1) 设计的低压气密封螺纹套管接头的抗粘扣性能良好,135 ℃,35 MPa条件下的气密封性能和低压30 MPa、弯曲狗腿度10°/(30 m)、拉伸载荷为80%材料名义屈服强度条件下的气密封性能均合格。
(2) 设计的低压气密封螺纹套管接头在拉伸至失效过程中多牙受力,整个螺纹受力比较均匀,可提高接头的抗拉强度,其抗拉强度远高于API标准同规格长圆螺纹套管接头的规定值。
(3) 设计的低压气密封螺纹套管接头不设置密封面和台肩,采用普通密封脂,可实现与API圆螺纹套管接头的互换,减小现场操作难度,提高其利用率。
[1] 吕拴录,滕学清,杨成新,等.某井套管柱泄漏原因分析[J].理化检验-物理分册,2013,49(5):334-338.
[2] 刘建勋,吕拴录,高运宗,等.塔里木油田非API油、套管失效分析及预防[J].理化检验-物理分册,2013,49(6):416-418.
[3] 张毅,袁鹏斌,高连新.油井管失效分析[M].北京:石油工业出版社,2015.
[4] 高连新,张毅.管柱设计与油井管选用[M].北京:石油工业出版社,2013.
[5] 高连新,史交齐.油套管特殊螺纹接头连接技术的研究现状及展望[J].石油矿场机械,2008,37(2):15-19.
[6] 付彧,齐国权,卫遵义,等.特殊螺纹油套管设计及国内产品现状[J].石油矿场机械,2012,41(10):72-76.
[7] 蔡晓闻,高连新.我国油套管特殊螺纹接头的发展现状[J].焊管,2008,31(4):41-44.
[8] 宫翔,李玲霞,穆增利.基于ABAQUS改进型圆螺纹套管的受力分析[J].机械工程师,2015(11):199-201.
[9] 吕拴录,宋治,韩勇,等.套管抗内压强度试验研究[J].石油矿场机械,2001,30(z1):51-55.
Performances ofφ139.7 mm×7.72 mm J55 Low Pressure Gas-Tight Threaded Casing Joints
LI Lingxia1,2, DENG Xuyan1,2, MU Zengli1,2
(1. Dalipal Pipe Company, Cangzhou 061000, China; 2. Hebei OCTG Engineering Technology Research Center, Cangzhou 061000, China)
Making up and breaking out tests, thermal cycle gas-tight tests, internal pressure and tension tests under bending condition, tension to failure tests, and internal pressure to failure tests were carried out toφ139.7 mm×7.72 mm J55 low pressure gas-tight casing joint samples. The results show that the anti-gluing property of the joints was good, the sealing capability was qualified both under the condition of the temperature of 135 ℃ and the pressure of 35 MPa and under the condition of the pressure of 30 MPa, the bending dogleg angle of 10°/(30 m) and the tension load of 80% nominal yield strength. The leakage failure internal pressure and the tension strength of the joints were all much higher than those of the standard technical requirements.
casing joint; low pressure gas-tight; making up and breaking out test; thermal cycle test; tension to failure test; internal pressure to failure test
10.11973/lhjy-wl201708008
2015-06-10
李玲霞(1984-),女,高级工程师,主要从事油井管产品开发研究,daxue-xiaocao@163.com
TE931.2
A
1001-4012(2017)08-0573-04
猜你喜欢
有色金属(矿山部分)(2021年4期)2021-08-30 06:10:50
新疆大学学报(自然科学版)(中英文)(2020年2期)2020-07-25 01:40:48
中国特种设备安全(2019年5期)2019-07-16 08:51:54
中国塑料(2016年10期)2016-06-27 06:35:28
焊接(2016年5期)2016-02-27 13:04:44
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
医学研究杂志(2015年11期)2015-06-10 06:44:03
长江大学学报(自科版)(2014年4期)2014-03-20 13:20:38
中国医学科学院学报(2014年6期)2014-03-11 20:26:13
河南科技(2014年7期)2014-02-27 14:11:22
