PSPC要求下散货船顶边舱换新的工艺问题
2017-08-17 11:03周万栋肖志坚
中国修船 2017年4期
周万栋,肖志坚
(上海华润大东船务工程有限公司,上海 202150)
PSPC要求下散货船顶边舱换新的工艺问题
周万栋,肖志坚
(上海华润大东船务工程有限公司,上海 202150)
文章以“伊比斯”散货船的顶边舱整体换新工程,阐述了在《所有类型船舶专用海水压载舱和散化船双舷侧处所保护涂层性能标准》(PSPC)要求下“伊比斯”船的顶边舱整体换新工程的工艺问题。
PSPC要求;顶边舱换新;工艺问题
随着世界经济全球化的发展,以改善船舶航行性能为目的的船舶压载水舱对海洋生态环境的污染问题也凸显出来,其中压载水舱腐蚀的影响尤为严重,因而国际海事组织(IMO)已于 2006年第82届海上安全委员会大会上以 MSC215(82)决议正式通过了《所有类型船舶专用海水压载舱和散货船双舷侧处所保护涂层性能标准》 (Performance Standard for Protective Coatings,简称PSPC) ,并同时以 MSC216(82)决议通过了 SOLAS 公约第Ⅱ-1/3-2 条修正案,正式将其写入SOLAS 公约并成为强制性标准,IMO对 PSPC的执行范围如下。
1)500 总吨以上船舶。这意味着几乎所有远洋货船都涵盖其中。
2)散货船双舷侧空间在150 m长度以上的。
3)专用压载水舱(包括压载货舱)。
PSPC的实施意味着对许多造修船厂,不管是从设计方面,还是建造工艺方面都提出了更高的要求。针对如何使船舶达到PSPC标准,本文以 “伊比斯”船为例,讲述如何从换新区域选择、生产设计、修理工艺、精度策划和吊装方案等方面进行规划,以满足PSPC要求并获得理想的修复效果。
1 换新范围的选择及生产设计
1)项目概况。该船No.2货舱双侧顶边压载水舱在打压载水时,透气帽未打开,压载水舱被撑爆,严重变形。受损区域横剖面图如图1所示,(图1所示为右舷,左右舷对称)。受损区域甲板平面图,如图2所示。

图1 受损区域横剖面图
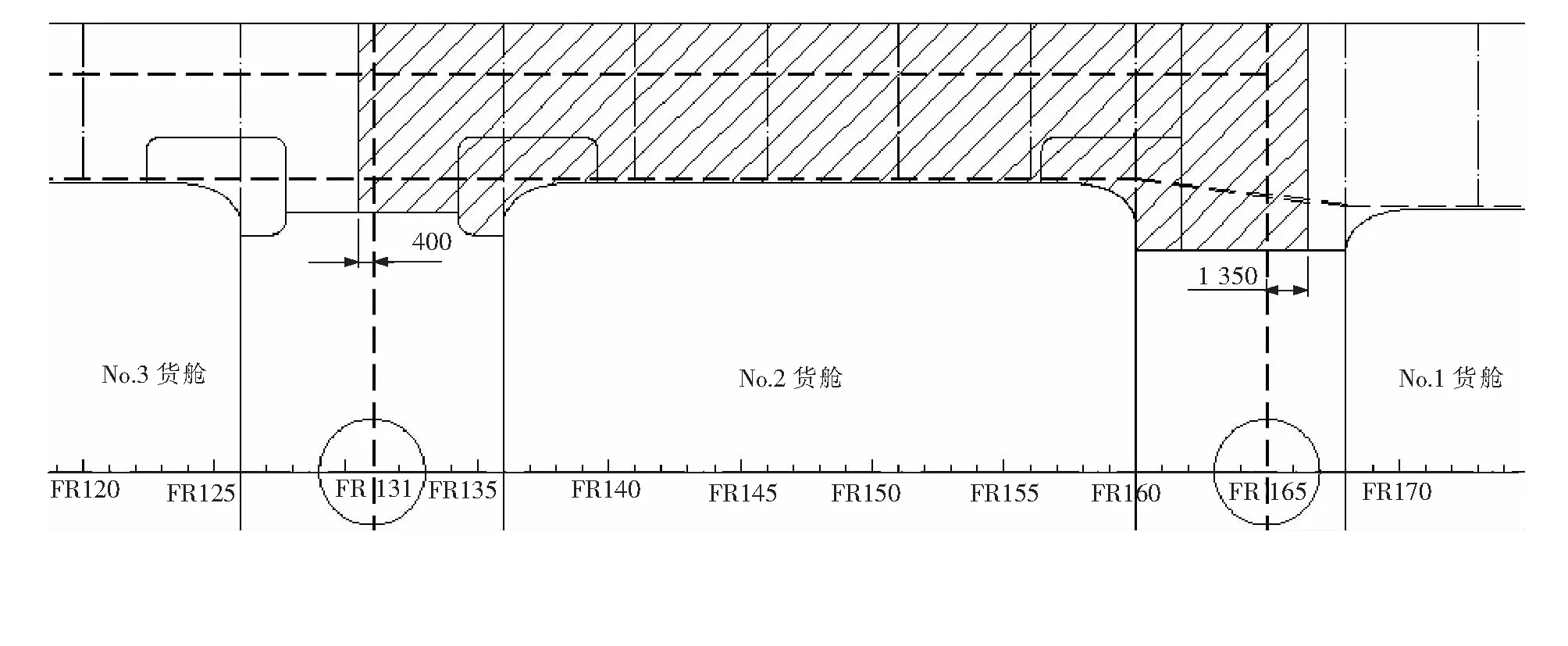
图2 主甲板平面图
2)修理区域的选择。受损区域位于No.3货舱前壁FR131与No.1货舱后壁FR165之间,长27.2 m。根据现场勘验发现,顶边舱的双侧外板、顶边舱底板变形凸出;燃油舱与压载水舱之间纵壁受内压变形,内强框架撕裂,弱档骨架变形,严重变形区域发生在整个顶边舱的中部。靠外板处的压载水舱须根据PSPC相关要求进行生产设计、制作和涂层保护。由此,横向范围可以选择:①仅压载水舱进行局部分段换新;②顶边舱区域的整体换新。纵向范围选择原则:①原船板缝优先;②分段纵向结构平顺处优先。很明显,顶边舱横向局部换新工艺性不佳,临时支撑、舱口保距梁架设、整体加强等辅助工作繁杂,工艺性差,不稳定因素很多。所以顶边舱横向整体换新是理想的选择;纵向换新区域以过槽型舱壁或不到槽型舱壁为最佳选择,从顶边舱底板图和现场勘验中发现,FR131-400 mm处有1道横向板缝,而FR165后结构变化大,结构转接过度复杂,最好将复杂的结构制作在分段内,不留到船上解决。下方区域选择顶边舱下止端向下800 mm原船纵缝为界最佳。因此,最终选择在FR131-400 mm~FR165+1 350 mm范围内进行分段换新修理。
3)生产设计。换新区域确定好之后,散装结构多,自然破坏油漆的面积就比较大,甲板和外板上有小块挖补,既影响结构强度,也影响美观。综合考虑,决定将首部顶边舱底板上FR165+950 mm~FR165+1 350 mm处,长度400 mm范围内的甲板纵骨、外板纵骨、顶边舱底板和底板纵骨作为散装零部件。这样,FR165+950 mm~FR165+1 350 mm处区域甲板和外板只留板壳。不仅可以尽量少地损坏油漆,也保持了外板甲板的连续性和美观。分段不仅可以顺利“塞入”缺口,FR165处如有线型不贴合的问题还可以进行装配调整。将散装零部件装配上去,问题就得到了解决。根据原船结构图和线型资料,进行了分段的生产设计、线型进行放样和下料。
2 换新修理工艺策划
为了实现按照PSPC的标准制作并搭载顶边舱总段,进行了工艺策划。
1)凡是在涂装之后还需进行装配和焊接的部位,一律远离水舱和油舱。
2)换新区域的D-ling、透气帽、测深管、人孔盖、舷墙、燃油舱的输油管路及加热盘管等,均在分段完工测量合格后,涂装作业之前,装配或焊接到分段上。因此分段采用以外板为基面的侧造方式进行建造,原船的拆装舾装件等,就便于定位和装配到新分段上了。
3)对于需在搭载之后,才能回装的甲板立柱,无法避免搭载后电焊的,其下口新制分段甲板对应处,装配并焊接30 mm厚垫板,用于抵消立柱船上焊接所产生的热效应,保护涂装油漆。
4)按照“壳、舾、涂”一体化要求和顺序制作分段。所用钢板及型材的表面粗糙度在30~75 μm范围;水密及非水密补板拐角全部按圆弧过渡设计;零件锐边按R2的要求倒角,或3次打磨;打磨焊道,去除焊接飞溅和其它污物。钢板表面处理:被破坏的底漆和分段内焊缝光洁度达到SA2.5;具备材料底漆合格的证明文件。分段搭载合龙后的油漆损坏应满足:小面积油漆破坏区域小于总面积的2%,大接缝表面光洁度达到ST3要求。所有总装吊环,都在涂装之前,焊接在避开压载水舱区域。
5)原船回装结构,需进行拆除前的对合线划制并作洋冲标记;舷墙、立柱等回装构件,需测量到对接缝详细尺寸并记录,作为回装到新制分段的依据。
3 精度测控方案
精度测控方案直接关系到船舶原始状态的保持,影响到换新工程的成败。因此,在生产设计和工艺编制之外,根据工艺需要进行精度控制的策划,并根据方案的需要绘制精度控制图表。主要从以下5个方面进行换新工程的精度控制。
1)舱口围拆开前的舱口围下企口临时加强,防止拆除后舱口围变形;舱口围拆除前割缝处对合线划制并作洋冲标记。
2)顶边舱切割前,舱口长度、宽度间距原始数据测量和记录,舱口端梁与顶边舱连接处的宽度对合线划制并作洋冲标记;保留的舱口端梁加装临时支撑并焊牢。
3) 纵向舱口围(施工拆除部分)直线度测量并记录原始数据。
4)船舶进坞后,原船切割前船体局部区域(No.1货舱前~No.3货舱后)的甲板水平度测量、船底挠度测量(拆除前、拆除后、分段吊装后,分别测量并记录1次),以此观测施工过程中船体的挠度变化。
5)原船前后舱壁的实际间距复核并记录,以备用于新制分段前后舱壁间距的微调。
4 总段的吊装方案
“伊比斯”船预先方案选择浮修,但船舶顶边舱拆除后,浮修状态下不仅船体总纵强度无法得到保证,船体在No.2货舱处也存在折断的可能,因此必须安排进坞修理。为了达到缩短坞期和保证修理质量的双重目的,本船顶边舱做一体化建造,并一次吊装到位,在总段搭载时注意以下几点。
1)吊环的设置尽量避开顶边舱区域,避免吊环割除过程中损坏总段主体部位油漆。
2)根据浮吊船作业习惯,搭载总段的吊环按照左右舷的区别进行对称布置。
3)多点均匀布置主副钩,减少吊装重力集中于部分吊钩和吊起后分段变形的风险。
基于上述考虑,我们在每个总段上设置了4组吊环主钩,并布置在原船拆下来回装到分段上的舷墙肘板上,在顶边舱下止端肋骨面板上对称地设置4组副钩。吊环布置示意图如图3所示。
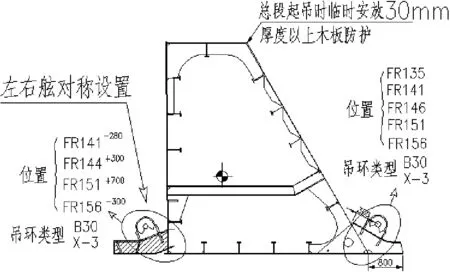
图3 吊环布置示意图
5 结束语
船舶压载舱室的大型换新工程,特别是在PSPC标准的要求之下,对于船舶压载舱室的换新,提出了更高的工艺要求。项目前期的工艺研判,对工艺进行分项分解细化非常重要,直接关系到换新工程的成败。本文以“伊比斯”船的顶边舱改造工程为例,讲述在PSPC要求下通过从换新区域选择、项目的生产设计、制作阶段的工艺、精度控制方案的策划和吊装方案的策划等方面着手,围绕涂层保护和“修旧如新”这2个原则,展开了一系列工作,修理效果非常理想,获得船东、船级社的好评。
In this paper,the technique is described for renewing top cabin of IVS IBIS under requirement PSPC(Performance Stand for Protective Coatings)of the whole,with IVS IBIS as example.
PSPC requirement;top cabin renewing;technique
周万栋(1977-),男,安徽泗县人,工程师,大学本科,主要从事船舶修理与设计工作。
U672
10.13352/j.issn.1001-8328.2017.04.003
2017-02-05
猜你喜欢
中国舰船研究(2021年4期)2021-08-31
中学生数理化·八年级物理人教版(2020年5期)2020-10-29
模具制造(2019年10期)2020-01-06
模具制造(2019年10期)2020-01-06
模具制造(2019年4期)2019-06-24
船舶与海洋工程(2019年2期)2019-05-20
船海工程(2018年5期)2018-11-01
当代体育科技(2018年13期)2018-06-11
环球时报(2017-08-14)2017-08-14
船舶与海洋工程(2012年4期)2012-10-30