
双轴客运专线轨排螺栓智能拧紧机研制
2017-08-16 14:51陈凯
制造业自动化 2017年6期
陈 凯
(山东中车同力达智能机械有限公司,济南 250022)
双轴客运专线轨排螺栓智能拧紧机研制
陈 凯
(山东中车同力达智能机械有限公司,济南 250022)
为适应高速铁路发展,改变现有轨道螺栓作业方式,设计提出了一种简单、可靠、效率高、扭矩大、无冲击、噪音小、扭矩控制精度高的工务养护设备,该设备使用直流无刷电机驱动,使用36V安全电压锂电池供电,通过高精度扭矩传感器和专用控制器对两侧螺母同步拧紧控制,该设备提高了客运专线轨排螺栓的拧紧质量,大幅提升了作业效率,保障了行车安全。在对控制原理分析和设备实际工作过程介绍基础上,给出一种双轴客运专线轨排螺栓智能拧紧设备设计方案。
轨排螺栓;拧紧机;控制器;锂电池
0 引言
现有的轨排螺栓拧紧主要采取以T型手动扳手手工操作和冲击式内燃机动螺栓扳手两种作业方式。手工拧紧的劳动强度大、螺栓拧紧质量无法保证;内燃机动螺栓扳手存在冲击大、噪音大和螺栓拧紧精度低的缺陷[1]。市场急需一种螺栓拧紧精度高、无冲击、噪音小的替代产品来保证客运专线轨排螺栓的拧紧质量,保障行车安全。
为适应高速铁路发展,改变现有轨道螺栓作业方式,本文设计提出了一种简单、可靠、效率高、扭矩大、无冲击、噪音小、扭矩控制精度高的工务养护设备,该设备使用直流无刷电机驱动,使用36V安全电压锂电池供电,通过高精度扭矩传感器和专用控制器对两侧螺母同时拧紧控制,该设备提高了客运专线轨排螺栓的拧紧质量,大幅提升了作业效率,保障了行车安全。本设计通过与北京铁路局工务养护相关单位的深入沟通交流及现场调研,依托中车集团公司在轨道交通装备业的行业优势,研制了双轴客运专线轨排螺栓智能拧紧机,为国内客运专线建设提供高性能养护设备。
1 无砟轨道安装方式及扭矩要求
我国目前客运专线采用无砟轨道的安装方式分为两种:无砟轨道Ⅰ型和无砟轨道Ⅱ型。
无砟轨道Ⅰ安装方式及扭矩要求[2~4]:
螺母中心距:237.5±0.5mm;
扭矩:80~120N·m;
轨道:60#钢轨。
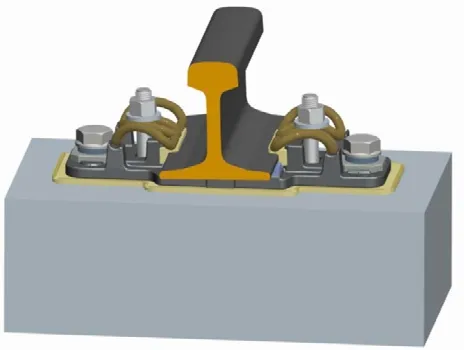
图1 无砟轨道Ⅰ WJ-7型扣件安装示意图
无砟轨道Ⅱ安装方式及扭矩要求:
螺旋道钉中心距(外侧):233.3±0.5mm;
扭矩:110~160N·m;
轨道:60#钢轨。
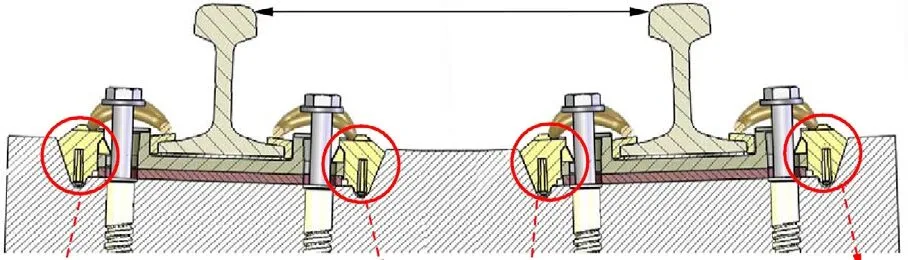
图2 无砟轨道Ⅱ WJ-8型扣件安装示意图
2 拧紧机的机构及工作原理
本文提出的拧紧机系统主要由(如图3所示)设备本体、设备框架、锂电池、操作手柄、行走轮、显示单元和扳套等部分组成。其中,两根拧紧轴、控制器、直流驱动器、辅助电气等位于设备本体中,是设备的核心部分;设备框架采用焊接式框架,对整个设备起支撑作用;锂电池是设备的动力源,采用36V/100AH定制锂电池,保证设备可以实现对2000条螺栓拧紧作业;启动按钮位于两侧的操作手柄上,拧紧结果通过显示单元进行显示。
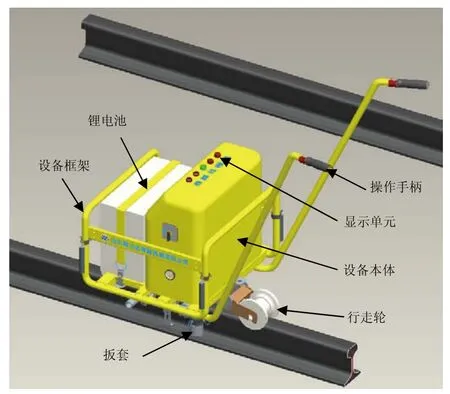
图3 双轴客运专线轨排螺栓智能拧紧机结构简图
设备工作过程如下:使用手柄推动设备,设备通过行走轮在钢轨上移动,移动到螺母扣件上方时,双手通过手柄按压将扳套套入两侧螺母中,按下手柄上的启动按钮,设备本体中的拧紧轴驱动扳套旋转实现螺母的拧紧作业,拧紧结果通过显示单元指示灯显示,拧紧数据存储在控制中,拧紧结束后提起手柄准备进入下一组作业,拧紧过程数据和参数配置等功能通过手持PDA显示实现。
设备拧紧轴由直流无刷伺服电机、精密行星减速机、传感器、前体四部分组成,拧紧力矩在30N.m~300N.m可调,可满足客运专线两种无砟轨道使用要求,拧紧精度3%,自由转速100r/min,整机重量小于75kg。
3 控制系统架构
该控制系统采用自主设计的控制器为主控单元,以锂电池作为动力来源,执行机构采用36V直流电机,整个控制结构如图4所示。显示面板、操作按钮通过IO连接到控制器上,PDA通过RS232总线与控制板连接,控制器通过AD输入实时采集传感器的反馈值,通过反馈值控制两个直流驱动器的动作。
3.1 控制器
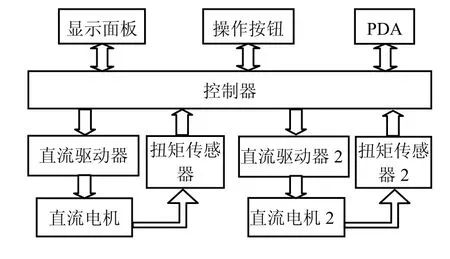
图4 控制系统框架图
控制器采用基于Rabbit RCM3110模块设计,控制器的主控板上设计资源有:3路12位模拟量输入、8路IO输入、16路IO输出、1路串行通讯端口。3路模拟量输入分别用两个扭矩传感器和电池电量采集,IO用于控制电机和外围的显示灯与控制按钮,生产数据保存在RCM3110 RAM中,控制器设置掉电保持电路,通过纽扣电池(CR2032)确保数据不丢失。
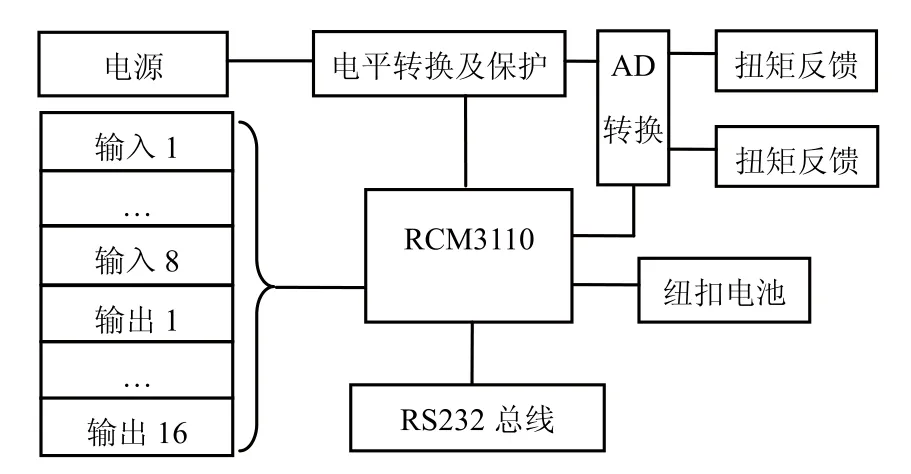
图5 控制单元结构图
3.2 主控盒
控制器、驱动器放置在主控盒中,主控盒采用IP67防水设计,通过防水接头与外围的电源、面板按钮、电机、传感器部分连接,确保整体设备能够适应操作现场恶劣的工作环境。主控盒分布结构如图6所示。
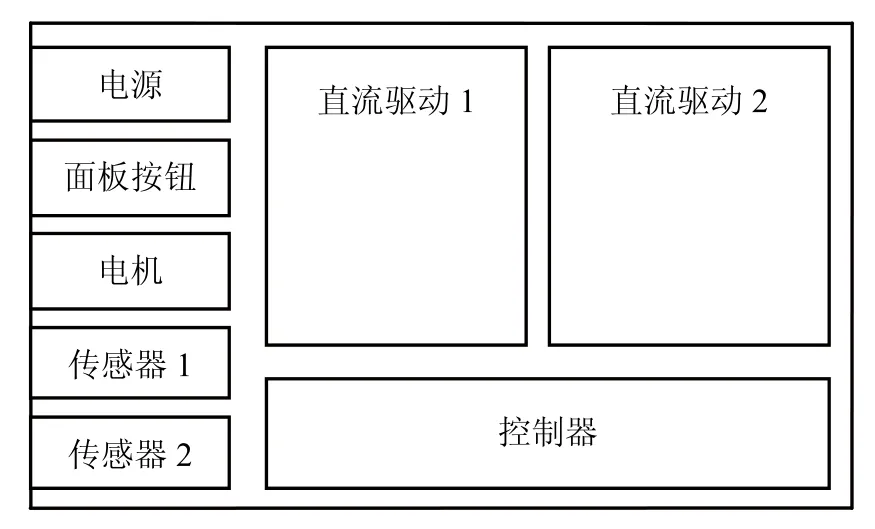
图6 主控盒分布
3.3 手持式PDA
本设计通过RS232将PDA连接到设备,进行数据传输与监控。PDA采用3.5英寸触屏屏,操作系统为WINCE6.0,具有802.11b/g无线模块,可以通过无线与其他系统相连接,将生产数据导入到上游设备中。

图7 智能手持PDA
4 软件结构设计与实现
该拧紧设备控制系统的软件设计可以分为两个部分:控制器程序和PDA程序。程序之间通过Modbus RTU实现数据交互,系统软件架构如图8所示。控制器软件是软件系统的核心,控制整个拧紧过程与辅助处理;PDA软件用于实现工作状态的查询显示,数据的采集等增值功能。
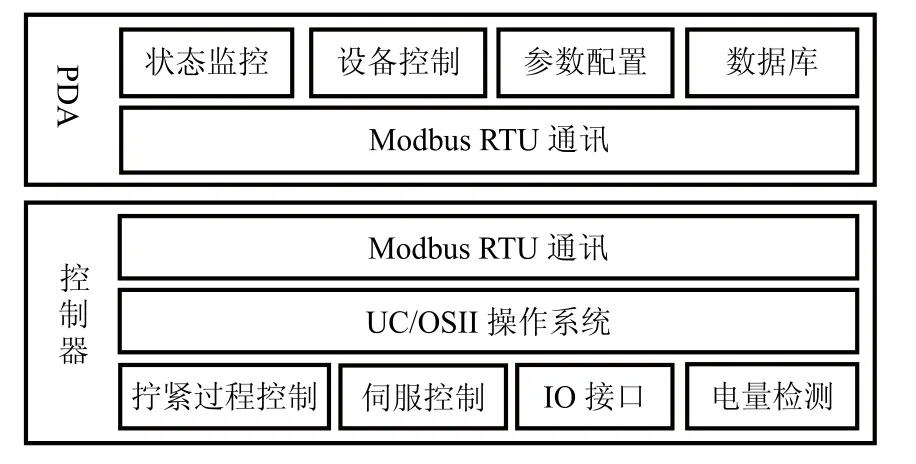
图8 系统软件架构图
4.1 ModbusRTU通讯
Modbus是OSI模型第7层上的应用层报文传输协议,它在连接至不同类型总线或网络的设备之间提供客户机/服务器通信。它分为串行链路上的Modbus RTU与TCP/IP 上的Modbus TCP[5],本文采用的是标准的Modbus RTU通讯协议。
本文设计的设备将控制器作为Modbus从站,PDA作为通讯主站,通讯过程如图9所示。
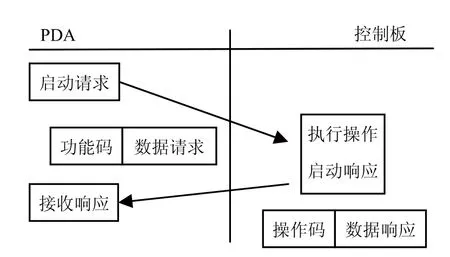
图9 控制单元结构图
4.2 控制器软件
控制器软件基于UCOSII实时操作系统,采用C语言进行编写,主要完成双轴拧紧过程的处理,伺服电机速度与角度的控制。
螺栓拧紧过程可分为认帽→高速预紧→低速终拧→合格后卸荷几个部分,为了提高螺栓拧紧的精度和效率,我们对双轴螺栓拧紧过程进行同步处理,即每个拧紧部分均需等待两轴全部工作到达后再进行下一步动作。用户可以根据产品的工艺需求通过PDA设定扭矩控制值。

图10 控制器程序结构
4.3 PDA软件
PDA软件基于Windows CE操作系统,采用Visual C#进行编写。程序分为状态监控、设备控制、参数配置和数据库四个部分。状态监控用于实时显示各设备的状态,包含拧紧结果、扭矩、角度、故障信息等;设备控制对设备进行控制、调整、测试,实现对系统的调整;参数配置用于对控制器进行参数配置修改;数据库主要功能为对控制板采集的数据进行分析,采集拧紧过程数据曲线。
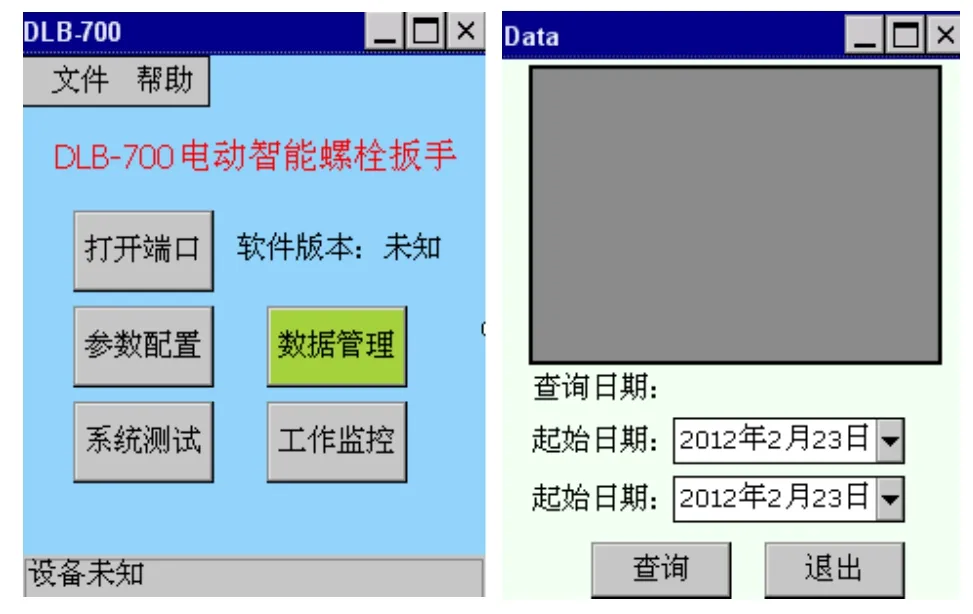
图11 PDA软件界面
5 结束语
本文介绍了一种双轴客运专线轨排螺栓智能拧紧设备控制系统。在对系统控制原理分析和设备实际工作过程介绍基础上,给出一种双轴客运专线轨排螺栓智能拧紧设备设计方案。设计通过与北京铁路局工务养护相关单位合作开发方式,已成通过了用户的使用鉴定,通过本文设计的设备的应用,可大幅提高高速铁路轨排铺设及检修的控制精度和生产效率,稳定施工质量,降低工人的劳动强度。
[1] 张忠,董国兴.GLZ-2A自动轨道螺栓作业机[J].中国铁路,2005(2):62-64.
[2] 中华人民共和国铁道部.铁建设函[2005].754号客运专线无砟轨道设计指南[S].北京: 中国铁道出版社,2005.
[3] 中华人民共和国铁道部.铁建设[2007].47号新建时速300~350km客运专线铁路设计暂行规定[S].北京:中国铁道出版社,2007.
[4] 李中华.CRTSⅠ型与CRTSⅡ型板式无砟轨道结构特点分析[J].华东交通大学学报,2010,27(1):22-28.
[5] 陈凯,边群星.基于以太网总线的全自动汽车U形螺栓拧紧机设计[J].机床与液压,2014,(14):06-08.
Development of intelligent tightening machine for rail bolts of double-axle passenger dedicated line
CHEN Kai
TP273
:B
1009-0134(2017)06-0095-03
2017-02-18
陈凯(1981 -),男,山东临邑人,高级工程师,工学硕士,从事工厂自动化及应用工程研究。
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
南方农机(2022年10期)2022-05-14
湖南电力(2021年1期)2021-04-13
装备制造技术(2020年2期)2020-12-14
商品与质量(2020年41期)2020-11-09
思维与智慧·上半月(2020年4期)2020-04-13
发明与创新·小学生(2019年8期)2019-08-27
凿岩机械气动工具(2017年3期)2017-11-22
凿岩机械气动工具(2017年3期)2017-11-22
兵器装备工程学报(2015年4期)2015-07-01
