
天然金刚石的水射流引导激光切割及检测分析
2017-08-16 14:51石广丰朱可可张云飞史国权
制造业自动化 2017年6期
石广丰,朱可可,张云飞,史国权
(长春理工大学 机电工程学院,长春 103322)
天然金刚石的水射流引导激光切割及检测分析
石广丰,朱可可,张云飞,史国权
(长春理工大学 机电工程学院,长春 103322)
金刚石工具行业的快速发展,需要对大量的天然金刚原石颗粒进行精密切割和细分,从而方便通过后续的研磨抛光来实现高精度的金刚石工具制备。相对于传统的手工劈切和激光切割方法,采用水射流引导激光(Laser Micro Jet,简称LMJ)切割方法对天然金刚石原石进行了精密、高效切割分离,并采用光学显微镜和X射线衍射仪(XRD)等检测手段对切割后的金刚石表面(110)晶面进行了物相成分和残余应力的检测分析,通过和激光切割后的样品结果对比获得了LMJ切割天然金刚石的有益效果。这对于完善金刚石原石的LMJ切割工艺具有重要意义。
天然金刚石;LMJ;X射线;物相;残余应力
0 引言
天然金刚石是目前地球上发现的自然存在物质中最坚硬的一种单晶体材料,它不仅可以制作成观赏宝石(钻石、珠宝等),而且还可以用于工业用途,如金刚石工具等。无论天然金刚石作何用途都要首先对其进行开料、粗磨、微细切割和精磨抛光。由于天然单晶金刚石具有极高硬度和强度、超高耐磨性、极好导热性等特点,对天然金刚石晶体的加工具有效率低、损耗大、分割质量不稳定以及加工成本高等各种加工难题,因此限制了天然金刚石原石材料的利用率[1]。
相对于人工劈割和锯切的天然金刚石传统开料方法来说,激光切割的方法普遍采用[2]。由于天然金刚石存在大自然中多为不规则形式,使用具有高亮度、方向性强、单色性好、相干性好、空间控制和时间控制性好等优越性能的激光切割,容易获得超短脉冲和小尺寸光斑,能够产生极高的能量密度和功率密度,足以加工世界上任何金属和非金属物质,特别适用于自动化加工,而且对加工对象的材质、形状、尺寸和加工环境的自由度都很大[3,4]。但是激光切割天然金刚石表面会产生明显的裂纹和断层,并且使切割后的天然金刚石表面产生不同的烧蚀现象,因此寻求天然金刚石的新型切割方法来具有重要意义和价值。
水射流引导激光(Laser Micro Jet,简称LMJ)复合加工技术的出现[5],成为天然金刚石加工的新尝试。虽然国外相关技术相对成熟[6],已有商品化机床,但是国内尚处于理论和工艺研究阶段[7~9],实质性应用鲜有报道,可见开展LMJ切割天然金刚石技术的研究十分必要。本课题研究用X射线衍射仪(XRD)对激光切割和水射流切割天然金刚石表面进行物相分析,同时测试了两种加工工艺的天然金刚石表面残余应力的情况。通过对比激光切割与水射流切割天然金刚石表面物相变化和残余应力变化做出机理分析为天然金刚石加工提供重要的理论指导和实验价值。
1 LMJ切割方法及原理
LMJ的工作原理(如图1所示)是通过高速水射流形成内通的全反射激光束,既具有激光加工的内在热效应,又具有水射流加工的冷却、抛光效应,因此对超硬材料的加工效率、加工精度和质量都有很大提高。
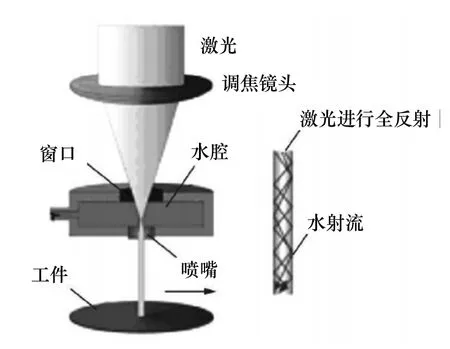
图1 LMJ加工原理示意图[5]
LMJ切割过程中,首先将天然金刚石原石(八面体白色透明颗粒)通过粘胶固定到夹具座上,一端部分固定,预留出中间位置便于LMJ从中间的(110)晶面部位进行切割,如图2、图3所示。当LMJ水射流的初设速度、激光输出功率等工艺参数调整后,就可以通过出射点相对于金刚石切割位置的移动实现切割,最终将一个八面体天然金刚石颗粒切割成两个形状、大小相似的三棱锥体。当然也可根据制作工具体积大小和晶体结构的需要,在避开颗粒内部杂质、缺陷的前提下,进行任意路径的选择性切割,从而实现天然金刚石原石的毛坯取料。
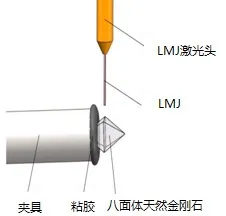
图2 LMJ切割天然金刚石工艺
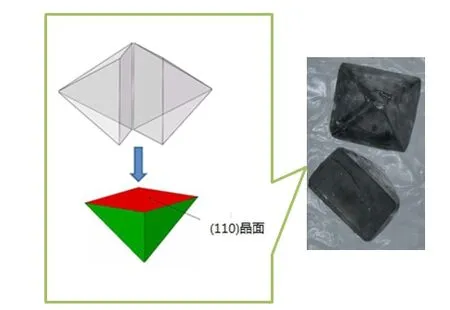
图3 八面体天然金刚石切割晶面及切割后样品
2 检测分析
在尼康TMZ745光学体式显微镜下观察金刚石的切割面呈黑色,初步判断为表面覆盖了一薄层因加工所引起的反应物质,所以采用工业酒精对LMJ切割表面进行清洗,清洗后继续观察。结果依然为黑色,但天然金刚石切割表面的切割纹理变得清晰可见。通过两个对应表面LMJ切割纹理的显微观察,可以更好地分析切割工艺的影响因素和相关规律。
图4中左上部切割纹理还基本成竖直向下方向,表明LMJ的初始切割顺利;但是左下部切割纹理普遍右倾(对应图5中的左下部稍微右倾),表明水射流在切割到金刚石材料较深厚度时受到一定阻力而使切割方向发生变化(纹理偏向与切割进给方向相反),但并不影响切割效果。在切割面的中间位置处可以明显观察到断层现象,深入分析表明这与切割样品时切割工艺的采用有很大关系。随着切割进给的继续,在金刚石颗粒切割面的中间位置处,LMJ切割阻力增大,影响水射流的持续深入并影响到了切割效果,于是将金刚石颗粒调转180°反向继续切割,最终在两个方向切割的交接处形成切断应力进而完成金刚石分离。为了避免因切割能量不足所采用的LMJ换向切割时的切割纹理变化和断层现象,适当增加LMJ激光的功率(由50W增加到100W)可保证金刚石颗粒沿切割表面的一次性顺利分离。

图4 金刚石切割后表面

图5 金刚石切割表面(图3)的对面
采用荷兰帕纳科Empyrean型X射线衍射测试仪对LMJ切割后的金刚石表面进行物相分析。经X光管发出X射线打在天然金刚石切割表面发生衍射现象其能量点数被探测器接收,获得水射流切割金刚石表面的衍射图谱。如图6所示,LMJ切割天然金刚石表面物相分析中最强衍射峰(即第二个衍射峰,第一个衍射峰为Kβ不作分析)是天然金刚石的衍射峰,峰强较高说明主要成分是天然金刚石,之后的两个小衍射峰是碳的衍射峰,说明在水射流切割天然金刚石时由于能量过高表面产生变化从天然金刚石到碳的同速异形体的转变,显微镜观察的较黑现象即是碳物质存在的结果,但却不是石墨。这也说明了LMJ切割过程中的冷却效果。通过LMJ切割表面的多点残余应力检测可知(晶格参数检测结果如表1所示),切割表面为拉应力10MPa,表明存在较小的残余应力。
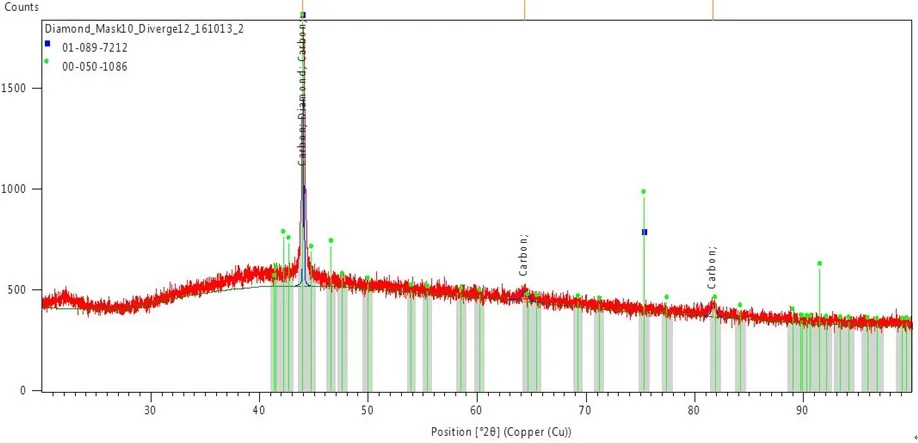
图6 水射流切割天然金刚石表面的物相分析

表1 水射流切割天然金刚石表面微观晶面参数变化
在对同类金刚石颗粒进行传统激光切割表面的检测结果分析可知,激光切割金刚石表面((110)晶面)会呈现黄黑色,X射线检测物相结果表明此物质为石墨,分析可知是由于高能量激光加工所产生的高温所致。而表面残余拉应力应力检测结果为142.89MPa,明显高于LMJ的加工结果。这也说明LMJ对金刚石的切割技术相比于传统的激光切割来说具有一定的优势。
3 结论
1)LMJ切割能量的不足会对金刚石切割表面的质量产生纹理、断裂和断层的影响。根据金刚石的切割工艺要求,可适当增加LMJ激光的输出功率来实现金刚石的高效和高质量切割。
2)激光切割天然金刚石表面由于切割表面可达到很高的温度使天然金刚石转变成石墨,而LMJ切割天然金刚石表面只形成碳的同素异形体,薄薄的一层均匀覆盖在金刚石表面。
3)激光切割和水射流切割天然金刚石表面都会产生残余应力,并且都表现为拉应力,但LMJ切割天然金刚石表面所产生的残余应力相对于激光切割表面的残余应力小很多,其对加工表面亚表面损伤层和表面质量的影响关系仍需深入研究。
[1] 张著军.天然金刚石刀具的激光切割技术研究[D].哈尔滨:哈尔滨工业大学,2014:61.
[2] 龚学清,穆守(山仑). 金刚石激光定向切割取得重大突破[J].应用激光,1983,(04):26.
[3] 江海河.激光加工技术应用的发展及展望[J].光电子技术与信息,2001,14(4):1-12.
[4] 林树忠,孙会来.激光加工技术的应用及发展[J].河北工业大学学报,2004,33(2):77-82.
[5] 蔡黎明,雷玉勇,邴龙健,唐令波.水射流导引激光在微细加工中的应用[J].微细加工技术,2008,(05):60-64.
[6] Porter J A, Louhisalmi Y A, Karjalainen J A, et al. Cutting thin sheet metal with a water jet guided laser using various cutting distances, feed speeds and angle s of incidence[J].The International Journal of Advanced Manufacturing Technolo gy,2007,33(9):961-967.
[7] 叶瑞芳,沈阳,王磊,黄元庆.新型水导引激光耦合系统研究[J].厦门大学学报(自然科学 版),2009,(03):369-372.
[8] 初杰成.水导引激光耦合机理及加工试验研究[D].哈尔滨工业大学,2006.
[9] 孙胜廷.水导引激光加工装置及加工特性研究[D].哈尔滨工程大学,2012.
Cutting and test analysis of natural diamond by laser micro jet
SHI Guang-feng, ZHU Ke-ke, ZHANG Yun-fei, SHI Guo-quan
TG71
:A
1009-0134(2017)06-0074-03
2017-04-23
吉林省科技厅计划项目(20150204059GX,No.20170101124JC);国家自然科学基金资助项目(51405031,51575057)
石广丰(1981 -),男,辽宁人,副教授,博士,主要从事超精密加工技术相关方面研究。
猜你喜欢
文萃报·周五版(2021年50期)2021-12-23
农业研究与应用(2021年2期)2021-08-12
世界有色金属(2020年4期)2020-05-16
文萃报·周二版(2019年24期)2019-09-10
制造技术与机床(2019年4期)2019-04-04
学苑创造·C版(2018年7期)2018-08-08
中南大学学报(自然科学版)(2017年12期)2018-01-29
爆炸与冲击(2015年3期)2015-06-07
科学中国人(2015年13期)2015-02-28
湖南大学学报·自然科学版(2014年7期)2014-11-28
