ME1332A外圆磨床安全性改造
2017-08-09 09:54王兵华王银良车展展张金辉
时代农机 2017年5期
王兵华,王银良,车展展,张金辉
(第一拖拉机股份有限公司第一装配厂,河南 洛阳 471003)
ME1332A外圆磨床安全性改造
王兵华,王银良,车展展,张金辉
(第一拖拉机股份有限公司第一装配厂,河南 洛阳 471003)
ME1332A外圆磨床是陕西机床厂生产的机械精加工设备,近年来,由于其本身设计缺陷,再第一拖拉机股份有限公司第一装配厂已出现多起人身、设备事故。为了保证人身、设备安全,决定对该设备进行安全性能改造。
外圆磨床;事故;安全性改造
ME1332A外圆磨床是陕西机床厂生产的机械精加工设备,主要进行轴承外圈磨削、精加工轴类零件外圆等。由于轴承类零件加工属于大批量生产,故该机床主要用于流水线加工。
1 存在的问题
由于轴承类零件大批量生产的特点,使ME1332A外圆磨床承担着工序流水线加工的任务,操作工人每天几百次、甚至上千次地重复着几个单调的动作。由于动作太机械、太单一,在实际生产过程中,操作者易产生疲劳,往往会出现误操作,即:在零件加工完成后,只将砂轮架机动退回,而没有将砂轮架的手动进刀手轮退回,当使用液压顶尖把下一个未加工的零件装上后,直接将砂轮架的机动进给手柄拨到快速进给位置上,导致砂轮与未加工的零件碰撞,砂轮爆裂、零件飞出,造成人员伤害或设备损坏的人身设备事故。
2 改造思路
针对存在的问题,结合设备的原有结构和保持该设备的性能及生产能力,改造方案主要是:增加一套控制系统:当加工完一个轴承外圈,砂轮架进刀手轮未退回原位,装夹下一个轴承外圈,液压顶尖顶紧时,加装的警示灯亮并发出鸣叫,提醒操作人员没有将砂轮架进刀手轮退回,此时砂轮架无法快速进刀。如需砂轮架正常快速进刀,必须使砂轮架进刀手轮退回原位(即退出磨削量),才能回到正常情况下。
2.1 电器方面
利用接触器、中间继电器、时间继电器、行程开关等组成两个新的控制系统。图1为加装的两个新的控制系统控制电路图。

图1 加装的两个新的控制系统控制电路图
(1)操作失误防撞击电路系统(SQ2、SQ3、KA1、KA2、L1、L2、YA1、KM2、桥堆组成)。通过安装在使顶尖后退踏板上方顶杆处相连的行程开关SQ2和安装在砂轮架手动进给轮处的行程开关SQ3的断开与闭合、分别控制着中间继电器KA1、KA2的得电与失电、通过中间继电器KA1与KA2的互锁又使L1(警示灯)、YA1(电磁铁)、L2(原位灯)的得电与失电,做到了操作者误操作时的提醒、砂轮架机动进刀油路的切断,有效控制了因操作者疲劳使砂轮架砂轮与零件相撞的问题,避免了事故的发生。
正常情况下:(砂轮架进刀手轮退回原位)
SQ3闭合:①KA2常闭点断开——L1不亮(警示灯);②KA2得电——KA2常闭点闭合——L2接通亮(原位灯);③KA2常开点闭合——KA1得电——YA1得电(油路接通)。
顶尖后退:SQ2断开——KA1失电——YA1失电(油路断开);顶尖顶紧:SQ2闭合——KA1得电——YA1得电(油路接通)。此时,原位灯接通、警示灯未报警、砂轮架快速进刀油路接通操作者正常工作。
失误状态下:(砂轮架进刀手轮未退回原位)
顶尖后退:SQ2断开——KA1失电——YA1失电(油路断开);SQ3断开——KA2失电——L2失电(原位灯不亮);由于:KM2常开点闭合——KA2常闭点闭合——KA1常闭点闭合——L1得电(警示灯亮)。
顶尖顶紧:由于SQ3断开不在原位、使YA1失电(砂轮架快速进刀油路断开),警示灯亮并发出鸣叫,提醒操作人员没有将砂轮架进刀手轮退回,此时砂轮架无法快速进刀。如需砂轮架正常快速进刀,必须使砂轮架进刀手轮退回原位(即退出磨削量),才能回到正常情况下。
(2)拨盘电机的能耗制动电路系统(KT1、KM5、KM3、SQ1、SA2、桥堆、M3组成)。能够使拨盘电机快速停转,起到了一定的安全作用,生产效率有所提高(能耗制动的原理不再叙述)。
SQ1断开:①KM3失电——KM3常闭点闭合——KM5常闭点断开(与KM3互锁),过一会时间,KT1延时断开的动合触点断开,能耗制动结束;②KT1失电——KT1常闭点闭合——KT1延时断开的动合触点闭合——KM5得电(能耗制动开始)。
2.2 机械方面
结合该设备自身的现有结构,通过合理的位置设计安装,对砂轮架手动进给机构进行改造。
(1)在刻度盘与砂轮架进刀手轮之间加装一个连接盘,保证刻度盘与连接盘紧密连接,并在限位销与限位挡块相碰时,摇动砂轮架进刀手轮带动刻度盘退出0.6mm(刻度盘刻度六十格),在连接盘上SQ3(行程开关)的位置上开出原位槽槽宽0.1mm(刻度盘刻度十格),确保限位销到达磨削终点时,连接盘上的原位槽离开SQ3(行程开关)原位点有0.6mm(刻度盘刻度六十格)的磨削量。如操作者在工作后未将砂轮架进刀手轮退回原位而进行换零件操作,这时处于压紧状态的行程开关SQ3未闭合,使发送的未退刀信号接通,进而使警示灯发出报警。通过连接盘与SQ3行程开关相互配合,在工作性能没有改变的情况下,实现了强制砂轮架进刀手轮退出磨削量,解决了实际工作中,因操作者疲劳误操作,造成人员伤害或设备损坏的人身设备事故。图2为砂轮架手动进给机构改造图。
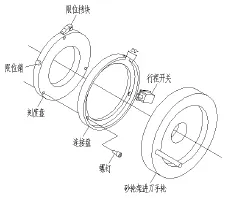
图2 砂轮架手动进给机构改造图
(2)砂轮架进刀手轮退出磨削量的确定。从表1可以看出,砂轮架进刀手轮退出磨削量R=0.60mm,可以满足实际需要,确保砂轮架机动进给后砂轮与被加工零件有一定量的间隙。
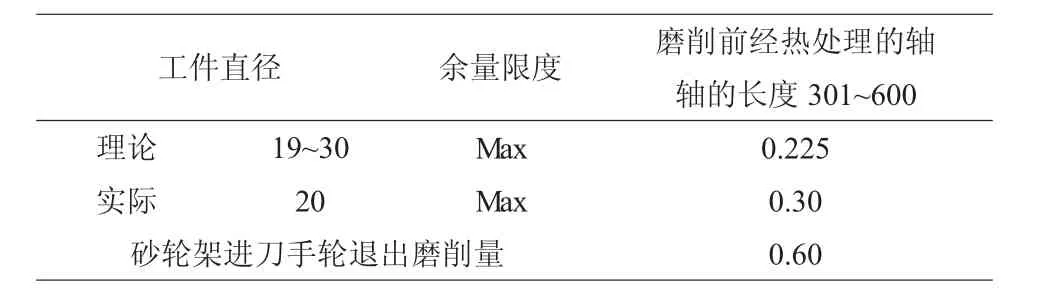
表1 外圆的磨削余量(半径余量mm)
2.3 液压系统方面
由于机械、电器方面的变化,结合设备的运行功能,对原砂轮架液压系统进行了改造,重新设计出砂轮架液压工作原理图,在砂轮架油缸进刀油路中增加了一个两位两通电磁换向阀、单向阀和管路,所有液压元件均安装在砂轮架进刀油缸的下部空间内,满足了原有设备结构空间的局限性,实现了对砂轮架油缸进刀油路的控制。图3为改造后的砂轮架液压油路简图。

图3 改造后的砂轮架液压油路简图
3 结语
单台改造费用3000元,生产效率有所提高,杜绝了同类安全事故的发生,其产生的隐性经济效益无法估量。通过对ME1332A外圆磨床的安全技术改造,可以杜绝这种生产品种单一、批量大流水作业的磨床,因人的不安全行为造成砂轮与加工的零件碰撞而导致人员及设备事故,提高了外圆磨床的安全保护等级,保证了员工的生命安全和设备安全。
[1]郑国伟.机修手册(第三卷)金属切削机床修理(上册)[M].北京:机械工业出版社,1993.
[2]陆望龙.液压维修工速查手册[M].北京:化学工业出版社,2009.
Safety Reconstruction of ME1332A Cylindrical Grinder
WANG Bing-hua,WANG Yin-liang,CHE Zhan-zhan,ZHANG Jin-hui
(First Tractor Co.,Ltd.First Assembly Factory,Luoyang,Henna 471003,China)
ME1332A cylindricalgrinder is themachine tooling equipmentproduced by ShaanxiMachine Tool Plant.In recent years,due to its own design flaws,First Tractor Co.,Ltd.First Assembly Factory have beenmany personal and equipment accidents in the factory.In order to ensure personaland equipmentsafety,itdecides tranform the safety performance of theequipment.
cylindricalgrinder;accident;safety transformation
TG581.1
A
2095-980X(2017)05-0100-02
2017-04-23
王兵华,主要研究方向:机械加工。
猜你喜欢
哈尔滨轴承(2020年3期)2021-01-26
环球市场(2021年11期)2021-01-15
装备制造技术(2019年12期)2019-12-25
新商务周刊(2019年24期)2019-12-22
中国交通信息化(2019年9期)2019-11-16
制造技术与机床(2019年10期)2019-10-26
数码世界(2018年6期)2018-07-12
制造技术与机床(2017年4期)2017-06-22
诗林(2016年5期)2016-10-25
中国照明(2016年4期)2016-05-17