恒定磁场下用脉冲电沉积法制备金刚石工具的实验研究
2017-08-08 10:56曹永娣黄志伟
黄河水利职业技术学院学报 2017年3期
曹永娣,黄志伟
(黄河水利职业技术学院,河南开封475004)
恒定磁场下用脉冲电沉积法制备金刚石工具的实验研究
曹永娣,黄志伟
(黄河水利职业技术学院,河南开封475004)
在采用脉冲电沉积制备纳米镍-钴合金镀层的过程中,引入外加恒定磁场,磁场方向与电场方向垂直。采用扫描电镜和X射线衍射观察的结果表明:恒定磁场的引入可使镀层表面晶粒细化,让纳米镍-钴合金镀层表面更平整、致密;在外加磁场电压为7 V时,镀层硬度达到最大值583 HV,比无磁场影响制得的镀层硬度值提高了112 HV。在外加磁场电压为7 V时,脉冲电沉积制备的金刚石工具比无磁场制备的金刚石工具使用寿命提高了21%。
脉冲电沉积;金刚石工具;纳米镍-钴合金;恒定磁场
0 引言
在电镀金刚石工具的使用过程中,镀层对金刚石颗粒起支撑和结合作用,对金刚石颗粒能否充分发挥切削作用至关重要[1]。近年来,随着电镀金刚石工具在超硬材料加工领域应用范围的扩大,使用者对镀层硬度、耐磨性和韧性等性能提出了更高要求,因此普通镀层已经满足不了对金刚石颗粒把持力的使用要求。
电镀金刚石工具在磨削工作过程中,金刚石颗粒受到磨削力作用,若镀层对金刚石颗粒把持力不足,就容易导致金刚石松动脱落,从而使电镀金刚石工具的使用寿命降低[2~3]。因此,改进电镀金刚石工具镀层性能就成为电镀科研工作者的一项重要课题。
目前,国内外学者为了提高电镀金刚石工具的使用性能,在电镀过程中引入了外加磁场,并深入研究了外加磁场对镀层表面形貌及微观结构的影响。但是,对在脉冲电沉积制备纳米镍-钴镀层过程中引入外加恒定磁场方面的研究鲜有所闻。本实验在电镀金刚石工具制备过程中施以外加恒定磁场,以期为提高金刚石工具性能提供一种简单、实用的方法。
1 实验方法
1.1 电镀溶液与工艺规范
本实验电镀液配方为:NiSO2·7H2O,310~350g/L;NiCl2·6H2O,55~65 g/L;CoSO4·6H2O,8~16 g/L;糖精,3~6 g/L;H3BO3,40~50 g/L;十二烷基硫酸钠,0.03~0.06 g/L;电极间距7~9 cm,镀液温度60℃。工具基体选用45#钢的圆环,外圆直径为20 mm,内圆直径为8 mm,厚度为1.2 mm,对非沉积部分作绝缘处理。基体镀前表面处理工艺为:用基体金相砂纸打磨→水洗→电化学去油→水洗→弱酸侵蚀→水洗。
1.2 镀层制备
外加恒定磁场镀层制备工艺为:电镀液pH值为3.0±0.1,峰值电流密度Jp为100 A/dm2,平均电流密度Jm为6 A/dm2,Ton=1 ms,Toff=15 ms,电镀时间为40 min,用自制铜线圈实现恒定磁场电镀过程的控制。线圈参数为:铜丝直径0.5 mm,铜丝长度59.8 m,线圈匝数n=617匝。通过改变电流的大小控制磁场强度,用电压值表示磁场强度。
1.3 工具制备
基体经表面处理和绝缘处理后,带电进入镀槽进行预镀。预镀20 min后,将基体倾斜放置,进行植砂(金刚石粒度为198)。植砂镀40 min后,将基体重新垂直放置,进行加厚镀,加厚镀1.5 h。分别在0 V、4 V、7 V、10 V的线圈电压下,制备工具试样。
1.4 测试方法
用荷兰FEI公司生产的Quant200型扫描电子显微镜对镀层试样进行表面形貌观察,用HVST-1000Z型显微硬度计进行镀层显微硬度测试。将工具试样分别安装在自动进给的钻床上,加工出Φ20× 10mm的通孔。加工孔时,主轴转速为800r/min,进给量为1 cm/min。在磨削过程中,用水进行冷却。磨削工具选用粒度为46#的砂轮。对金刚石工具磨削至金刚石颗粒全部脱落、让其失去工作能力为止。工具使用性能以砂轮材料的去除量来衡定。
2 结果与讨论
2.1 恒定磁场对镀层表面形貌的影响
图1是在外加磁场电压分别为0V、4V、7V、10V时制备的纳米镍-钴合金镀层胎体的1200×显微照片。
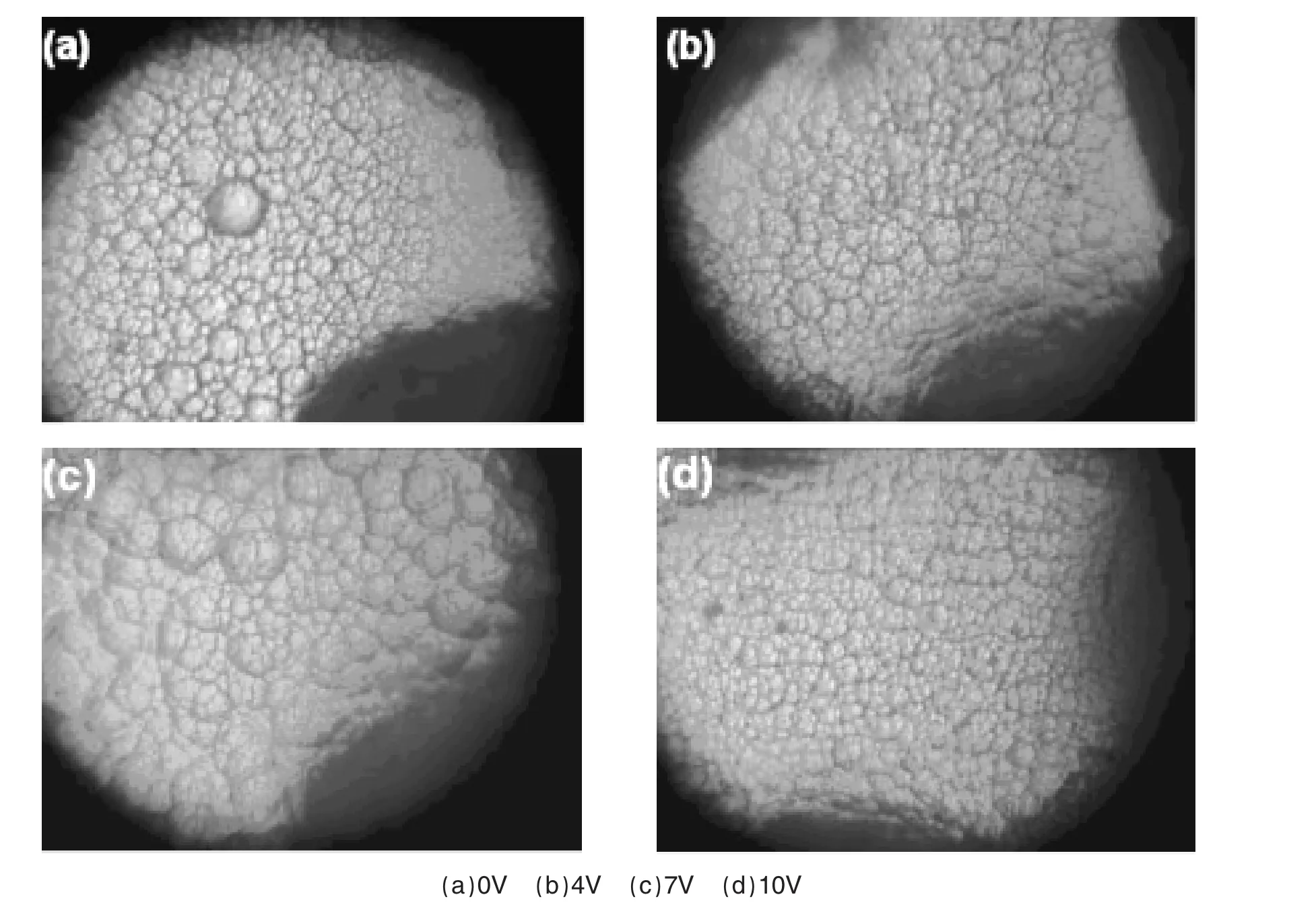
图1 不同磁场电压下镀层表面形貌Fig.1 Coating surface of different magnetic field voltage
由图1可知,磁场电压为0V时,镀层表面比较平整,局部出现尺寸较大的镍瘤,沉积层晶界不明显,镀层微观结构的均匀性欠佳。外加磁场电压升至4V时,镀层晶界较为明显,晶胞的大小差异较大,表面凸起明显,沉积颗粒改善明显,沉积颗粒开始呈均匀分布状态。当外加磁场电压继续升至7V时,镀层表面形貌较为平整,沉积层晶界明显,晶胞呈菜花状且较均匀,沉积层晶粒得到了显著细化,分布均匀。磁场电压继续增加至10 V时,镀层表面晶粒形貌出现不均匀趋势,晶界比较模糊。
从以上现象可以得出如下结论:在外加磁场电压为7V时,脉冲电沉积制备的纳米镍-钴合金镀层性能最优。这是因为,外加恒定磁场对金属电沉积有一定的迟滞作用,当磁场强度不大时,金属离子在洛伦兹力下对沉积层的冲刷作用不明显,此时金属沉积状态相对于无磁场时变化不大,制备的镀层微观组织形貌及显微硬度变化不大。当磁场电压继续加大至一定强度时,由于金属离子在受到洛伦兹力作用时初速度增大,此时离子冲刷沉积层表面,有效抑制了晶粒生长,晶粒得到细化,镀层显微硬度显著提高。当继续增大磁场强度时,沉积离子对沉积层的冲刷加剧,抑制了晶核的生长和形成,此时金属离子沉积困难加剧,造成阴极电流密度增大,电极极化现象严重,最终导致镀层晶粒粗化,镀层显微硬度下降[4~7]。
2.2 恒定磁场对工具表面形貌的影响
图2和图3分别是在有无外加恒定磁场条件下所制备的电镀金刚石工具的表面形貌。
由图2和图3可知,在脉冲镀制备金刚石工具过程中,若未施加恒定磁场,制备的工具表面镍瘤较多,大小各异,一些金刚石颗粒被镍瘤完全覆盖;若施加恒定磁场,工具表面仅有少量较小的镍瘤存在于金刚石周围。
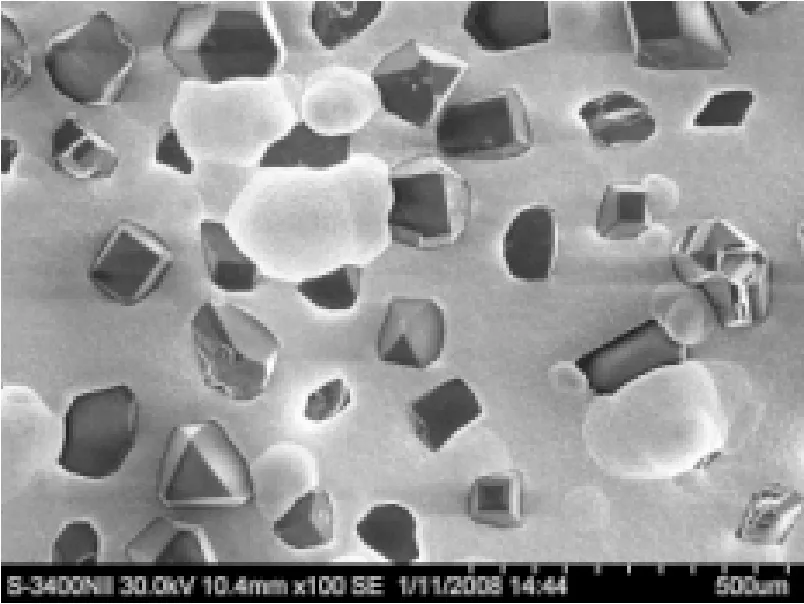
图2 无恒定磁场环境中制备的工具表面形貌Fig.2 Tool coating surface without static magnetic field
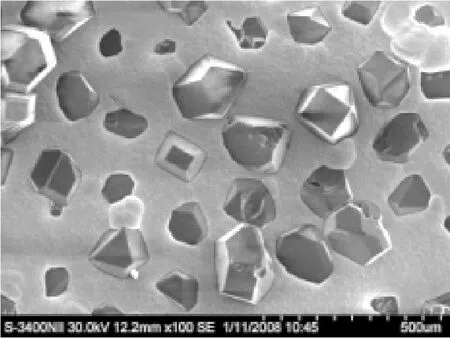
图3 恒定磁场环境中制备的工具表面形貌Fig.3 Tool coating surface with static magnetic field
在用电镀法制备金刚石工具时,工具表面存在镍瘤是普遍现象。电镀金刚石工具结瘤与金刚石颗粒自身的金属包裹体带磁性有关。目前,工业生产中所使用的人造金刚石在结晶过程中会有一些触媒金属残质留在其内部,致使金刚石都或多或少的带有一些磁性[8]。在电场力与电磁力的相互作用下,金刚石颗粒自身表面分散的触媒金属就会产生结瘤现象。
在用脉冲电沉积法制备金刚石工具的过程中,外加恒定磁场的设置促进了金属离子沉积状态的改变,弱化了金刚石颗粒自身所携带的磁性对工具表面形貌所产生的恶化作用。在脉冲电沉积过程中,削弱因磁性产生镍瘤的因素,可使制备的金刚石工具表面镍瘤较少,避免金刚石颗粒受镍瘤覆盖,使金刚石颗粒充分发挥应有的切削作用,有利于提高工具的使用性能。
2.3 恒定磁场对镀层显微硬度的影响
为了考察外加恒定磁场对镀层性能的影响,分别对在0 V、4 V、7 V、10 V外加磁场电压下制备的镀层进行了显微硬度测试,结果如图4所示。
从图4中可以得出,镀层的显微硬度值先随着外加电压的升高呈上升趋势,当电压升高到7V时,镀层硬度值达到最大值569 HV,此后,随着外加电压的升高而下降。与无外加恒定磁场对比,纳米镍-钴合金镀层显微硬度提高了24%。对比分析镀层表面微观组织,镀层显微硬度的检测结果与镀层表面微观组织的变化规律相吻合。
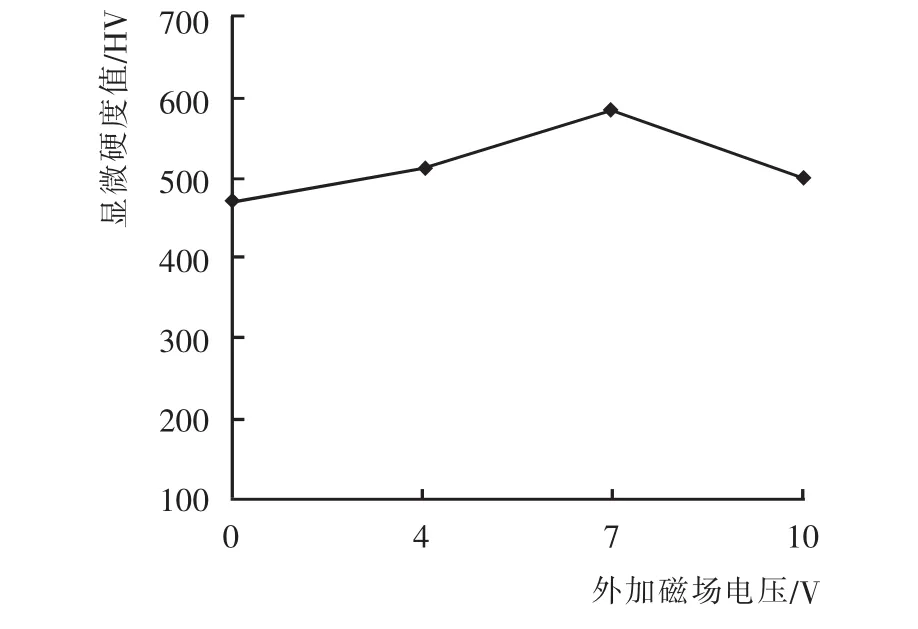
图4 不同外加电压下的镀层显微硬度值Fig.4 Coating microhardness of different external voltage
采用外加恒定磁场技术,金属离子沉积受磁场力和电场力的共同作用,在磁场强度相对较小时,金属离子受洛伦兹力对沉积层的冲刷作用有限,镀层硬度及微观组织形貌变化不大。当磁场强度继续增大,金属离子受到洛伦兹力作用时,已有了很大的初速度,离子冲刷沉积层表面作用加强,晶粒生长受到抑制,晶粒得到细化,镀层硬度值显著提高。当磁场强度继续增大时,沉积离子对沉积层的冲刷加剧,抑制了晶核生长,并抑制了晶核的形核,造成金属离子难以沉积,引起阴极电流密度变大,产生严重的电极极化现象,从而导致镀层粗化,硬度明显降低。
3 工具性能
在相同工况、不同外加磁场强度下,制造的电镀金刚石工具磨削粒度为46#砂轮的粒度,测试工具的使用性能,结果如图5所示。由图5可知,材料去除量随着外加电压的增大而增加,在外加电压为7V时,工件材料去除量达到最高,为23 182 mm3,与无磁场制备的金刚石工具相比,工具寿命可提高21%。这是因为,采用外加恒定磁场技术制备电镀金刚石工具时,金刚石颗粒镶嵌在镍钴合金镀层里,使镀层显微硬度提高,并增强了镀层对金刚石颗粒的把持力。因此,在制备电镀金刚石工具的过程中,运用外加恒定磁场技术,可显著提高工具的使用寿命。
4 结语
(1)在用脉冲电沉积制备纳米镍-钴合金镀层的过程中,外加恒定磁场可使镀层表面晶粒得到细化,从而使镀层表面更加平整、致密。在外加恒定磁场电压为7V时,镀层硬度达到最大值583 HV。
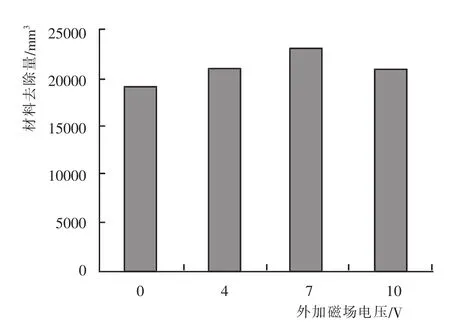
图5 不同外加电压下工件材料的去除量影响Fig.5 Material removal amount of different external voltage
(2)在用脉冲电沉积制备金刚石工具的过程中,外加恒定磁场改变了金属离子的沉积状态,显著地弱化了工具表面结瘤现象。当外加磁场电压为7V时,制备的金刚石工具与无磁场相比,工具寿命提高了21%。
[1]黄志伟,李云东.电沉积纳米镍-钴合金在金刚石工具制备中的应用研究[J].金刚石与磨料磨具工程,2014,143(2):13-15.
[2]黄志伟,韩晓霞.交变磁场下脉冲电沉积制备金刚石工具[J].黄河水利职业技术学院学报,2015(1):19-21.
[3]黄志伟,李云东.电镀金刚石工具的改进研究[J].金刚石与磨料磨具工程,2007,161(5):27-30.
[4]王琳,卢汇洋.制备电镀金刚石工具时外加交变磁场的作用[J].电镀与环保,2012(3):11-13.
[5]黄志伟,王琳.交变磁场下脉冲电沉积镍-钴纳米合金镀层[J].电镀与环保,2015(5):8-10.
[6]黄志伟,王磊.汽车关键零部件表面镀层性能的研究[J].现代制造技术与装备,2012(9):14-15.
[7]王琳,李云东.农业装备零部件表面镀层性能的研究[J].中国农学通报,2011(9):27-29.
[8]Li Y D,Zhao A Q,Huang Z W,etal.Nodules,overplatingandvalleysinelectroplateddiamondtools:Facts,causes and suggestions[J].Industrial Diamond Review,2007,67(1):54-58.
[责任编辑 胡修池]
Research on Preparation Experiment of Diamond Tool by Pulse Electrodeposition in Static Magnetic Field
Cao Yongdi,Huang Zhiwei
(Yellow River Conservancy Technical Institute,Kaifeng 475004,Henan,China)
Nanometer Ni-Co alloy coating is prepared by pulse electrodeposition in external static magnetic field.The external static magnetic field is vertical to the electric field orientation.The result by using the scanning electron microscope and X-ray diffractrometry shows that static magnetic field is introduced to refine the crystal grain size of the plating,making the nanometer Ni-Co alloy coating becomes smooth and compact.When the applied voltage is 7V with static magnetic field,the hardness of coating will reach the maximum value 583HV.The hardness of coating with the static magnetic field was raised by 112HV as that without the magnetic field applied.The service life of the diamond tool of 7V static magnetic field is 1.21times as that of the tools without magnetic field applied.
Pulse electrodeposition;diamond tool;nanometer Ni-Co alloy;static magnetic field
TG711
A
10.13681/j.cnki.cn41-1282/tv.2017.03.012
2017-04-05
2016年度黄河水利职业技术学院科研基金资助项目:外加恒定磁场对改进电镀金刚石工具使用性能的研究(2016KXJS011)。
曹永娣(1985-),女,河北衡水人,助教,硕士,主要从事高校机械设计专业的教学与研究工作。
猜你喜欢
金属热处理(2022年10期)2022-10-25
电镀与精饰(2022年8期)2022-08-18
表面工程与再制造(2022年1期)2022-05-25
科技创新与应用(2020年19期)2020-06-23
小资CHIC!ELEGANCE(2019年40期)2019-12-10
机械工程师(2018年10期)2018-02-18
中国水能及电气化(2016年11期)2016-02-28
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27
表面工程与再制造(2014年2期)2014-02-27