
相贯线焊接机器人多层多道焊轨迹规划算法研究
2017-08-08 03:01杨睿熙尚丽辉
制造业自动化 2017年7期
刘 亮,杨睿熙,涂 煊,尚丽辉
(1.上海理工大学,上海 200093;2.上海工业自动化仪器仪表研究院,上海 200233)
相贯线焊接机器人多层多道焊轨迹规划算法研究
刘 亮1,杨睿熙2,涂 煊2,尚丽辉1
(1.上海理工大学,上海 200093;2.上海工业自动化仪器仪表研究院,上海 200233)
为了提高相贯线焊接机器人埋弧多层多道焊的焊接效率,提出了一套多层多道焊轨迹规划策略。设计出一种焊缝填充方法,即首先确定每层焊缝的高度,根据每条焊道的焊接参数调整焊道宽度;通过对相贯线插补算法的研究,设计出多道焊轨迹规划的算法,即通过改变每条焊道在相贯线插补算法中的半径参数R和r,即可计算出不同焊道相贯线轨迹点坐标。通过MATLAB仿真结果显示,该方法能够满足多层多道焊轨迹规划的要求,为相贯线焊接机器人的运动控制提供了理论基础。
相贯线焊缝;多层多道焊;轨迹规划
0 引言
管管相贯的相贯线轨迹的机器人自动化焊接是锅炉、压力容器及相关行业的难题[1]。对于大型结构件,采用大电流埋弧焊能够加快焊接速度,提升焊接效率[2],但由于大结构的焊缝坡口较大,即使采用埋弧焊仍需采用多层多道焊接。因此,需要对每道焊缝的轨迹进行规划,但如果对每道焊缝都采用示教的方法,则焊接效率很低,很难发挥机器人焊接的优势。本文通过对多层多道焊缝的填充策略和轨迹进行规划,实现一次示教就可以规划出焊缝所有的焊道轨迹。
1 多层多道焊焊道填充策略
一般在焊接的过程中,同一焊道的截面积几乎是不变的,根据焊接工艺要求打底焊的焊道截面积要大于上层焊道截面积,所以不同焊道间的截面积是不相等的。本文所采用的焊道的规划方法保证同一层焊道的高度固定,根据每道焊缝的截面积调整焊道宽度,这样既保证了焊缝质量的一致性,也给机器人运动轨迹规划和运动控制带来方便,有利于自动化焊接过程,下面具体介绍焊道规划方法:
首先通过每层第一道焊道的截面积Sw及宽高比C计算出该层焊道的高度hi,设焊接速度为v焊,送丝速度为v送,焊丝直径为d,假设焊丝熔敷系数为1,则:
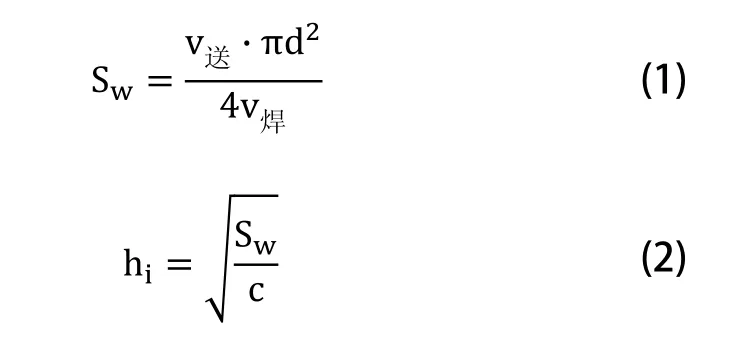
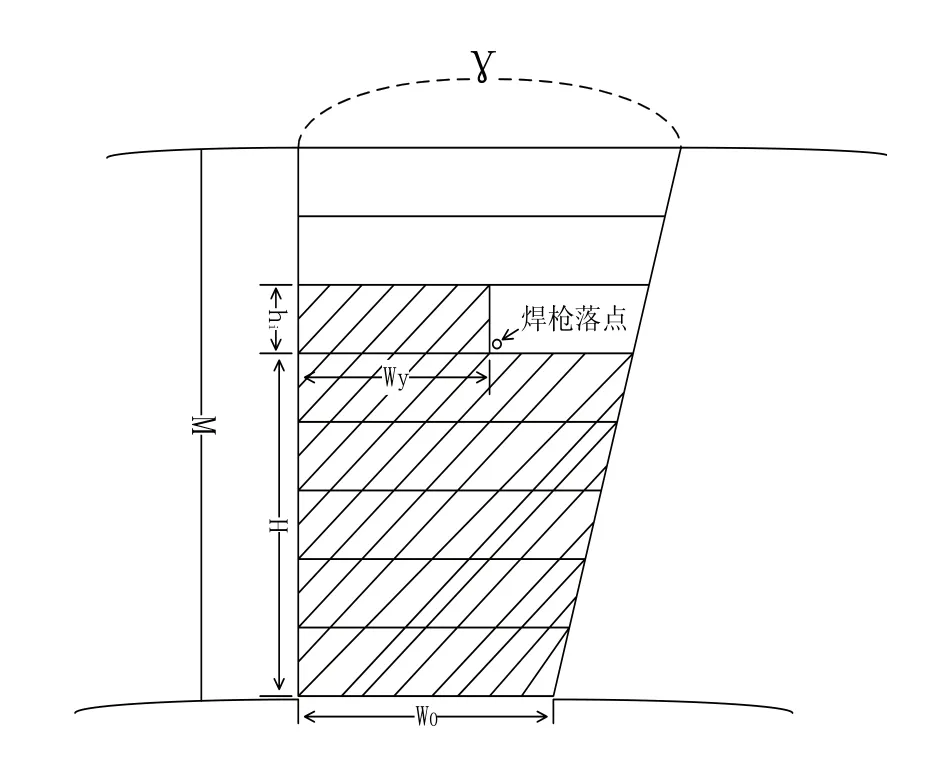
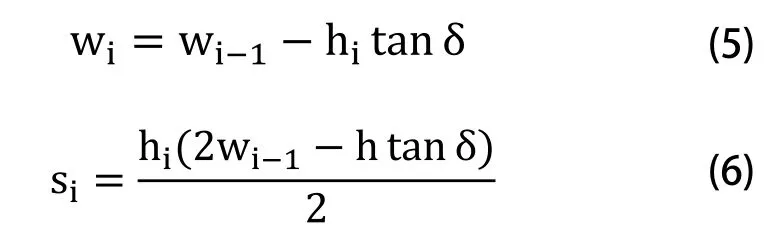
然后根据每层的层高hi,计算该层总的焊接截面积si,再根据该层已焊接的面积Sy,计算该层的剩余焊道数N剩。对于相贯线坡口焊接,分为坡口内焊接与坡口外焊接,主要区别在于坡口内焊接时每层的最后一道焊道(最外道)的宽度由于坡口壁的存在而被限制,为了使每层最外道焊道的填充量合适,只能调整该层最后一道焊道的高度hi。对于坡口外的情况,由于没有外侧坡口壁的存在,每层最后一道的宽度是不固定的,因此可以保持高度hi不变,调整焊道宽度Wj。设已焊接高度为H,第i层焊道的底部宽度为wi-1,主管壁厚为M。
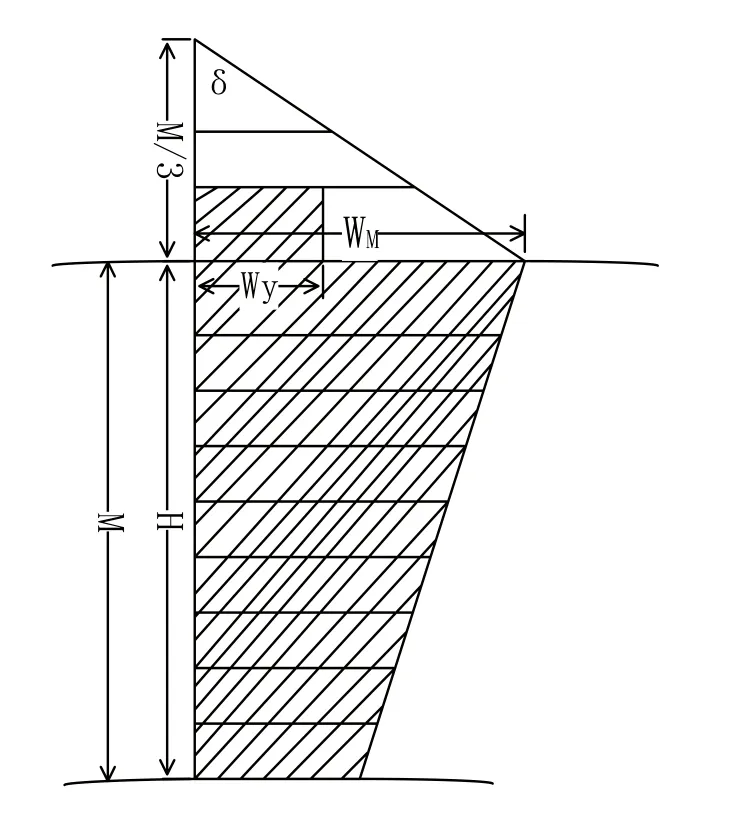
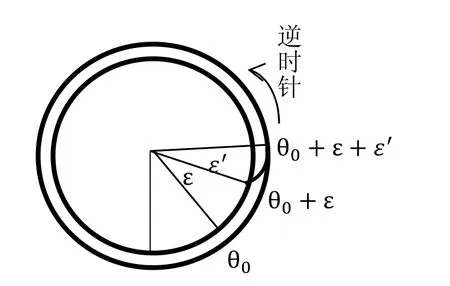
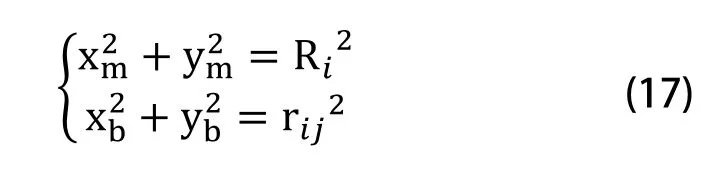
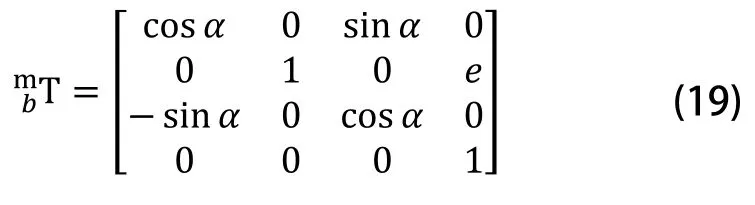
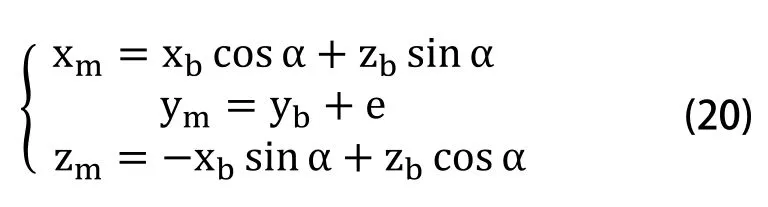
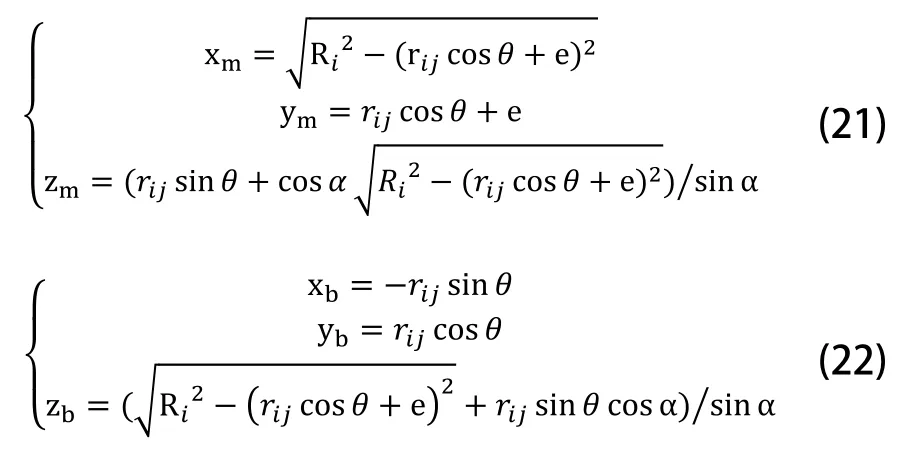
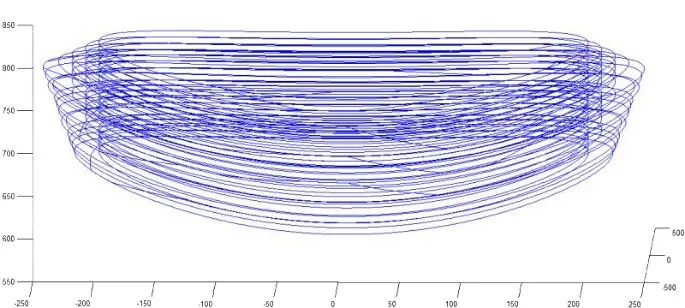
1)当H 第i层焊道的顶部宽度为: 第i层焊道总截面积为: 图1 已焊接区域位于坡口内示意图 2)当H>M时,即当前焊道位于坡口外,如图2所示,则: 第i层焊道顶部宽度: 第i层焊道总截面积为: 图2 已焊接区域位于坡口外示意图 将每层第j道焊道的焊接参数代入式(1)求出Sw,那么根据层高可以计算出该层中第j道焊道的宽度Wj: 设Wy表示该层已焊接的宽度,该层已焊接的面积Sy由式(8)计算: 由该层剩余焊道截面积Si和下一焊道的填充面积Sw,计算该层未焊接的道数N剩: 式中符号<>代表对计算结果进行四舍五入取整。 1)当N剩=0,若Sy≠0说明该层已焊接完毕,将hi加到已焊接高度H上,回到式(1)开始下一层焊道的规划;若Sy=0说明整个焊道焊接完毕,焊接结束。 2)当N剩=1,说明当前焊层还剩最后一道焊道,根据焊道所在坡口的位置确定是否调整当前层最后一道焊道的高度。 (1)若H 最后一道的宽度Wj计算如下: (2)若H≥M,则焊道位于坡口外,由于位于坡口外的每层最后一道焊道的宽度是不固定的,因此不用进行高度微调。此时绕过3)的判断条件,直接执行3); 3)当N剩≥2,将焊道切换点的焊接参数代入式(1),求出下一道焊道的截面积Sw,并带入式(7)继续规划剩余焊道。 根据上文焊道填充策略计算得到的hi,Wj等参数,可以计算第i层第j道焊道的相贯线参数rij,Ri: 为了提高焊接效率和焊接质量,本文设计的焊道切换算法能够在整个相贯线焊接的过程中保持带弧焊道切换。根据焊接的要求,每道焊道的撤弧点都要与启弧点有一定的搭接[3],并且每一层上每一道焊道的搭接区域不能与相邻层和相邻道焊道的搭接区域重合,因此每焊完一条焊道后,还需要在原焊道上继续焊接角度为的搭接区域。此时进行带弧焊道切换,切换至下一条焊道,这种焊道切换点的规划刚好能够使相邻的焊道的搭接区域错开。为使焊道切换平滑,在搭接区域后,进入角度范围为的过度区域,如图3所示,过度区域内R',r'从当前焊道的Ri-1,rij-1逐步过度到下一焊道的Ri-,rij。过度区R',r'的计算公式为: 图3 焊道切换与过渡示意图 相贯线是由两回转体表面相交而成,它是一种复杂的空间曲线。常见的情况是两圆柱管相交,分别为正交、斜交、偏置、偏置斜交[4]。为不失一般性,本文考虑偏置斜交这一情。如图1所示,主管外半径是R,支管外半径为r,主管厚度为M,e为偏置距离,α是两管中心轴线的夹角。建立主、支管坐标系xmymzm、xbybzb。两坐标系的z轴均沿各自管道的轴线。ym,yb轴共线。om和ob分别为两个坐标系的原点,ob在xmymzm坐标系中的坐标为(0,e,0)。 两交管的圆柱方程: 支管圆柱参数方程: 图4 工件坐标系 支管坐标系{ob}相对主管坐标系{om}的变换矩阵: 由变换矩阵(19)得{om}、{ob}两个坐标系的位置关系: 将式(20)代入式(17),并将式(18)代入,分别得到在{om}、{ob}坐标系下的相贯线方程: 其中: Ri为第i层焊道主管焊接半径; rij为第i层第j道焊道支管焊接半径。 假设相贯线焊缝是由厚度M=50mm的主管筒体与支管筒体相贯而成,其中主管内半径R=800mm,支管外径r=200mm。焊接速度V焊=10mm/s,送丝速度V送=50mm/s,焊丝直径d=3mm,衬底宽度W0=14mm,坡 【】【】口角度β=13°时,相贯线多层多道焊轨迹MATLAB仿真结果如图5所示。 图5 多层多道焊道轨迹规划仿真结果 本文采用同一层焊道高度相等,根据各焊道焊接参数调整焊道宽度的方法,规划出多层多道的相贯线焊接轨迹,并满足首尾相搭接的工艺要求。该算法仅用进行一次示教,即可推导出剩余焊道的全部相贯线轨迹。仿真结果显示,该方法能够满足实际工程需要,为相贯线焊接机器人的多层多道焊接运动控制提供理论基础。 [1] 曾孔庚,姚鹏程,崔江涛,等.空间中厚板相贯线轨迹多层多道机器人焊接系统[J].电焊机,2014, 44(11):25-28. [2] 张田利,唐德渝,冯标,等.大型储罐双丝埋弧横焊设备的研制[J].电焊机,2011,41(10):9-14. [3] 董春,樊滨温.机器人多层多道焊圆弧轨迹的一种算法[J].哈尔滨工业大学学报,2000,32(3):111-114. [4] 管新勇.相贯线焊接机器人机构设计与运动控制[D].北京工业大学,2010. Research on multi-layer multi-channel welding trajectory planning algorithm for intersection line welding robot LIU Liang1, YANG Rui-xi2, TU Xuan2, SHANG Li-hui1 TP242 :A 1009-0134(2017)07-0096-03 2017-05-05 刘亮(1990 -),男,河南人,硕士研究生,主要研究方向为相贯线焊接机器人多层多道焊轨迹规划算法与应用。





2 焊道切换与过渡
3 第i层第j道焊道相贯线轨迹规划


4 多层多道焊接轨迹仿真
5 结论
猜你喜欢
小星星·阅读100分(低年级)(2021年8期)2021-08-27铁道学报(2021年3期)2021-05-13读者·校园版(2020年24期)2020-11-30陕西水利(2020年1期)2020-06-08昆钢科技(2020年6期)2020-03-29数学小灵通·3-4年级(2019年4期)2019-05-05风能(2019年10期)2019-02-18科技创新与应用(2018年29期)2018-12-13山东工业技术(2017年19期)2017-09-27科技创新导报(2017年8期)2017-06-07
