
沥青路面就地热再生施工工艺及质量控制探讨
2017-08-07 10:41
福建交通科技 2017年4期
(江西洪都建筑工程有限公司,南昌330029)
沥青路面就地热再生施工工艺及质量控制探讨
■乐雪萍
(江西洪都建筑工程有限公司,南昌330029)
沥青路面就地热再生技术是修复沥青路面表面病害的养护技术,因其具有施工周期短、旧料完全利用及节能环保等一系列优势被大量应用。本文结合实际工程,从设计、施工到检测等各个环节出发,对就地热再生施工工艺及质量控制展开研究,以期为从事就地热再生应用和推广的技术人员提供一定的借鉴和参考。
沥青路面就地热再生施工工艺质量控制
随着公路的快速发展,国内道路行业已进入建养并重的阶段,铣刨后产生的旧路面材料不仅对环境产生巨大的危害,而且也造成大量优质资源的浪费[1],如何利用旧路面材料成为当前道路养护领域的重中之重。沥青路面就地热再生技术可以对旧料进行100%回收利用,该技术将加热、铣刨、再生剂添加、新集料添加、新旧料复拌、摊铺、压实等功能有机集成,实现道路养护施工的流水化作业,节约了大量材料、人力物力,具有显著的环境效益及经济社会效益。
从沥青路面就地热再生目前实际工程应用状况来看,因为施工质量控制不足问题,减少了就地热再生工程的使用寿命,严重影响就地热再生路面的路用性能和服务水平[2]。因此,本文依托泰井高速就地热再生现场施工经验,系统总结沥青路面就地热再生施工工艺及质量控制要点,为从事就地热再生应用和推广的技术人员提供一定借鉴和参考。
1 工程概况
泰井高速公路于2003年10月23日开工建设,于2005年3月31日建成通车,至今已10年有余。此次设计热再生路段为主线部分全长共计62km。经调研全线病害类型主要为横缝,存在少量纵缝、沉陷等病害,前期养护过程局部采用微表处技术、罩面技术、贯缝,进行过病害处理。2016年8月25日,全幅K0+000~K62+000采用就地热再生技术对病害进行处理。本次就地热再生新料采用改性沥青AC-13混合料,泰井高速路面结构见图1。
2 施工工艺
2.1 施工设备
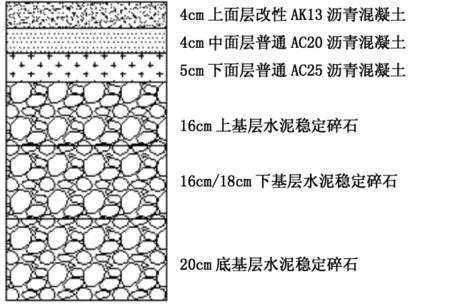
图1 泰井高速路面结构示意图
目前,国内主要的就地热再生设备主要有维特根、英达和鞍山森远三种。本工程采用鞍山森远SY4500沥青路面热再生列车,由两台(或三台)路面加热机、一台加热铣刨机、一台加热复拌机四部分组成。该机组具有加热、翻松、喷洒各种添加剂(再生剂、新沥青、温拌剂等)、添加新沥青混合料、新旧料烘干、拌和等功能,辅以摊铺机、压路机和自卸车等通用设备,即可实现道路养护施工的流水化作业,并一次成型新路面,施工后的路面标高也与原有路面相同,机组构成见图2。
2.2 工艺流程
图3为就地热再生施工工艺流程。施工前,对旧沥青路面的病害进行维修,以提高原路面结构的稳定性。主要有:坑槽修补、唧浆病害开挖、横向排水盲沟的设置等。清除已修补裂缝的压缝带和压缝贴,铣刨并清理旧路面标线,清除旧路面反光道钉等。并对旧路面表面进行高压清扫,保证路面干燥清洁。

图2 就地热再生施工机组

图3 就地热再生施工工艺流程
2.2.1 再生剂掺量确定
本工程再生剂采用鞍山双城科技SZS再生剂,其能够补充旧沥青中缺少的芳香芬,有效恢复老化沥青性能,依托工程经验,本工程再生剂掺量为3%。
2.2.2 再生混合料级配确定
对旧料进行抽提筛分,结合鞍山森远SY-4500再生重铺机组施工经验,初步确定新料掺量为10%。经过计算调整后该掺量下新沥青混合料级配和合成级配如表1所示。
2.2.3 新沥青混合料的拌制及运输

表1 新料级配及合成级配
新沥青混合料生产之前检测沥青及集料各项技术指标,必须保证满足技术要求。拌和时沥青及集料由拌和站电脑控制计重,每盘料各个热料仓的矿料量、矿粉、沥青和拌和时间满足要求。拌和时,沥青加热温度控制在165~170℃,集料加热温度控制在190~220℃,混合料出厂温度控制在170~185℃之间。拌和过程及时检查沥青混合料的均匀性,避免出现花白或离析混合料。
沥青混合料运输运输车采用自卸卡车,装料前须对其进行彻底清洗,并涂刷1∶4植物油和水混合液。装料时,按照前、后、中的顺序装料,以减少沥青混合料的离析。此外,为了减少沥青混合料在运输和等待过程中的热量损失,须进行棉被或篷布覆盖车身,以防产生温度离析。
2.2.4 沥青路面加热
启动时,加热机前加热板后端位置放在选定的起步线上,待加热的路面开始轻微冒烟时则快速向前移动一个加热板的距离继续加热,如此继续逐步向前推进,加热机根据实际加热情况来回移动,确保路面的受热均匀。加热机操作时按照快退慢进的方式,在保证对沥青路面加热足够的同时还要防止局部路段重复加热时间过长而导致沥青老化,或者由于加热不够在铣刨时发生集料破碎造成级配控制困难。因此,在整个再生加热过程中应严格控制再生机组的加热温度,对沥青路面温度进行即实监测,根据监测温度即实调整加热机的加热强度、行走速度等施工参数。再生机组加热时,沿导向线(本工程为标线)行驶,两边横向加热宽度均超过再生施工宽度20cm,以保证再生面纵向接缝为热接缝。
在施工过程中,须确保各施工工艺温度,按照相关规范[3]要求,结合项目组就地风热再生施工经验,本工程各环节控制温度如表2所示。

表2 就地风热再生路面施工温度要求
2.2.5 新沥青混合料添加
卸料时,现场指挥加热机快速向前行驶加热,使铣刨机与复拌机留出一定距离,接着指挥运料车在超车道与铣刨机并排停下,然后退入施工的行车道内,并在复拌再生机前10~30cm处停车,不得撞击复拌机。卸料过程中,车顶棉被移开,待卸料完毕重新对混合料进行覆盖。
2.2.6 混合料摊铺机碾压
就地热再生施工碾压分为:初压、复压和终压。碾压方案见表3。

表3 就地热再生碾压方案
3 质量控制要点
目前国内进行沥青路面就地热再生施工时,质量问题更多存在施工期间[4],这是由于沥青路面就地热再生机组庞大,施工过程存在大量非均匀性。因此就地热再生工程除关注材料性能外,还应对施工设备、加热、碾压等过程加以检测和控制,尤其是对温度的控制,不同施工阶段的温度对施工应用效果均有不同的影响。结合江西泰井高速就地热再生实际工程,总结施工工程中存在的质量问题,建立针对各环节的沥青路面全过程质量控制方案。
3.1 新沥青混合料
每台施工设备在施工前对材料的选择必须严格进行质量控制,包括各组分的质量和各组分的基本性能,各种材料的使用应满足拌合的要求,整个加热拌合过程中要保持沥青混合料的性能稳定,无混合料离析以及发白等问题出现,且在新沥青混合料运输过程中需要棉被覆盖,减少热量的散失。
3.2 关键工艺温度控制
由于施工现场旧路面的加热温度、旧沥青混合料的铣刨温度、新沥青混合料的摊铺温度和碾压温度均会对路面施工质量产生影。为提高施工质量,一方面及时和现场技术人员进行沟通,就施工关键温度控制点进行详细说明;另一方面加强施工现场温度监控,出现异常温度应及时调整机组行进速度。如果遇到低温天气,可以通过降低机组行驶速度来弥补地表温度偏低的缺陷;如果路面内部存在大量水汽,采用第一台加热机较快循环往复以减少路面内部水汽。总之,施工过程中,整套机组尽量保持匀速行驶,地表温度、行驶速度与加热效果存在直接联系,施工过程必须通过即实调控来保证施工质量。
3.3 摊铺碾压
热再生沥青混凝土的再生碾压是交付应用前的最后一道工序,在施工应用中应注意以下几点:
(1)注意碾压温度,尤其是初压温度和终压温度,两者温度不宜相差太大,减少热量损失过快,碾压间距控制在30~50m。
(2)为防止碾压时胶轮粘轮,应在胶轮表面刷涂隔离剂。
(3)为避免拥包的出现,禁止掉头、突然停车。
(4)压路机的折回采用阶梯形行进。
为提高摊铺均匀性和避免集料破碎等现象,应在现场摊铺时,避免新沥青混合料结团和及时去除较大结团,同时安排合适的人工撒铺补料,根据就地热再生实际情况采取合适的碾压方式进行碾压。
3.4 质量检测
对就地热再生沥青混合料的各项性能进行测试,性能指标见表4,从表4看出,就地热再生沥青混合料的各项性能指标符合规范要求。同时,对就地热再生路面进行检测,具体结果见表5,其检测结果均满足规范的要求。
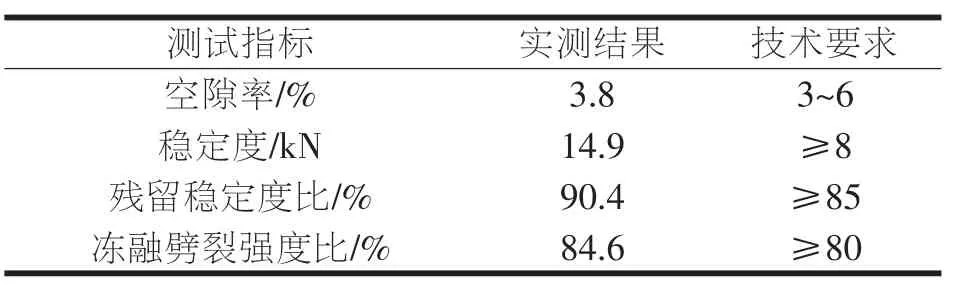
表4 就地热再生混合料性能测试结果

表5 就地热再生路面性能测试结果
4 结语
本文结合实际工程,对就地热再生技术施工工艺及质量控制进行系统的介绍及分析。现场施工质量控制主要对加热机行走速度与加热温度进行控制,及时检测路表温度,实时调整机组行进速度。现场摊铺应安排合适的人工撒铺补料,提高摊铺均匀性,碾压过程确保压路机的碾压遍数及碾压时机。通过后期及时的质量检测反应路面施工质量,以保证及时解决出现的问题。总之,在就地热再生施工过程中,必须要严格把控混合料拌和、现场施工及后期检测等环节,确保就地热再生施工质量。
[1]沈金安.沥青及沥青混合料路用性能[M].北京:人民交通出版社, 2001.
[2]张茂海.浅谈现场热再生技术在高速公路的应用[J].公路,2011,9: 23-25.
[3]JTG F41-2008,公路沥青路面再生技术规范[S].北京:人民交通出版社,2008.
[4]张清平.沥青路面现场热再生技术研究[D].长沙理工大学博士学位论文,2011.
猜你喜欢
建材发展导向(2022年23期)2022-12-22
车主之友(2022年4期)2022-08-27
建材发展导向(2022年12期)2022-08-19
建材发展导向(2021年14期)2021-08-23
科学与财富(2021年36期)2021-05-10
文苑(2020年8期)2020-09-09
工程与建设(2019年2期)2019-09-02
东坡赤壁诗词(2018年5期)2018-12-17
凿岩机械气动工具(2017年3期)2017-11-22
中国工程咨询(2016年12期)2016-01-29
