
氯气尾气吸收系统改造
2017-08-01 00:54:38冯利明黄健
氯碱工业 2017年5期
冯利明,黄健
(焦作煤业(集团)开元化工有限责任公司,河南 焦作 454006)
氯气尾气吸收系统改造
冯利明*,黄健
(焦作煤业(集团)开元化工有限责任公司,河南 焦作 454006)
氯气;尾气回收;节支降耗;环保
通过技术改造,将尾氯回收到氯气系统中,降低烧碱消耗,达到安全生产和环保达标排放的目的。改造后,系统运行平稳,每年可增加销售收入2 060 179.68元。
焦作煤业(集团)开元化工有限责任公司(以下简称“焦作开元”)离子膜法烧碱装置规模为20万t/a。其原尾氯处理系统为:尾氯进入到除害塔里,通过质量分数为14%~16%的烧碱溶液循环吸收,当取样分析在用次氯酸钠循环槽循环碱液质量分数不高于3%、有效氯不低于8%时,将次氯酸钠溶液输送至酸碱罐区待售,补充配制碱液至次氯酸钠循环槽到一定液位备用。由于2017年氯气价格持续在低价位徘徊,而折100%烧碱的价格在3 000元/t左右,为了降低烧碱自用量,增加企业销售收入,现对焦作开元原有尾氯处理系统进行了技术改造,将尾氯引至湿氯气过滤器出口,重新进入氯气干燥系统处理利用,回收氯气尾气,可有效减少吸收碱液消耗。
1 改造前的尾氯处理工艺
除害塔是采用碱泵对塔底的碱液(质量分数14%~16%, 由电解送来的32%烧碱溶液配制) 在次氯酸钠循环槽中以循环的方式吸收尾氯,吸收后的废气由塔顶风机排到大气中,碱液质量分数低于3%后外送次氯酸钠罐区,后续联系电解工段输送吸收碱液。除害塔处理的尾氯包括液氯充装时抽空泄压的氯气、电解阳极液排放罐内逸出的氯气、液化排污废氯气、氯气系统应急状态下安全阀排放出的废氯等。
该尾氯处理工艺存在问题如下:因为液氯充装时抽空泄压氯气、电解阳极液排放罐内逸出氯气浓度比较高,有时量也比较大,造成碱液消耗量大,据实际计量,每天可消耗质量分数15%的液碱15.7 m3。
为了降低烧碱消耗,针对尾氯来源不同和量大小,对原有尾氯处理系统分3步进行了改造。
1.1 改造前的工艺流程
改造前的工艺流程如图1所示。

图1 改造前的工艺流程简图Fig.1 Unimproved process flow diagram
1.2 改造第一步
通过查阅大量资料和与其他氯碱企业交流,大多数氯碱企业包装尾氯进入合成炉进行燃烧吸收制成合格盐酸外卖。但由于开元公司将部分氢气外卖和利用氢气锅炉燃烧氢气生产蒸汽自用,氢气产量不够用,所以决定不采用尾氯进入合成炉燃烧制酸,而是将包装尾氯送入到1#干燥塔进口处,经1#、2#干燥塔、干氯气过滤器和氯压机进入氯气系统重新液化包装,既可增加液氯产量,又能减少烧碱消耗。
图2为改造第一步简图。
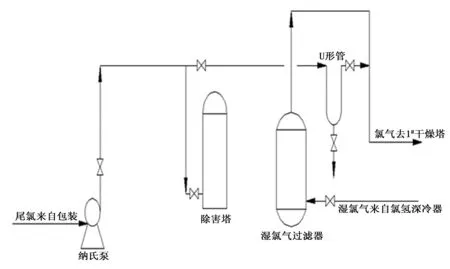
图2 改造第一步简图Fig.2 Diagram of the first step in improvement
1.3 改造第二步
电解槽开停车阳极液排入电解阳极液排放罐内,氯气干燥系统氯水排入电解阳极液排放罐内,电解氯酸盐分离器含氯淡盐水排入电解阳极液排放罐内,造成电解阳极液排放罐内逸出大量氯气,这部分氯气通常经电解废氯总管进入除害塔内,由质量分数为14%~16%的液碱吸收制成次氯酸钠溶液。经查阅相关技术资料,根据焦作开元氯气系统运行状况,现将这部分氯气进行技术改造,进入氯气干燥系统,经氯压机送到液化包装,既可增加液氯产量,又能减少烧碱消耗。
图3为改造第二步示意图。
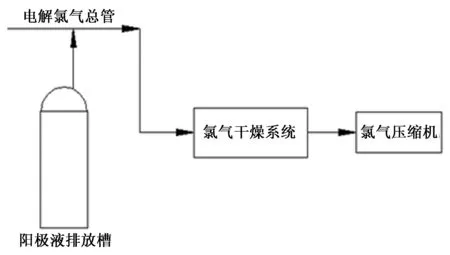
图3 改造第二步简图Fig.3 Diagram of the second step in improvement
2 改造效果
改造第一步完成后,根据焦作开元目前的生产情况,由3天消耗55 m3的15%液碱变为5天消耗55 m3的15%液碱。55 m3的15%液碱含烧碱量为10.81 t,烧碱价格按3 050元/t计算,每天改造前后吸收尾氯消耗的碱液价值减少为:
55×15%×1.31×3 050×(2÷15)=
4 395.05(元),
增加销售收入4 395.05元。
改造第二步完成后,根据焦作开元现在的生产情况,由3天消耗55 m3的15%液碱,变为8天消耗55 m3的15%液碱。55 m3的15%液碱含烧碱量为10.81 t,1 t烧碱按3 050元计算:每天改造前后吸收尾氯消耗的碱液价值减少约
55×15%×1.31×3 050×(5÷24)=
6 867.27 (元),
增加销售收入6 867.27元。
一年生产时间按300天计算,可增加销售收入:
6 867.27×300=2 060 179.68(元)。
3 结语
(1)进行第一步改造时,在未停车情况下进行,将氯压机前压力调成负压操作。
(2)在湿氯气过滤器出口预留口后加装PVDF阀门,增加DN100普通碳钢管道,与原废氯气进除害塔管道连接,同时在两管道连接处加玻璃钢U型管,防止湿氯气中的水分窜进废氯气管道,对普通碳钢管道造成腐蚀。
(3)第二步改造在系统停车检修时完成,利用DN80中PVC-U管道与氯气总管连接,V280罐体加装远传压力表、液位计。
改造以来,氯碱系统运行较为平稳,氯压机运行电流、压力等参数未见异常,另外,氯气重回系统中去,提高成品产量,降低了副产品次氯酸钠的生成量,提高了经济效益。
[1] 贾俊乐.事故氯气吸收系统的改造[J].氯碱工业,2016,52(4):16-18.
[2] 孙电宾.废氯气处理系统工艺改造[J].氯碱工业, 2016,52(4):16-18.
[3] 纪玉斌.氯气处理系统工艺和设备的改造[J].氯碱工业,2012,48(3):19-21.
[编辑:蔡春艳]
吉林30万t/a二氧化碳基生物降解塑料项目奠基
2017年4月19日,30万t/a二氧化碳基生物降解塑料项目在吉林化学工业循环经济示范园区举行了奠基仪式。
该项目是博大东方新型化工(吉林)有限公司投资建设的,总投资30亿元,占地面积18万m2。项目采用长春应化所聚碳酸烯丙酯(PPC)生物降解塑料第三代合成技术,该项科技成果具有国际领先水平,产业化后不仅为解决世界难题白色污染找到一个切实可行的方案,也为二氧化碳的有效利用找到了最佳途径和方法。
该项目以生产高分子二氧化碳基生物降解地膜为主,在多个省市进行了多种作物田间试验,2015年、2016年的试验数据显示,玉米、蔬果等大田作物增产5%~10%,经济作物增产10%以上,农作物增产增收效果明显,已具备大面积推广和使用条件。
Reconstruction of chlorine gas absorption system
FENGLiming,HUANGJian
(Jiaozuo Coal Industry (Group) Kaiyuan Chemical Co., Ltd., Jiaozuo 454006, China)
chlorine gas; gas recovery; expense reduction; environmental protection
Through technical transformation, the tail chlorine was recovered to the chlorine gas system, thus reducing the consumption of caustic soda and achieving the goal of safe production and meeting the emission standard. After the transformation, the system run smoothly, and annual sales revenue increased by 2 060 179.68 yuan.
冯利明(1972—),男,工程师,从事氯碱工艺技术管理工作。
2017-02-02
TQ028.2
B
1008-133X(2017)05-0023-03
猜你喜欢
氯碱工业(2022年4期)2023-01-15 20:41:12
氯碱工业(2022年6期)2022-11-21 01:41:32
中国地市报人(2022年7期)2022-07-21 07:33:58
中国氯碱(2021年10期)2021-12-21 06:18:04
中国特种设备安全(2021年2期)2021-07-21 08:48:02
中国氯碱(2018年6期)2018-07-27 02:50:30
大众文艺(2017年18期)2017-10-13 05:42:16
中国卫生(2016年7期)2016-11-13 01:06:26
中国氯碱(2014年8期)2014-02-28 01:04:48
表面工程与再制造(2014年2期)2014-02-27 06:45:29
