
国产大型离心式2H-2/10600型氯气压缩机在离子膜法烧碱装置中的应用
2017-08-01 00:54:38郭彬刘光杰崔增平王建华张明王学权郝天亮李俊平张刘平李宁尹彦荣
氯碱工业 2017年5期
郭彬,刘光杰,崔增平,王建华,张明,王学权,郝天亮,李俊平,张刘平,李宁,尹彦荣
(内蒙古鄂尔多斯市君正能源化工有限公司,内蒙古 乌海 016000)
【氯氢处理】
国产大型离心式2H-2/10600型氯气压缩机在离子膜法烧碱装置中的应用
郭彬*,刘光杰,崔增平,王建华,张明,王学权,郝天亮,李俊平,张刘平,李宁,尹彦荣
(内蒙古鄂尔多斯市君正能源化工有限公司,内蒙古 乌海 016000)
氯气压缩机;工艺设计;性能对比
介绍了内蒙古鄂尔多斯市君正能源化工有限公司新增国产大型离心式2H-2/10600型氯气压缩机组的设计、应用。与正在使用的进口某品牌氯气压缩机的工艺设计、性能、运行费用进行对比,说明国产氯压机具有投资费用低、备件价格低、维护周期短、便捷等优势。
内蒙古鄂尔多斯市君正能源化工有限公司(以下简称“鄂尔多斯君正”)现有离子膜法烧碱项目生产规模分别为32万t/a和24万t/a。烧碱装置使用的氯气压缩机为某进口品牌离心式三级压缩机。由于氯气压缩机单台无备机,且进口机组的备件及维护保养费用昂贵、供货周期长、氯气中间冷却器易泄漏等问题影响烧碱装置的稳定、连续生产[1]。鄂尔多斯君正于2016年技改中新增1台国产大型离心式2H-2/10600型氯气压缩机,与进口机组进行互为备用,并于10月检修开车时完成机组的投用,各项运行性能指标良好。
国产氯气压缩机组投用后,有效地避免了氯气压缩机在生产异常情况及检维修时,对系统造成的不利影响,保证了系统连续稳定运行。2H-2/10600型机组是目前行业内最大的国产离心式氯气压缩机组,机组的顺利开车也为国产大型氯气压缩机的制造和应用提供了数据积累。
1 新增国产大型离心式2H-2/10600型氯气压缩机的工艺设计
1.1 氯气压缩机的选型
鄂尔多斯君正新增国产氯压机为国产2H-2/10600型氯气压缩机组,设计流量为10 600 m3/h,出口压力0.28 MPa,冷却后出口温度低于45 ℃。机组最小流量喘振值7 420 m3/h,临界转速3.2 kr/min、21 kr/min。
机组采用单缸二段结构,增速器采用平行轴增速器驱动。使用膜片式联轴节与主机联接,额定转速为10.109 kr/min,额定轴功率为680 kW,电动机功率为900 kW。
轴承的设计上,径向轴承为5块可倾瓦式轴承,推力轴承为两面各8块瓦的米式止推轴承, 带有自动调心功能。采用喷油直接润滑方式[2]。
密封的设计上,叶轮的口环和级间密封为迷宫密封。轴端密封为带充抽气式的三腔迷宫式梳齿密封。第1腔平衡缸体两端气体压力,平衡后回缸体内部;第2腔为抽气,抽出的混合气体去事故氯的处理;第3腔为注气,注入密封用氮气,注气压力用差压变送器控制在比平衡腔压力高12~15 kPa。该密封能控制无氯气外泄,且机组投用后密封效果良好,事故氯消耗的质量分数32%的烧碱为46~48 t[3]。
1.2 压缩工艺和氯气冷却系统
鄂尔多斯君正原有进口某品牌氯气压缩机压缩工艺采用三级压缩三级冷却的形式,出口设计压力为0.35 MPa,但满负荷运行时三级出口氯气压力为:
一级出口压力37~38 kPa;
二级出口压力98~100 kPa;
三级出口压力165 kPa。
三级压缩的工艺设计存在一级出口氯气压力较低的缺陷,从而导致一级冷却水进水压力小于氯气压力,以防止冷却水进入机组。压缩机二级出口氯气过高是制约夏季高温季节机组稳定生产的难题;同时因为进水压力过低,一级冷却器易堵塞,导致恶性循环引起的冷却器泄漏事故。
鄂尔多斯君正的氯气液化工艺为低温低压法,压缩机出口压力保证在160 kPa左右即可满足生产;所以在新增国产氯气压缩机技改项目立项时对氯气压缩工艺进行了优化,将新增国产机组的设计出口压力降低至0.25 MPa,采用二级压缩、二级冷却的压缩工艺,一级氯气冷却器的冷却水进水压力可提高到60 kPa左右,有效克服了一级出口氯气压力低导致一级冷却器进水压力小的瓶颈问题,减少冷却器泄漏事故[4]。
机组投用后二级出口氯气压力为:
一级出口氯气压力58 kPa;
二级出口氯气压力160 kPa。
为防止冷却器泄漏导致冷却水进入机组,冷却系统设计上采用无压回水,且在冷却器水侧(管程)采用碳钢水冷器专用防腐涂料进行防腐处理,延长冷却器使用寿命[5]。同时,国产和进口品牌氯压机机组的原设计氯气冷却介质均为公用循环水,因循环水含泥量高、水质差,易导致冷却器堵塞。通过技术改造将循环水冷却形式改成闭式纯水循环冷却方式,并加入缓释药剂调节循环纯水pH值,有效解决了行业内普遍存在的氯压机压缩后氯气温度高的瓶颈难题。
1.3 油润滑系统
机组设计的润滑油为46#涡轮机循环油。润滑油循环系统由集装式油站、高位油槽及润滑油管道组成。油站由油箱、2台离心式油泵、油冷器、双筒油过滤器及油温、油压监控仪表组装而成。油箱带有自动电加热装置,并设有充氮气保护,氮气耗量小于5 m3/d。
为保证油润滑系统的安全运行,工艺设计时2台油泵互为主、辅油泵,辅油泵在油压小于设定值或主油泵故障时启动,确保润滑油的供给,油压低压设定值连锁停主机。油过滤器的过滤精度为10 μm,设有连续切换阀,在线切换时压力波动小。润滑油系统设有高位油箱,在全厂失电等事故跳车后可提供油的时间不少于5 min,确保机组停止转动前的润滑。
1.4 防喘振控制系统
防喘振控制系统采用了回流阀和防喘振阀双旁路回流调节的方式,通过回流阀调节压缩机出口流量防机组喘振[6]。当出口总管流量低于设定值的80%时,防喘振阀开始逐渐打开进行调节,低于设定值的70%时防喘振阀全开并报警。流量的调节范围为总流量的60%~110%。回流阀和防喘振阀双旁路回流调节的方式,有利于烧碱系统开车的氯气、氢气总管压力的调节,减少开车的事故氯系统负荷和耗碱,降低了系统开车低负荷时工艺调整难度。
原进口品牌的压缩机机组喘振流量设定值为5 900 m3/h,出口氯气流量值小于设定值时,压缩机的PLC系统强制打开回流阀进行流量调节。系统开车低负荷时,氯气流量低于喘振流量设定值时回流阀自动打开,导致开车期间氯气总管的压力波动大,工艺调整难度上升[7]。
1.5 干氯气含水的监控
氯气冷却器泄漏是氯气压缩机常见故障,氯气含水超标对压缩机组的转子和密封的损坏极为严重、不可逆,所以对干氯气含水指标的监控尤为重要。为实时监控干氯气含水,及时发现异常,第一时间停机检查,技改项目时新增1台氯气含水在线分析仪与原进口压缩机机组在线分析仪现场对比、参照。监控干氯气含水质量分数小于0.005%,当氯气含水大于设定值0.015%时连锁停机。
1.6 氯气压缩机组的调节和连锁设计
为保证机组安全、稳定运行,在润滑油系统、密封气压力调节和机组机械性能监控均设计有自控程序和连锁。例如油箱液位控制为油箱高度的2/3~3/4,当液位小于1/2时,主机不能启动,运行中当液位小于1/2时,仪表报警;油高位槽液位开关低报时,不允许启动主机;压缩机组的正常供油压力为0.33 MPa(机组进油压力为0.15~0.18 MPa即可),由油压调节阀自控调节。当油压降至0.17 MPa时报警,并启动备用油泵补压,降至0.14 MPa时主机连锁停机;油温控制上,当供油温度低于25 ℃时,主机不能启动。
氮气密封气压力通过一次氮气压力调节阀稳定至100 kPa,再通过二次氮气压力调节阀调节进机组的氮气与泄漏氯气的压差在12~15 kPa,既防止氯气外泄又防止梳齿受压损坏,且保证合理的氮气用量。当密封气压力小于2 kPa时,仪表报警。
在压缩机组的机械性能监控方面,机组设计有测温、测振及测位移的探头,对电动机的绕组温度和轴承温度、增速器的轴承瓦块温度及主机的轴承瓦块温度、振动值和轴位移进行在线实时监控。在出现各轴承瓦块温度超过115 ℃、主机轴位移大于0.5 mm、主机轴瓦轴承振动大于50 μm或电动机绕组温度超过135 ℃等任何一种故障影响机组安全运行的情况时,连锁停机。连锁设计明细如表1所示。
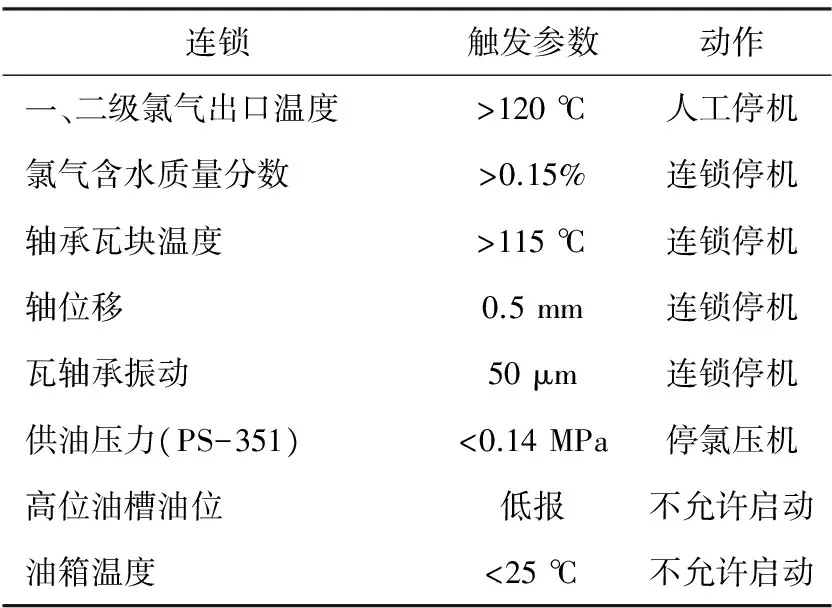
表1 连锁设计明细Table 1 Interlock design details
2 国产氯压机与进口氯压机运行性能及经济性比较
2.1 运行性能对比
国产氯压机已投用满负荷生产运行3个月,各项工艺控制参数平稳。系统满负荷生产时,出口氯气流量在9 270 m3/h以上,吸气压力稳定在6~6.5 kPa,排气压力控制平稳150 kPa以上,达到项目设计值。氯压机的一级压缩出口氯气温度平均在54 ℃左右,二级出口氯气温度在93~102 ℃。期间,因循环水水质较差,一级冷却器逐渐堵塞,二级出口氯气温度持续上涨,通过投用纯水密闭循环冷却改造得到了有效的解决。
国产2H-2/10600型氯气压缩机在工艺参数控制方面与进口氯压机性能参数相近,完全满足24万t/a离子膜烧碱装置满负荷生产使用的要求。
在机械性能方面,国产氯压机主机的前、后轴振轴承振动在4.3~13.5 μm,轴承温度在47~65 ℃,轴位移数值0.022 μm,增速箱轴承的温度在50~55 ℃;机组电动机绕组温度在103~110 ℃,前后轴轴承温度保持在42~46 ℃。相比同生产负荷下鄂尔多斯君正原有的进口氯压机运行机械性能参数,2套机组的运行状况都很好。
氯压机机械密封的优劣可以通过事故氯气处理装置的月均碱液消耗量进行衡量,国产氯压机原在系统满负荷生产时事故氯装置的换碱周期均在25~30天左右,每月消耗量质量分数32的烧碱46~48 t。而进口品牌氯压机满负荷运行时事故氯装置的换碱周期均在15天左右,每月消耗量质量分数32的烧碱78~90 t。事故氯装置的耗碱,说明国产氯压机的机械密封良好、氯气泄漏量小于进口氯压机。
国产氯压机和进口氯压机运行性能参数对比如表2所示。

表2 国产氯压机和进口氯压机运行性能参数对比表Table 2 Operation performance parameters comparison between domestic compressor and imported one
2.2 经济性对比
2.2.1 设备购置和安装投入费用
成套国产氯气压缩机机组设备购置费用共计为300万元左右(含润滑油系统及2台氯气冷却器),而鄂尔多斯进口的氯压机设备购置费用高达1 200万元且不含3台氯气冷却器。在基建设备购置投入上,国产氯压机价格低廉,一次性投资占有绝对优势。
鄂尔多斯君正在新增国产氯气压缩机时,经过计算和探讨后将三级氯气压缩工艺优化成二级压缩,在厂房土建和配管安装上的费用也节省很多。
2.2.2 运行维护费用对比
因国产氯压机和进口氯压机的增速箱设计不同,国产氯压机的主电动机功率900 kW,运行电流在50~51 A,油泵电动机功率11 kW,总功率约730 kW,生产1 t烧碱耗电约23.78 kW·h;而进口氯压机电动机功率830 kW,运行电流45~47A,运行功率为640 kW,生产1 t烧碱耗电约20.85 kW·h。鄂尔多斯君正所在地区电费按0.34元/(kW·h)折算,24万t/a离子膜生产负荷下国产氯压机耗电费用较进口氯压机每年仅高出23.8万元。
2.2.3 事故氯耗碱费用对比
统计鄂尔多斯君正自2016年10月投用国产氯压机后6个月的事故氯装置,总消耗质量分数32%的烧碱共计413 t。而进口品牌氯压机满负荷运行时事故氯装置的换碱周期均在15天左右,每月消耗质量分数32%的烧碱78~90 t,2015年全年事故氯装置共计消耗32%烧碱1 224 t。每年国产氯压机的事故氯装置耗碱量比进口氯压机少约400 t,在自用碱费用节约13万元,同时减轻了公司在副产品次氯酸钠的销售压力。
2.2.4 维保、大修费用
国产氯压机在设备备件耗材费用远低于进口氯压机。例如进口氯压机的一套轴端密封价格就高达80多万元,且备件的到货周期一般在3个月以上。在维保、大修的费用上,国产氯压机的费用要远低于进口氯压机,周期短,对生产造成的不利影响减小。而且进口氯压机对氮气的要求相对较高,须定期对氮气精密过滤器进行更换,一套精密过滤器的采购价格在8 000元以上。但鄂尔多斯君正的氮气质量完全满足国产氯压机的使用要求,项目未设计氮气精密过滤器,减少机组日常维保的费用。
3 结语
鄂尔多斯君正新增国产氯压机运行至今稳定,与原有进口氯压机互为备用,确保了生产的连续稳定。且基于国产氯压机的投资费用低、备件价格低、维护周期短、便捷等优势,项目的持续经济效益客观,彻底解决鄂尔多斯君正离子膜法烧碱装置单台氯压机无备机的潜在生产隐患,国产大型离心式2H-2/10600型氯气压缩机在鄂尔多斯君正的离子膜法烧碱装置中得到很好的应用。
[1] 王德祥,宁振超,司志坦.氯气压缩机运行管理[J].氯碱工业,2015,52(6):39-41.
[2] 朱建兵,万燃.西门子3k氯气压缩机在化工行业的应用[J].中国化工贸易,2011(8):135-136.
[3] 裘雪玲.迷宫密封的密封机理研究[J].化工装备技术,2010,31(2):34-36.
[4] 李嫚,徐斌,王旭.氯气压缩机振动原因及处理措施[J].氯碱工业,2015,51(11):36-37.
[5] 张志才,郭小川,赵波,等.不同黏度等级润滑油在柴油发动机上的对比试验[J].后勤工程学院学报,2014,30(5):41-46.
[6] 谢丹丹,郭新忠,许书明.气相色谱仪法分析氯气中氢气、氧气和二氧化碳的含量[J].氯碱工业,2015,51(12):40-42.
[7] 尹聪,甄兴源.烧碱系统运行中氯气和氢气压力的控制[J].氯碱工业,2014,50(3):21-24.
[编辑:蔡春艳]
Application of domestic 2H-2/10600 type of large centrifugal chlorine compressorin ion-exchange membrane caustic soda unit
GUOBin,LIUGuangjie,CUIZengping,WANGJianhua,ZHANGMing,WANGXuequan,HAOTianliang,LIJunping,ZHANGLiuping,LINing,YINYanrong
(Erdos Junzheng Energy Chemical Co. Ltd., Wuhai 016000, China)
chlorine compressor; process design; performance comparison
The design and application of domestic 2H-2/10600 type of large centrifugal chlorine compressor which was newly added in Erdos Junzheng Energy Chemical Co. Ltd. was introduced. The compressor was compared with an imported one in aspects of process design, performance and operating cost. The domestic compressor had the advantages of low investment, low spare parts price, short-period and convenient maintenance, and so on.
郭彬(1970—),男,副总工程师,2003年毕业于北京化工大学,现于内蒙古鄂尔多斯市君正能源化工有限公司负责25万t/a烧碱及20万t/a氯碱生产项目。
2017-02-02
TQ028.2
B
1008-133X(2017)05-0019-04
猜你喜欢
建材发展导向(2023年4期)2023-03-14 07:20:04
中国氯碱(2021年10期)2021-12-21 06:18:04
中国特种设备安全(2021年2期)2021-07-21 08:48:02
中学生数理化·高一版(2020年2期)2020-04-21 07:42:08
国际木业(2016年2期)2016-12-01 05:04:17
压缩机技术(2014年5期)2014-02-28 21:28:23
中国氯碱(2014年11期)2014-02-28 01:05:04
中国氯碱(2014年8期)2014-02-28 01:04:48
中国氯碱(2014年8期)2014-02-28 01:04:47
中国氯碱(2014年8期)2014-02-28 01:04:45
