
浅谈百花滩电厂2号机组自主A修中的以变应检
2017-07-31 21:07韩玉力
水电站机电技术 2017年2期
韩玉力
(中广核洪雅百花滩水力发电有限公司,四川眉山620360)
浅谈百花滩电厂2号机组自主A修中的以变应检
韩玉力
(中广核洪雅百花滩水力发电有限公司,四川眉山620360)
主要介绍百花滩电厂2号机组自主A修为应对检修前、中、后的问题,在工作方法和技术上的一些改进。
自主A修;新材料;先进工器具;工作方法;小改造;加工厂家
0 引言
百花滩电厂位于四川省洪雅县,装机容量3× 40 MW,水轮机型号ZZJK508-LH-540,发电机型号SF40-52/7800。
为响应公司降本增效的号召,电厂机组年度检修工作逐步由外委检修过渡为自主检修,由自主C修过渡到此次2号机组的首次自主A修。由于是自主检修,参检人员都肩负满满的责任感,在工作方法、材料和工器具的应用等方面都较以往有不少的改变,而所有改变都是为应对检修前存在的问题、检修中发现的问题,同时更好的解决检修后可能会出现的问题,目的均在于提升工作效率、提高检修质量、确保工作安全和设备健康水平。
1 新型材料的应用
(1)转轮叶片密封由橡胶材质改进为聚氨酯材质
原叶片密封采用橡胶材质,安装后保压试验时易出现泄漏,需多次增加垫片加大压缩量保证其密封的严密性,但由于橡胶耐磨性能较差,后期老化、磨损易造成渗漏油污染河道,缩短机组A修周期。现采用的聚氨酯密封,安装后未加垫片,保压试验一次成功,其耐磨性能和抗老化能力也比橡胶密封大幅提升。
(2)导叶中轴套由聚四氟乙烯材质改进为FZ-2复合轴套
前期的检修中拆开导叶中轴套未曾发现有完整件,因导叶中轴套主要作用于导叶轴线定位,轴套磨损后与轴颈产生间隙,将一定程度影响导叶立面间隙。现导叶中轴套已全部更换成FZ-2复合轴套,其良好的自润滑性能和抗磨损性能,能有效提高使用寿命。
(3)导叶上轴套由尼龙材质改进为FZ-2复合轴套
尼龙材质虽耐磨性能满足要求,但其有遇水膨胀的特性,可能造成轴颈抱死,使剪断销剪断。另由于上轴套和导叶套筒为过盈配合,拆卸和安装都较为费时费力。现已将上轴套更换为FZ-2复合轴套,提高了耐磨性能,并通过结构上的技术改进,将轴套嵌入加装的基座中,不仅减少了后期的更换成本,而且更换工作更加方便。
2 先进工器具的使用
机组A级检修所有部件都将进行拆卸和回装工序,涉及大型螺栓的拆卸和把合工作量特别大。以往在拆卸或把紧大型螺栓时,都是人工采用大锤打或游锤撞击专用扳手的方式,不仅耗费大量的人力和时间,而且螺栓的紧固力不明确、不一致,更重要的是工作时存在很多不安全因素。
此次2号机组A修工作中的大型螺栓(连轴螺栓、上下机架螺栓、内外顶盖螺栓等),均采用进口液压扳手进行拆卸和把紧。以往需要臂力大的工作人员轮番上阵,现在仅需两三人即可轻松完成,并且根据螺栓的材质和螺径,设定所需的紧固扭矩,不仅实现了重要螺栓的扭矩管理,检修人员的劳动强度和安全风险也大大降低。
3 工作方法的改进
2号机组A修工作中,下机架的拆吊和回装是一项重大项目。下机架由中心体和8个支臂组成,直径8 120 mm,重约50 t。由于下机架直径比定子内径(7 280 mm)大,下机架需拆卸5个支臂后才能吊出或吊入。
下机架示意图见图1(支臂标注是为区分吊装先后顺序):
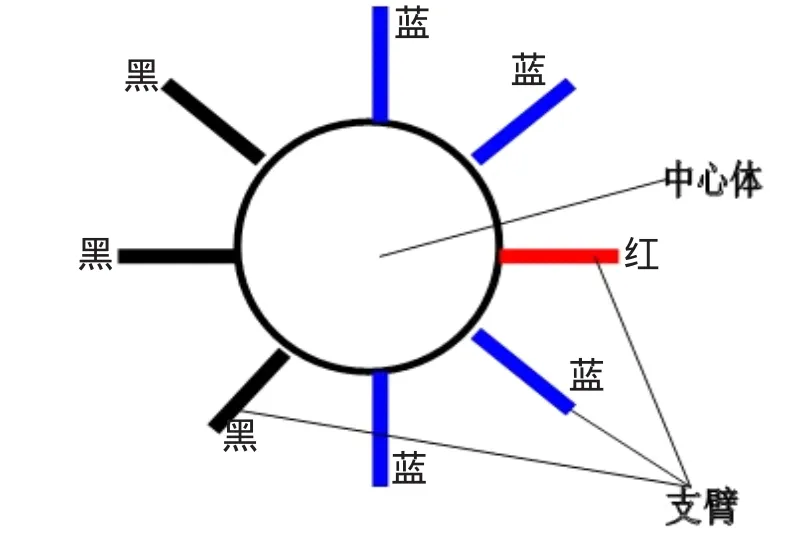
图1 下机架示意图
前期百花滩电厂机组外委A修中,检修单位均采用先拆吊4个支臂(蓝色),一侧剩留3个支臂(黑色),对侧剩留1个支臂(红色),然后用钢绳捆绑中心体,用桥机一个吊钩承重,再用手拉葫芦在定子机座上找吊点将红色支臂拖拽进定子下方,腾出足够的空间后,下机架剩余部分才可顺利吊出,最后再用桥机吊出红色支臂。吊入回装过程相反。此方法主要存在以下弊端:一是对红色支臂进行拖拽时,由于空间受限,操作相当困难,且支臂上的风闸座离定子绕组下端仅几厘米,拖拽过程中极易发生碰撞损伤定子绕组。二是用桥机一个吊钩进行吊装作业,剩余3个支臂和中心体吊装重心偏移,起吊过程中易发生倾斜,必须在支臂侧用手拉葫芦辅助拖拽,但都不能有效调整好下机架的水平,特别给回装带来一定难度。
为规避以往的风险,检修组通过现场研究讨论,制定采用了一套合理的吊装方案。具体如下:
(1)拆吊4个蓝色支臂;
(2)架设2根150 mm厚壁无缝钢管在红色支臂侧的内顶盖筋板上,上端用32T螺杆千斤顶顶紧下机架中心体底部;
(3)用桥机拆吊红色支臂;
(4)用一组钢绳将千斤顶侧的中心体挂装在桥机下游侧吊钩,并操作吊钩使钢绳受力;
(5)用另一组钢绳将3个支臂挂装在桥机上游侧吊钩,操作吊钩使钢绳略受力;
(6)拆除2根支撑柱,拆除剩余3个支臂的地脚螺丝;
(7)缓慢起升支臂侧的吊钩,使支臂脱离基础板,通过2个吊钩调整吊装水平后将吊钩并车保持同步;
(8)调整好吊装中心,使下机架各方向与定子内圈保持安全距离后,将下机架吊出;
(9)吊入工序与吊出相反。
此方案经实施达到预期效果,有效避免了以往下机架吊装工作中存在安全风险,并且吊装工期也有所缩短。
4 大修中的小改造
(1)推力油槽底环加工放油孔
推力油槽底环与油槽底板和挡油筒连接后,形成一个深约40 mm,宽度约200 mm的环形凹槽,内部的积油由于空间受限无法清理干净,工作人员在拆卸推力挡油筒时,常被透平油淋湿一身。为解决后期检修时存在的类似情况,拆卸底环后加工了一个放油孔,以后拆卸推力挡油筒前只需打开放油孔堵头,即可排除凹槽内的积油。
(2)推力油槽底环加工顶丝孔
为保证推力油槽底环与油槽底板和挡油筒连接的严密性,通常在安装时涂抹大量密封胶,造成拆卸时把合螺栓松开后,连接面因密封胶的粘附无法分离,需焊接工件用葫芦拉开或者用千斤顶顶开。通过此次检修,分别在油槽底环内、外连接法兰面加工了4个顶丝孔,后期检修将大大提高工作效率。
(3)导叶接力器锁定油管路和过速限制器油管路改造
导叶接力器锁定油管路和过速限制器油管路均采用紫铜管,端部使用扩口式管接头连接。因检修拆装和油压的冲击振动,铜管端部扩口处产生磨损和裂纹,运行中易出现渗漏油和接头处爆裂漏油。百花滩电厂就曾发生过两起锁定油管接头爆裂漏油事件。针对以上情况,经考察市场,通过此次检修现已将油管全部更换为高压橡胶管。高压橡胶管相比紫铜管不仅承压能力高,而且长管路拆装后便于存放,不会像紫铜管发生弯折变形。
(4)导叶接力器排油管路改造
导叶接力器排油管路安装设计为钢管硬连接,大修吊装导叶接力器由于空间位置受限,吊装时不可避免的碰撞会造成管路变形。由于接力器底部空间狭小,给管路回装时的整形和连接造成较大难度,管路接头略有连接不到位,则导叶接力器充油后管路发生泄漏。通过此次检修,将导叶接力器底部的排油管路更换成了高压橡胶管,且阀门由原来的普通高压截止阀更换成高压针型阀,不仅使后期的检修工作拆装方便省时,且高压针型阀比截止阀密封性能更优,避免阀门渗漏油量大造成漏油装置频繁启动。
5 返厂件加工厂家的优选
前期机组检修的部件返厂加工修复均在主机制造厂(乐山东风电机厂)进行,但由于东风厂体制原因,加工周期远高于预期,严重影响机组检修进度。在2号机组A修前期,分公司安生部组织考察了德阳几家具有技术实力的单位,在其具备百花滩机组各部件加工图的前提下进行了优选。最终,2号机组叶片裂纹修复由德阳新丰公司完成,其余部件加工修复均由时代东科公司完成。实践证明,这两家公司均能按照电厂要求完成,比东风厂所需的工期大大缩短,且性能和质量更优。
6 结语
通过此次自主A级检修,检修人员熟悉掌握了设备的结构、特性,技能得到了很大提升。更重要的是,“自主”让参检人员主人翁精神得到充分发扬,面对相同的工作不再一成不变,而是敢于通过改变、创新来解决问题,提升工作效率、工作安全和设备健康,在以后的检修工作中,新技术、新材料等的应用将成为常态。
TV738
B
1672-5387(2017)02-0023-03
10.13599/j.cnki.11-5130.2017.02.007
2016-09-07
韩玉力(1981-),男,工程师,从事水电站机械设备检修工作。
猜你喜欢
山西冶金(2020年3期)2020-07-15
黑龙江电力(2020年6期)2020-03-17
锻造与冲压(2019年7期)2019-04-13
水电站机电技术(2019年1期)2019-01-22
山西冶金(2017年6期)2018-01-17
水利规划与设计(2017年8期)2017-12-20
快乐语文(2017年25期)2017-02-17
水利科技与经济(2016年2期)2016-04-21
铸造设备与工艺(2015年3期)2015-07-11
中国质量监管(2015年12期)2015-03-24
