
宽厚板生产过程中冷却均匀性的研究与应用
2017-07-31 19:17:08吕游
山西冶金 2017年3期
吕游
(山钢集团莱芜分公司宽厚板事业部, 山东 莱芜 271104)
生产实践·应用技术
宽厚板生产过程中冷却均匀性的研究与应用
吕游
(山钢集团莱芜分公司宽厚板事业部, 山东 莱芜 271104)
针对水冷钢板冷后板形合格率展开研究,分析主要原因是钢板纵向、横向等不同方向冷却不均。通过采取头尾遮挡、辊道微加速控制、边部遮挡等措施,提高了板形合格率,同时组织性能也得到了改善。
头尾遮挡 边部遮挡 冷却均匀性
山钢集团莱芜分公司(以下简称莱钢)4 300 mm宽厚板生产线采用的是MULPIC(Multi Purpose Interrupted Cooling)冷却系统,其具有适应性广、实现在线快速冷却(ACC)的能力、直接淬火(DQ)功能[1]。随着莱钢4 300 mm宽厚板产品结构调整及成分优化,水冷钢板的比例逐渐加大,特别是ACC模式,而水冷钢板板型不合比例较大的问题也逐渐暴露出来,2015年平均ACC水冷板型一次合格率为95.35%。板型不合的水冷钢板需经过矫直、热处理等工序修复,增加了工序成本,且修复后部分钢板降级、改现货处理,造成质量成本增加,年直接经济损失300余万元。
1 钢板冷后板型缺陷的原因分析
造成水冷钢板板型不合的根本原因是冷却不均匀,主要受设备、自动化控制、工艺等方面的影响造成钢板冷后在厚度、宽度、长度方向上冷却不均,继而造成板型缺陷。在莱钢4 300 mm宽厚板生产线主要体现在:第一,MULPIC大小流量蝶型调节阀的精度控制方面存在响应速度慢;第二,头尾遮挡的功能不能完全发挥导致钢板长度方向冷却不均,同时钢板物料跟踪存在偏差;第三,边部遮挡控制精度相对较低,而且自动功能不稳定;第四,工艺方面模型水比不合适等情况。图1是钢板在水冷过程中经常出现的在厚度、长度、宽度方向上冷后不均导致的板型缺陷。
图2是钢板水冷后钢板头尾温度变化曲线,从图2可以看出,一块钢板经MULPIC水冷后,钢板头尾温度明显比钢板中部偏低,这样就会造成钢板冷却一段时间后,头尾板型因温度低过冷变形,并且在水冷过程中由于头尾冷后温度低,内部组织也会存在波动,最终导致板型和性能不稳定。
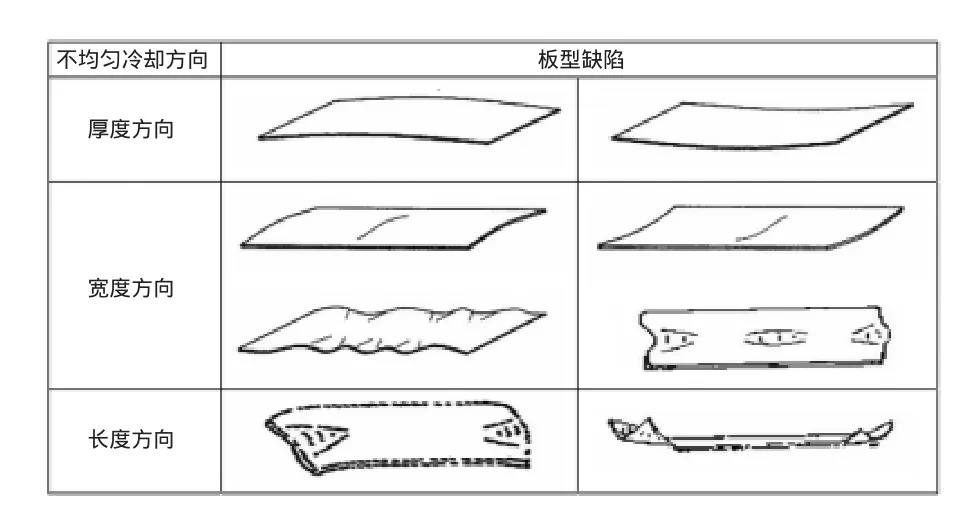
图1 冷后板型不均板形示意图
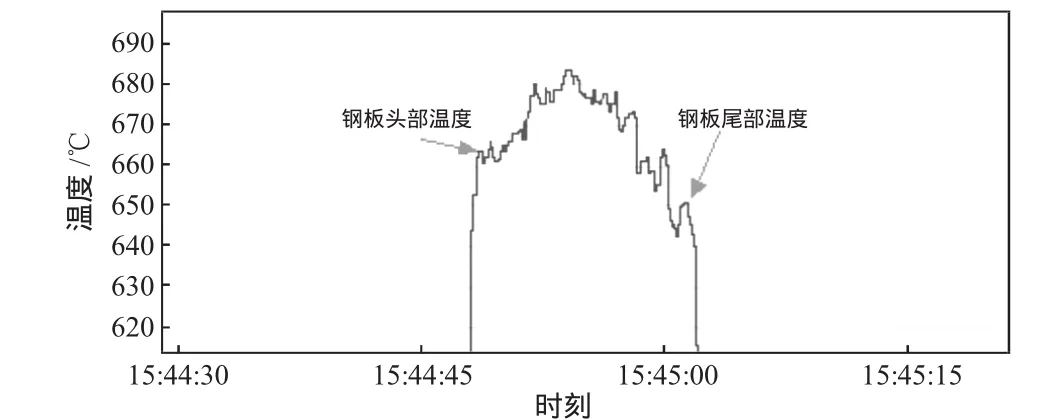
图2 钢板水冷后钢板头尾温度变化曲线
2 冷后板型均匀性控制措施
2.1 钢板长度方向冷后均匀性控制
以莱钢4 300 mm宽厚板为例,主要通过采用头尾遮挡功能与头尾微加速控制,来降低钢板头尾部与钢板中部的温差。
2.1.1 头尾遮挡功能
由于钢板头尾部温度较中部温度低,需要对钢板中部大水量冷却,头尾部小水量冷却;同时,冷却中部的水流要经由钢板边部和头尾部流出,为减少头尾冷却水的流量,优化头尾遮挡功能。优化头尾遮挡功能是在二级PRT表或HMI画面上均可调整遮挡长度和遮挡量,并把默认遮挡长度由1 500 mm调和到6 000 mm,改善头尾过冷问题。图3为头尾遮挡功能示意图。
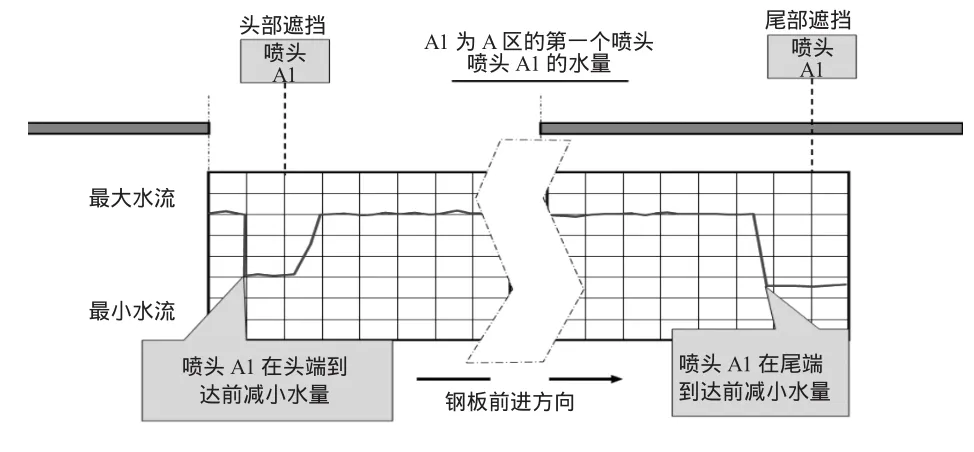
图3 头尾遮挡功能示意图
2.1.2 头尾微加速控制
钢板进入MULPIC冷却设备时,必定是头部先进入,同时受钢板长度与辊道运行速度的影响,钢板的尾部会在空气中冷却一会,这样就在钢板长度方向上存在钢温梯度[2]。为了使钢板能够均匀一致的纵向冷却,根据钢种、规格对水的灵敏性优化,头尾加速度参数进行调整,即钢板在MULPIC里面是一个加速前进的过程,速度曲线呈线性加速曲线。例如:钢板开冷温度880℃,中冷温度200℃,冷速9 ℃/s,钢板长度18 m。根据“头高尾低”的温度梯度情况,调整模型头尾加速度,V头=18/[(900-200)/9]= 0.231 m/s、V尾=18/[(850-200)/9]=0.246 m/s
通过优化钢板头尾为加速功能,可以有效减少或者消除这种温度梯度,具体原理如图4所示。

图4 头尾微加速控制原理图
2.2 钢板宽度方向均匀性控制
同头尾遮挡一个原理,钢板边部温度较芯部温度低,需要对边部小水量冷却;同时,冷却中部的水流要经由钢板边部流出,为确保钢板边部不过冷,通过对水凸度和边部遮挡进行优化控制[3]。
2.2.1 水凸度控制
莱钢4 300 mm宽厚板的MULPIC系统上集管配有‘水凸度’设计。根据钢板热成像呈现出来的钢板横向温度偏差,不断对‘水凸度’进行优化,使钢板宽度方向横断面的水流分配实现调整[4](见图5)。当“水凸度”平衡阀开度100%,在集管的整个宽度断面上水流分配是平的直线。当“水凸度”平衡阀被关闭(0%的曲线),边部的水流是零。通过调整‘水凸度’平衡阀,边部水流量能在0%到100%间变化。

图5 水凸度控制示意图
2.2.2 边部遮挡
边部遮挡是在MULPIC两侧安装可以沿钢板横向移动的挡板。自投产以来一直使用手动模式,精度以及对中性不能很好地发挥,通过开发边部遮挡自动模式,不仅降低了宽度方向上的冷却不均程度,而且提高了生产效率。通过对优化模型参数,遮挡量由30~50 mm增加到80~100 mm,为了避免频繁调整增加卡死几率,MULPIC边部遮挡功能图见图6。
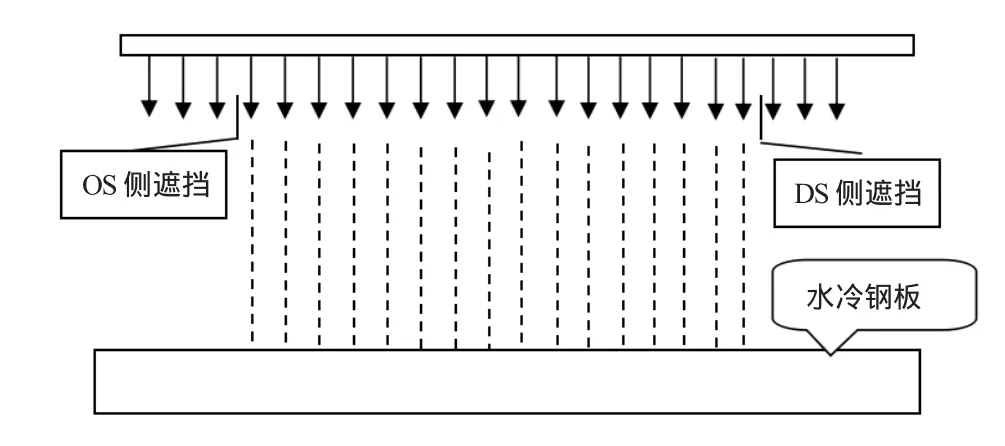
图6 MULPIC边部遮挡功能图
在钢板宽度方向上,通过优化水凸度控制和边部遮挡,钢板横向板型得到明显改善。
2.3 设备的影响及控制措施
小开度时流量不稳定,导致25 mm以下冷却不均匀,封锁量较多,板型一次合格率95.2%。通过更换V型球阀替代蝶阀,投用在上集管流量阀上,同时与蝶阀进行对比,V型球阀稳定性更好,小开度时流量更趋于稳定。下页图7是V型球阀与蝶阀的对比图。
3 调整上下表面水流量
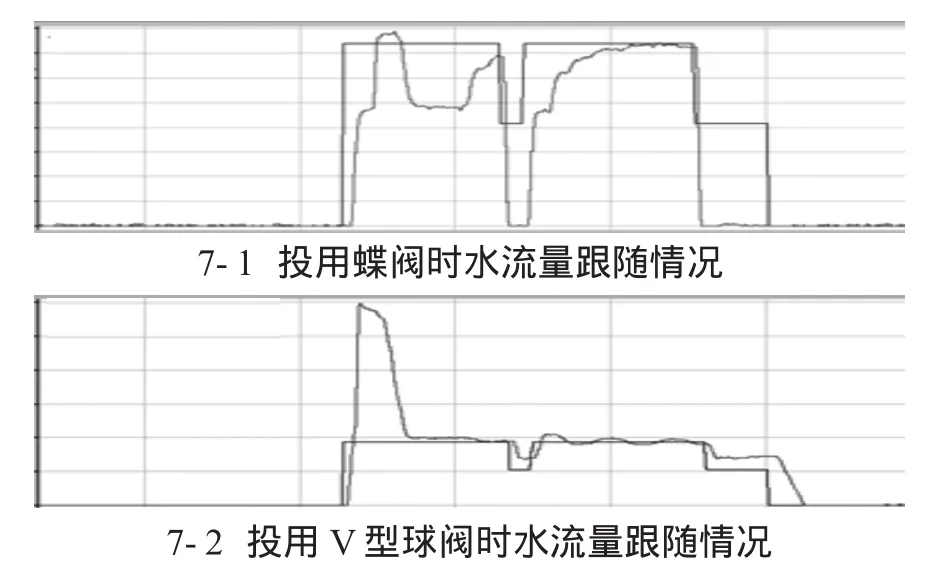
图7 V型球阀与蝶阀的对比图
为保证钢板上下冷却的对称性,采取对钢板上下表面水流量重新分配,(见下页图8)。同时优化终冷温度分档,温度大部分弱冷板终冷温度为650℃,为了避免自学习参数和水比参数使用偏差,优化PRT表中终冷温度分档方式,610~650℃档优化为610~640℃档,提高终冷温度和板型稳定性,不断提高上下表面冷却均匀性。
4 结语
通过采取以上措施,有效地提高了钢板各个方向的冷却均匀性,2015年水冷钢板一次合格率95.35%,2016年水冷板型合格率提高到97.51%;同时钢板组织也变得更加均匀、有序,性能也得到了较大提高,同时提高合同兑现率和客户满意度、企业市场竞争力。

图8 上下表面水流量与板型
[1] 曲海龙,董丽华.中厚板在线控制冷却与淬火技术[J].设计与计算,2010(1):27-29.
[2] 吴德发,袁晓康,尹训强,等.宽厚板纵向冷却均匀性的研究与应用[J].轧钢,2014,31(2):14-17.
[3] 李国强,钱振声.中厚板快速冷却过程中的温度均匀性控制[J].宽厚板,2009,15(2):23-24.
[4] 龚彩军.中厚板控制冷却过程温度均匀性的研究[D].沈阳:东北大学,2005.
(编辑:苗运平)
Research and Application of Cooling Uniformity in Wide and Heavy Plate Production
LV You
(Wide and Heavy Plate Business Division,Laiwu Branch Company of Shandong Iron& Steel Group Co.,Ltd.,Laiwu Shandong 271104)
The qualified rate of plate shape of water-cooling steel plate is studied.The main reason is the cooling uniformity of longitudinal and transverse steel plate.By means of head and tail occlusion,micro-acceleration control of roller and edge occlusion,the pass ratio of plate shape is improved,microstructure and property are also improved.
head and tail occlusion,edge occlusion,cooling uniformity
TG335.1
A
1672-1152(2017)03-0054-03
10.16525/j.cnki.cn14-1167/tf.2017.03.22
2017-03-17
吕游(1984—),男,2007年7月毕业于安徽工业大学,工程师,主要从事轧制工艺研究、生产技术工作。
猜你喜欢
四川冶金(2022年5期)2022-12-09 03:04:50
哈尔滨轴承(2022年1期)2022-05-23 13:12:58
冶金设备(2021年4期)2021-10-29 03:00:40
中国金属通报(2021年2期)2021-05-23 10:09:08
中南大学学报(自然科学版)(2020年11期)2020-12-18 06:26:56
重型机械(2020年3期)2020-08-24 08:31:40
中国金属通报(2020年20期)2020-03-27 07:19:20
电子测试(2018年6期)2018-05-09 07:32:31
精密制造与自动化(2018年1期)2018-04-12 07:42:47
作文与考试·初中版(2018年6期)2018-03-03 00:20:28
