
圆柱滚子轴承铜合金实体保持架振动光饰工艺
2017-07-25 11:55王永峰
轴承 2017年8期
王永峰
(洛阳LYC轴承有限公司 轴承保持架厂,河南 洛阳 471039)
1 实体保持架光饰工艺
轴承实体保持架在加工过程中一般进行车削、钻孔、拉制和铣削等机械加工,在孔径开口、过渡圆弧和内径槽等部位会形成毛刺,人工去除困难且很难彻底清除,需要采用光饰工艺去除毛刺,以提升产品外观质量。
保持架光饰方法主要有:ZG滚磨、喷砂法和振动光饰。1)ZG滚磨是将被加工保持架与磨料自由地混合在一起,通过磨料的滚动去除保持架毛刺,光饰效果好,但缺点是磨料容易击伤工件表面。2)喷砂法是将砂粒经过压缩空气直接喷到保持架表面,并持续一定的时间,直到毛刺去除,但缺点是工件表面质量差。3)振动光饰是通过隔振弹簧带动,依靠偏心块产生离心力和倾覆力矩使容器产生周期性振动,同时滚筒旋转,利用保持架与磨料之间相互摩擦与撞击,实现对保持架毛刺的去除、倒角和增加表面光亮度,但缺点是工件之间会产生撞击,导致磕碰伤或划伤。
2 铜合金实体保持架振动光饰
圆柱滚子轴承铜合金材料(ZCuZn40Pb2,ZCuAl10Fe3Mn2等牌号)实体保持架目前主要采用振动光饰工艺去除毛刺,同时再加入研磨剂和光亮剂使保持架的外观质量得以较大改善,较ZG滚磨和喷砂光饰效果更好。但光饰过程中工件之间的撞击难以避免,容易产生磕碰伤或划伤,因此,设计了专用工装以避免此问题。
2.1 专用工装的结构及特点
为避免相邻保持架之间的相互碰撞,设计专用工装使保持架放入滚筒后能够被工装隔离件均匀的隔离开,专用工装结构如图1所示。

图1 保持架振动光饰用专用工装结构示意图
保持架光饰时,在离心力的作用下,工装主旋转环上3个主动轮依靠振动筒顶面上下振动间接带动从旋转环上3个从动轮在振动筒外壁做圆周旋转运动,带动8个主柱上3种不同规格隔离件在光饰机容器内做圆周旋转运动,从而使每个隔断区域单个保持架产品在磨料内做环形螺旋运动。另外轮润滑机构保证主动轮和从动轮正常旋转;机械调整机构保证主旋转环、从旋转环与振动筒同心工作,避免隔离件组件偏心运转。
2.2 振动光饰各项主要参数
使用专用工装的振动光饰机适用于圆柱滚子轴承配套铜合金实体保持架内径、外径、兜孔表面及棱边的毛刺去除,适合光饰的实体保持架材料包括:铅黄铜(ZCuZn40Pb2,ZCuZn59Pb1)、锰黄铜(ZCuZn38Mn2Pb2)和青铜(ZCuAl10Fe3Mn2,QAl9-4)等,光饰机各项主参数见表1。
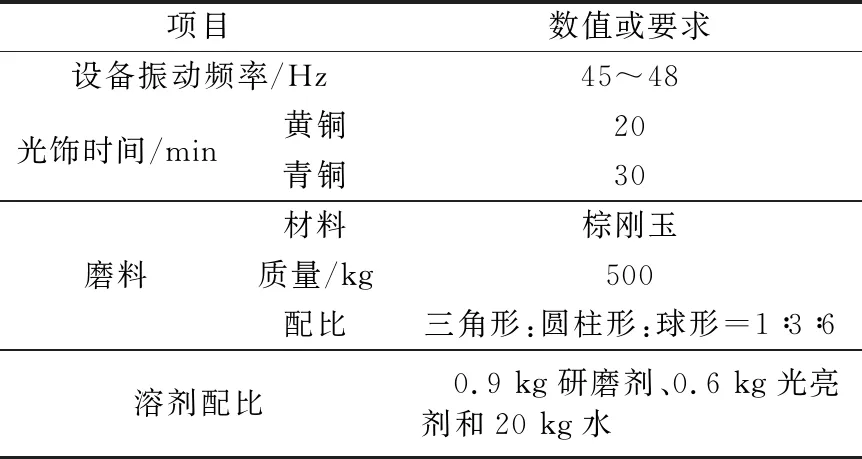
表1 振动光饰机加工参数
2.3 操作方法及注意事项
1)成品磨料装入光饰机容器内,加入配好的研磨剂、光亮剂和水,启动设备运行20 min左右,使溶液和磨料混合均匀,装入待光饰保持架。
2)根据保持架外径尺寸,确定每次加入待加工保持架数量,先调节振动频率,然后根据保持架不同材料确定光饰时间。
3)振动光饰过程中,保持架之间如有叠加、缠绕情况,应及时挑出重新调整位置;保持架如一直附在磨料表面,应及时将其重新埋入磨料内;磨料中出现杂物包括铜丝等应及时清理;发现整套捆绑保持架有散开现象,应及时挑出配套,捆绑后再光饰加工。
4)光饰后的保持架内、外径表面及棱边手感光滑,且表面质量符合外观质量标准。光饰后保持架及时用清水漂洗,经2次脱水后涂油包装。
5)定期、及时清洗光饰机容器内磨料。
3 光饰效果
圆柱滚子轴承铜合金保持架采用专用工装振动光饰后,外观质量满足要求,表面粗糙度Ra值从2.5 μm降至1.25~1.0 μm,不改变几何形状,同时在保持架表面形成“油囊”,从而增强耐磨性;光饰工艺还可以使保持架表面呈压应力分布,提高了保持架表面质量。光饰后保持架表面层不产生热损伤、变质层、塑性变形及机械缺陷,能去除前道工序留下的变质层,并使工件表面具有残余压应力,提高了表面硬度和保持架的使用寿命。
猜你喜欢
中国水运(2022年4期)2022-04-27
有色金属材料与工程(2021年2期)2021-11-28
哈尔滨轴承(2021年1期)2021-07-21
粉末冶金技术(2021年1期)2021-03-29
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
哈尔滨轴承(2020年4期)2020-03-17
制造技术与机床(2019年6期)2019-06-25
中国安全生产科学技术(2018年11期)2018-11-30
焊接(2015年5期)2015-07-18
