基于RFID的装配线自动识别系统设计
2017-07-25 07:55许修国乔君辉王文龙李华雷
汽车零部件 2017年6期
许修国,乔君辉,王文龙,李华雷
(1.长城汽车股份有限公司技术中心,河北保定 071000;2.河北省汽车工程技术研究中心,河北保定 071000)
基于RFID的装配线自动识别系统设计
许修国1,2,乔君辉1,2,王文龙1,2,李华雷1,2
(1.长城汽车股份有限公司技术中心,河北保定 071000;2.河北省汽车工程技术研究中心,河北保定 071000)
射频识别技术是一项新型的非接触式的自动识别技术,与其他自动识别技术相比,该技术具有识别距离远、识别速度快以及抗干扰能力强等优点。对采用的高频射频识别系统的原理及使用高频射频技术的原因进行分析,并对系统方案的硬件和软件进行了设计,最终实现了对装配线上的工件进行实时自动识别的设计要求。
射频识别技术;装配线;自动识别
0 引言
随着国家工业化进程的加快,社会需求对工业化生产效率提出更高的要求。目前装配线所用条形码技术存在人工扫描速度较慢、信息交流不畅、生产部门和物流部门不能随时交流生产数据等问题,导致不能够满足装配线上装配产品时配件的及时送达、产品产量控制等要求。企业中使用该技术的装配线生产已达不到指标要求,急需一种新的识别技术来解决条形码技术在装配线应用上的不足和缺陷。
作者采用无线射频识别技术进行装配线自动识别系统的设计,解决原有条形码技术在产品装配过程中出现的问题。
1 射频识别技术
射频设别技术[1](Radio Frequency Identification,RFID)的原理是扫描器发射特定频率的无线电波能量给接收器,用来驱动接收器电路将内部的代码向外发送,扫描器接收代码获取信息。
典型的射频识别系统包括3个部分:电子标签(又称为射频卡、应答器),读写器(又称为阅读器、读头、扫描器)以及后端计算机,如图1所示。
(1)电子标签
电子标签由耦合元件及芯片组成,每个标签具有唯一的电子编码,电子标签内编写的程序可按特殊的应用随时读取和改写。通常附着在被识别物体的表面或嵌入在物体的内部,标签内存储有被标识物体的属性、状态、编号等信息。
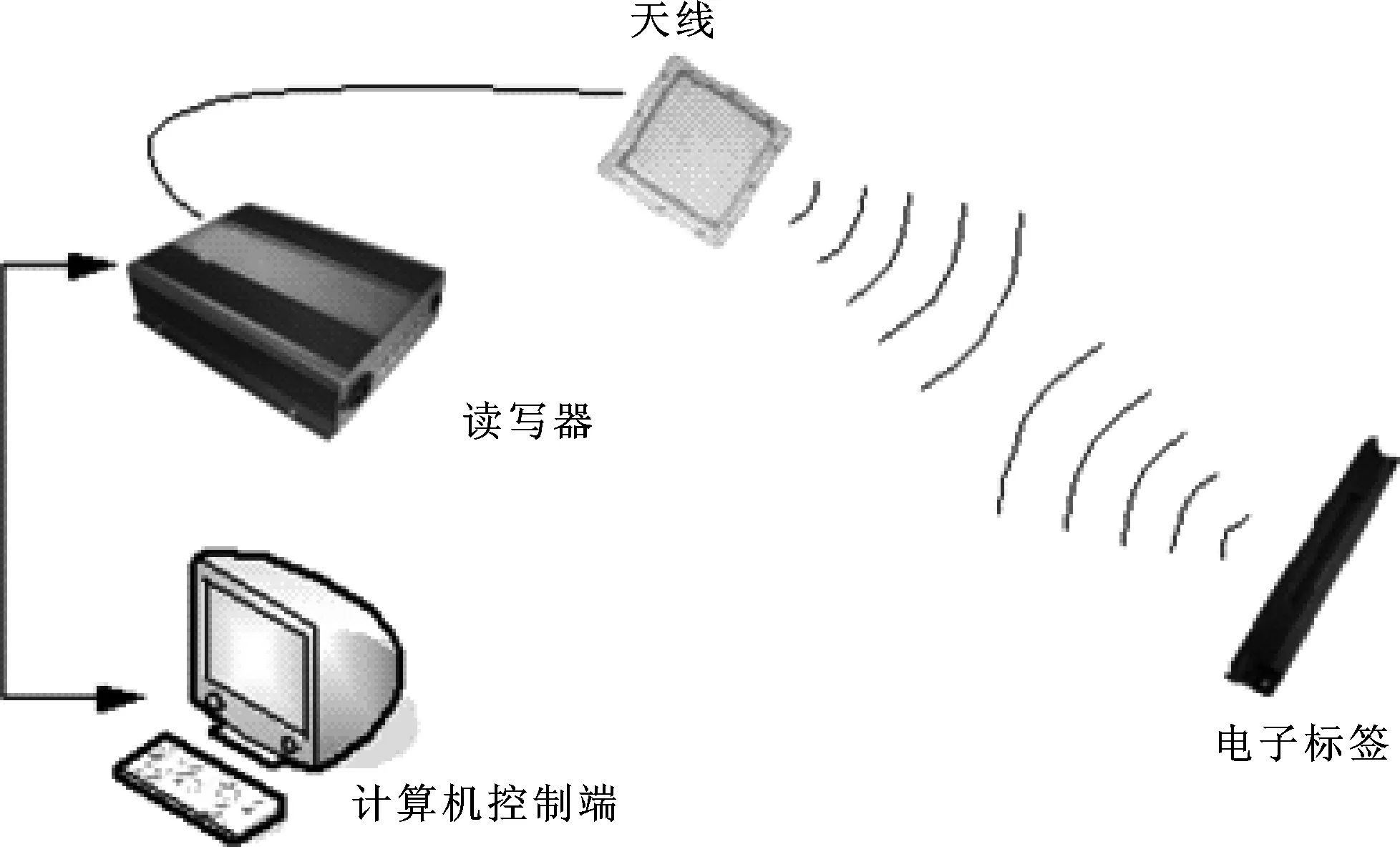
图1 RFID系统基本组成框图
(2)读写器
读写器是负责读取或写入电子标签信息的设备。通过外置天线与电子标签进行无线通信,可以实现对标签识别码和内存数据的读取或写入操作。读写器将要发送的信息,经编码后加载在某一频率的载波信号上经天线向外发送,进入读写器工作区域的电子标签接收脉冲信号,辅助电路对此信号进行解调、解码解密,然后对命令请求、密码、权限等进行判断。
(3)传输协议
在RFID识别系统中,电子标签和阅读器之间通过相应的空中接口协议才能进行相互通信。在高频13.56 MHz下支持两种标准协议:ISO14443和ISO15693。目前常用的是ISO15693标准协议,该标准分为4个部分:物理特性、空中接口和初始化、协议、应用注册/开发者。
2 识别系统硬件设计
识别系统硬件电路分为控制电路、读写驱动电路、功放电路、接收电路和液晶显示电路等几部分,识别系统[2-3]示意图如图2所示。
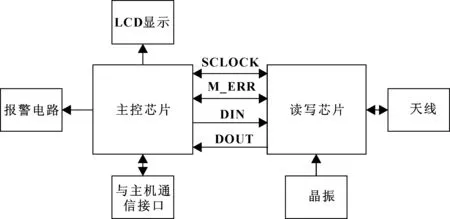
图2 RFID读写设备结构示意图
RFID识别系统的工作过程如下:
(1)运行于PC机上的配件管理系统通过RS232串口向读写器内的单片机不断发送读卡指令。
(2)读写器内单片机收到读卡命令后向读写器芯片发出指令。
(3)读写器芯片把收到的指令按照协议标准进行编码,并对载频13.56 MHz信号进调制。
(4)经调制的已调信号经过线圈天线发送到空中。
(5) 在读写器阅读场区内的电子标签获得射频激励取得能量并收到读取标签信息的命令。
(6)标签经过确认,如果命令正确,则按命令的要求把标签内储存的信息发送出去,如果认证错误,则返回错误信息。
(7)读写器收到返回信息后,经过解调和解码获得标签内存UID等信息。
(8)读写器芯片将内存UID等信息传递给单片机进行处理。
(9)单片机将收到的标签信息送给PC机配件管理系统进行处理。
(10)管理系统收到信息后决定配件的配送时间和数量,并且能够了解到产品的产量、库存等数据信息及决定生产的速度。
2.1 射频电路设计
S6700多协议收发器芯片为13.56 MHz ISM频段的通信提供了接收/发送部分所需的各种各样的转发器。读写器不仅可以提供最高200 mW射频功率、50 Ω匹配阻抗和5 V电源供应,而且可以使用外部放大器获得更大的输出功率。S6700与单片机控制器的接口信号共有4个,分别为SCLOCK(双向串行时钟线)、DIN(数据输入端)、DOUT(数据输出端)和M_ERR。
射频芯片外围电路的原理图如图3所示。
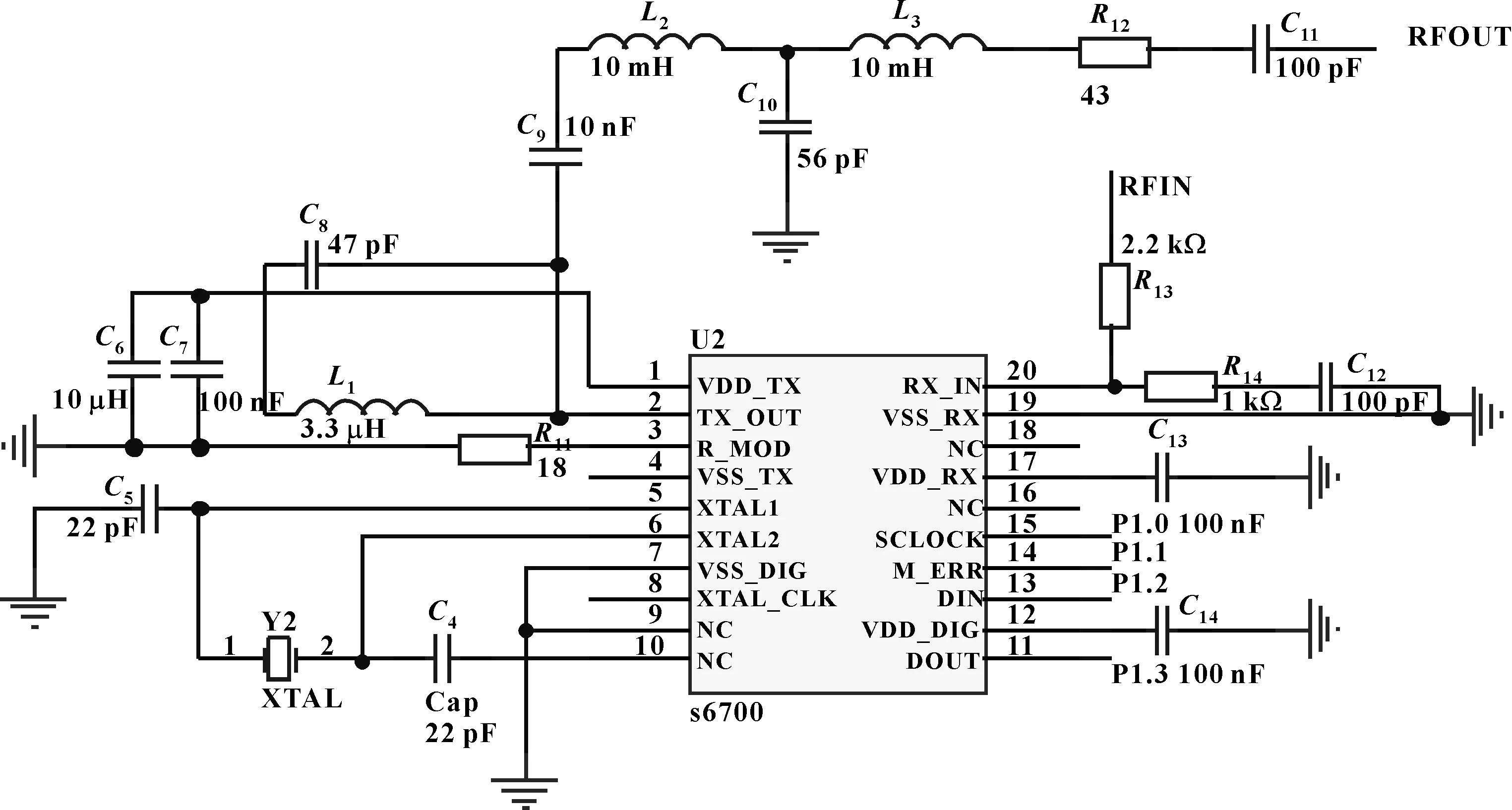
图3 读写器电路原理图
射频电路由S6700应用电路、与单片机接口电路和振荡电路3个部分组成。读写器电路中有输入和输出两路射频信号分别与调制电路和功率放大器相连接。S6700产生的射频读写命令信号由TX_OUT输出,经滤波阻抗电路在RFOUT进入后级射频功率放大器。由卡片返回来的信号经RFIN进入RX_IN引脚。
2.2 射频功放和接收电路设计
射频读写器所采用的功率放大器的结构框图如图4所示。因为前面的射频ASIC单元电路输出端RFOUT的阻抗与射频功率放大器的输入阻抗不匹配,所以射频信号在进入射频功率放大晶体管之前要先经过一个匹配网络。又由于天线的阻抗为50 Ω,因此在射频功率放大晶体管输出端同样需要一个匹配网络,与天线的50 Ω阻抗实现匹配。

图4 射频功率放大器电路原理框图
在识别系统中,如果将接收到的信号直接送入射频ASIC单元中进行解调解码,则ASIC会受到灵敏度的限制而无法对信号进行解调解码,因此,接收到的信号不能进行解调解码,而需要从信号中提取副载波信号、对检波信号进行滤波、副载波放大及再次调回13.56 MHz等步骤才行。原理如图5所示。

图5 射频接收原理框图
3 识别系统软件设计
3.1 识别程序流程图
系统程序由数据发送程序、数据接受程序、液晶显示程序等组成。系统上电复位之后,各个模块电路要进行初始化,进入预设的工作模式。读卡模块程序以查询的方式检测天线发射的有效范围内是否有射频卡,如果有卡进入,应先判断该卡是否符合协议,显示程序模块也将显示该卡是否合法的相关信息;如果卡有效,则读取卡中的储存信息,并将相关数据上传至上位机。程序流程图如图6所示。
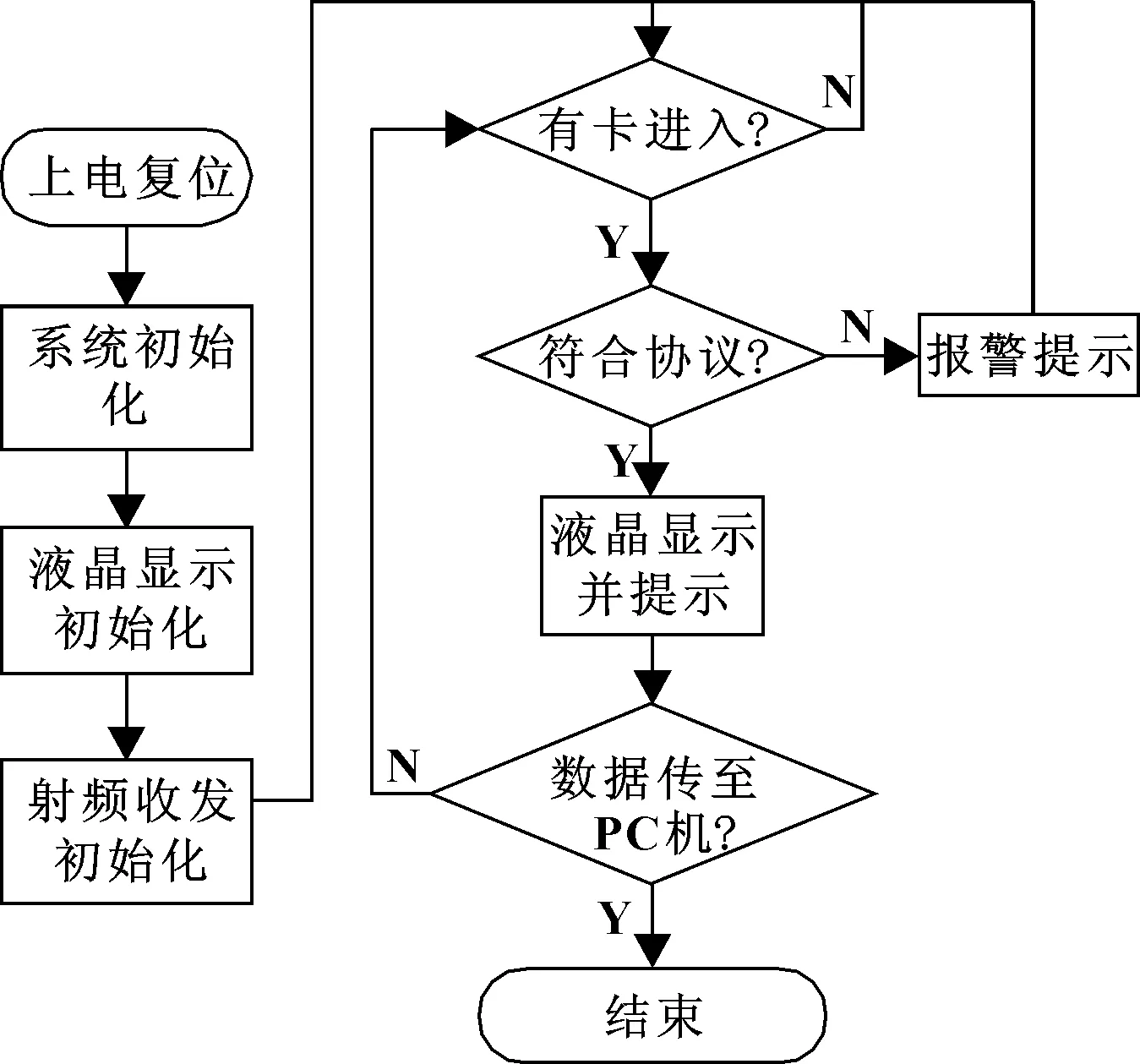
图6 识别程序流程图
3.2 读写程序设计
设计所使用的芯片支持3种工作模式:寄存器模式、普通模式和直接模式。寄存器模式可以直接读取TI公司生产的Tag-it电子标签;普通模式可以读取符合ISO15693和ISO14443 Type A的电子标签;直接模式可以间接读取某些13.56 MHz频段的电子标签。读写程序流程图如图7所示。
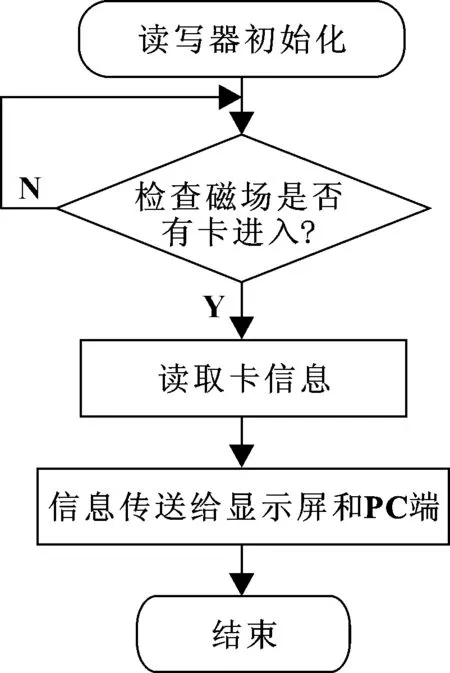
图7 读写部分流程图
4 结论
此设计的特色在于将无线射频技术应用在现代化的装配线上,解决了传统装配线上使用条形码扫描可能出现如识别速度慢、人力成本高、识别码利用率低等各种问题,使得产品生产时零部件的配送时间及数量、产品的产量及生产速度都能得到有效的掌握和控制,并且能在发现产品设计缺陷进行产品召回时起到关键作用,改善了对产品产量、配件配送及产品跟踪的有效管理,解决了装配线自动识别系统出现的产品追溯、配件实时配送等问题。
【1】董丽华.RFID技术与应用[M].北京:电子工业出版社,2008.
【2】李朝青.单片机原理及接口技术[M].北京:北京航空航天大学出版社,2006.
【3】康东,石喜勤,李永鹏.射频识别(RFID)核心技术与典型应用开发案例[M].北京:人民邮电出版社,2008.
Design of Automatic Recognition System of Assembly Line Based on RFID
XU Xiuguo1,2, QIAO Junhui1,2, WANG Wenlong1,2, LI Hualei1,2
(1.Research & Development Center of Great Wall Motor Company, Baoding Hebei 071000,China; 2.Automotive Engineer Technical Center of Hebei, Baoding Hebei 071000,China)
Radio frequency identification(RFID) technology is an emerging non-contact automatic identification technology. Compared to other automatic identification technologies, it has long recognition distance, quick recognition speed and strong anti-jamming ability, etc. The principle of the used high-frequency RFID system and the causes why high-frequency RFID system was used were analyzed. The hardware and software of the system were designed. Finally, the design requirement that workpiece on assembly line can be identified real time is achieved.
Radio frequency identification technology; Assembly line; Automatic recognition
2017-02-22
许修国( 1984—),男,大学专科,助理工程师,研究方向为底盘零部件设计及验证。E-mail:xuxiuguo@gwm.cn。
10.19466/j.cnki.1674-1986.2017.06.012
U463.9
B
1674-1986(2017)06-043-03
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
河南科技(2022年8期)2022-05-31
计算机技术与发展(2022年1期)2022-02-22
电子制作(2021年11期)2021-06-17
计算机应用与软件(2020年7期)2020-07-13
中国市场(2016年23期)2016-07-05
科技视界(2016年9期)2016-04-26
考试周刊(2016年3期)2016-03-11
物联网技术(2015年10期)2015-11-10
现代电子技术(2009年6期)2009-05-31