
基于Flexsim离合器盖总成装配线平衡技术
2017-07-19 11:38白俊峰魏晓燕
长春工业大学学报 2017年3期
白俊峰, 魏晓燕
(长春工业大学 机电工程学院, 吉林 长春 130012)
基于Flexsim离合器盖总成装配线平衡技术
白俊峰, 魏晓燕*
(长春工业大学 机电工程学院, 吉林 长春 130012)
结合观测与数据记录,运用3D仿真软件Flexsim建立了离合器盖总成装配线平衡仿真模型, 找出装配线的不合理现象和瓶颈工序。利用人机工程原理及生产线平衡原理对装配线工序进行合并、 重组, 增加辅助设施。经Flexsim验证,装配线平衡率和产能均得到了提高。
Flexsim仿真; 生产线平衡; 离合器盖总成
0 引 言
随着经济全球化的发展,企业之间的竞争压力越来越大,各企业为了提高自己的核心竞争力,必须更加注重生产效率,因此提出了生产线平衡的概念[1]。
生产线平衡(Line Balance)就是对生产线的全部工序平均化,调整作业负荷,以使各工位的作业时间尽可能相近的技术手段和方法[2]。其目的是为了使生产线上的闲置时间最少,提高工人和设备的利用率,从而提高生产线产量和效率。文中主要通过指标评价的方式来衡量装配线平衡状态。
为了对实际装配线进行分析,验证方案的可行性,降低盲目改善所造成的损失。因此采用Flexsim三维仿真软件[3],对车间装配线进行建模仿真,并能从具体的仿真报告中分析得到系统各对象的运行状态及瓶颈工序,并验证优化方案的可行性[4]。
1 研究背景
1.1 企业现行装配线分析
根据实地调研结果,将某公司的DKS型离合器盖总成装配线的测量数据统计分类,做出盖总成工序工时表,见表1。
该公司计划每天生产DKS型离合器盖总成800件,采用8 h工作制,除去装配线工人休息时间,实际每班工作时间为7.5 h。
1.2 改善前仿真分析
根据A公司车间布局建立模型,并根据实测数据如机床加工时间、预置时间等对模型中各对象进行参数设置,其布局及改善前仿真结果分别如图1和图2所示。

图1 改善前离合器盖总成装配线仿真模型

图2 工位利用率(改善前)
在制品信息(改善前)见表2。
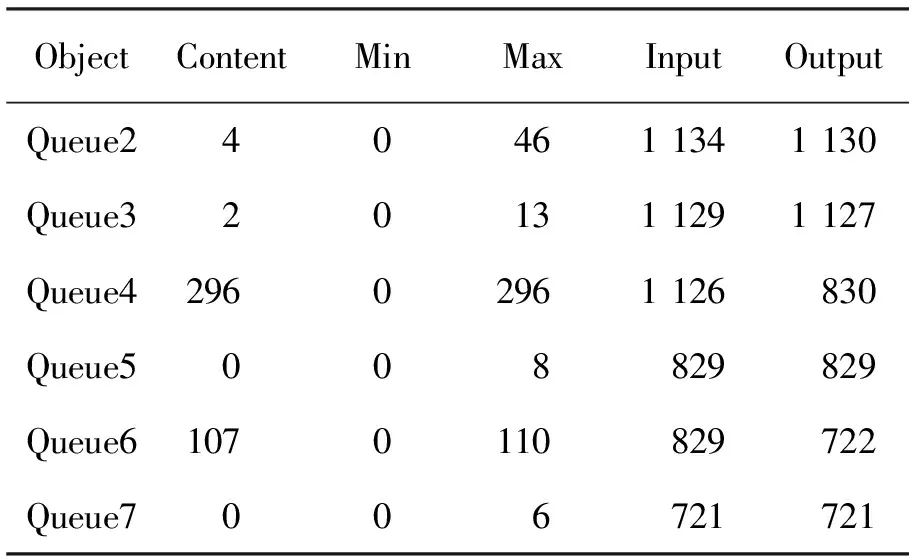
表2 在制品信息(改善前)
由图2和表2可以看出,改善前由于瓶颈工序的存在和各工序间生产节拍不均衡,每天装配线的产量为721件,但是却有479件在制品。可见生产现场库存浪费严重,设备长时间空闲,因此需要对生产线进行分析,并提出改进意见。
1.3 平衡指标评价
为了对生产线平衡进行定量分析,引入生产线平衡率(LB)、平衡损失率(d)和平滑性指数(Smoothness Index, SI)三个指标来评价生产线状态[5]。
1.3.1 生产线平衡率(LB)的计算公式
(1)
式中:LB----生产线平衡率;
P----生产线工序最长作业时间;
n----工序数目;
Ti----第i个工位的操作时间。
1.3.2 平衡损失率(d)的计算公式
(2)
式中:d----生产线平衡损失率。
对于d的值,一般情况下,根据d值的大小就能给出评价生产线平衡性状况的结论[6],具体划分见表3。
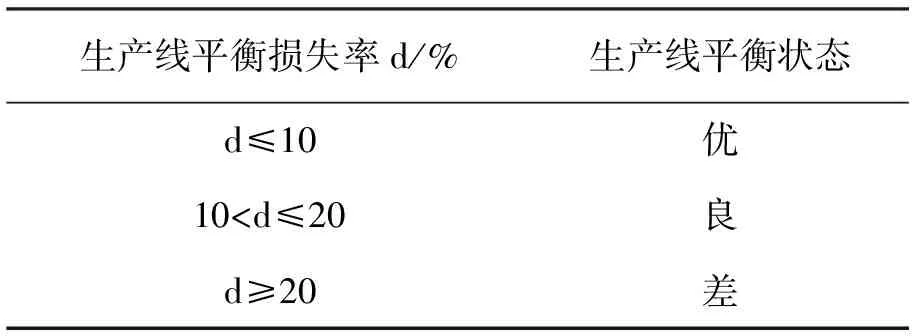
表3 生产线平衡状态评判标准
1.3.3 平滑性指数(SI)
(3)
式中:SI----工序间平滑性指数;
C.T----生产节拍;
n----工序总数;
Ti----第i个工位的操作时间。
平滑性指数是评价生产线上各个工位在作业时间的分布情况的指标,反映了整条生产线上所有工位之间在操作时间的关系[7]。根据式(1)~式(3)可分别计算出DKS离合器盖总成装配线生产线平衡率:
生产线平衡损失率:

平滑性指数:
根据生产线平衡状态判定标准,该装配线平衡状态差。结合生产现场实际,分析得出离合器盖总成装配线存在以下问题:
1)存在不必要的搬运动作,尤其是零部件中质量最重的压盘,搬运次数多。
2)瓶颈工序:工序OP4和OP6周期时间过长,不仅制约装配线整体生产节拍,而且与相邻工序节拍差距大,在制品堆积严重。
3)缺少必要的辅助设施,料架摆放不合理。
2 生产线平衡改善
2.1 改善方案
根据ECRS原理的改善原则[8],针对上述问题进行改善。
1)减少不必要的搬运动作。将工序OP2和OP3合并、重排后,将铆接压盘放在工序OP3,减少压盘的不必要搬运。
2)合理安排工序。在不影响产品性能的条件下,调整分离检测工序,消除重复检测内容,将工序OP4和OP5合并,合并后工序采用两个工作站作业,每个工作站由1名操作员操作两台机器,通过合理制定人机作业流程,减少作业时间;将瓶颈工序OP6拆分为两个工序,不增加人员设置,由1人操作两台设备。
3)生产线辅助设施设计[9]。增加专用料架和操作台,将小型料架紧密排布在操作台周围,减少走动、弯腰等不必要动作,降低作业时间。
根据上述措施调整后的工序内容、人员设施配置及作业时间见表4。
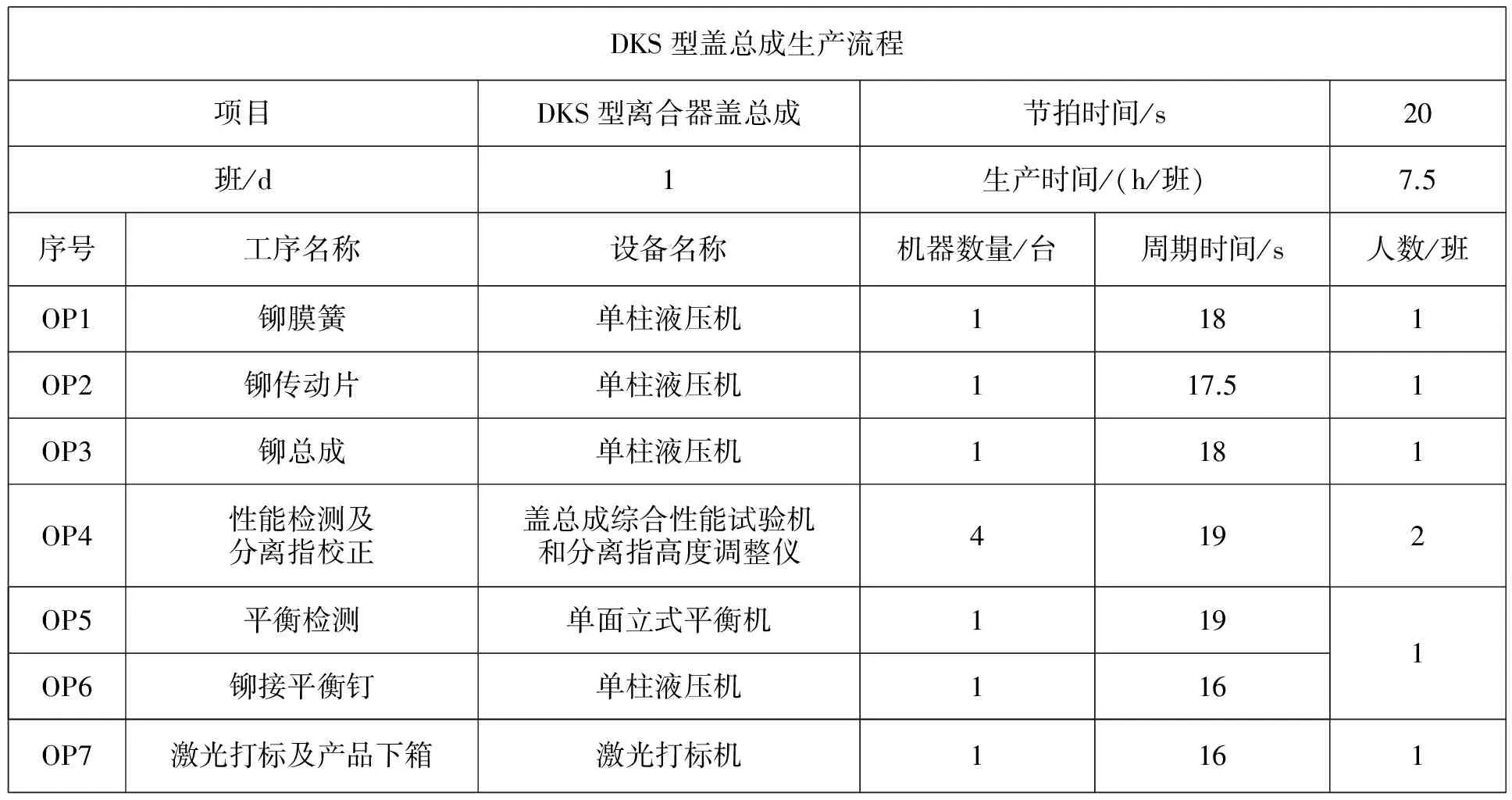
表4 DKS型离合器盖总成工序工时表(改善后)
由表4及式(1)~式(3)计算生产线平衡指标如下:
生产线平衡率(改善后):
生产线平衡损失率(改善后):
d=1-LB=7.14%
平滑性指数(改善后):
SI≈2.63
通过以上生产线平衡指标可以看出,改善后的装配线平衡率有了很大提高,生产线状态良好,各工序间节拍差距减小,衔接更加流畅。
2.2 改善后仿真分析
根据改善后离合器盖总成装配线的工艺流程及工序时间设置软件相关系数,并对其结果进行比较分析,改善后的装配线布局及仿真结果分别如图3和图4所示。
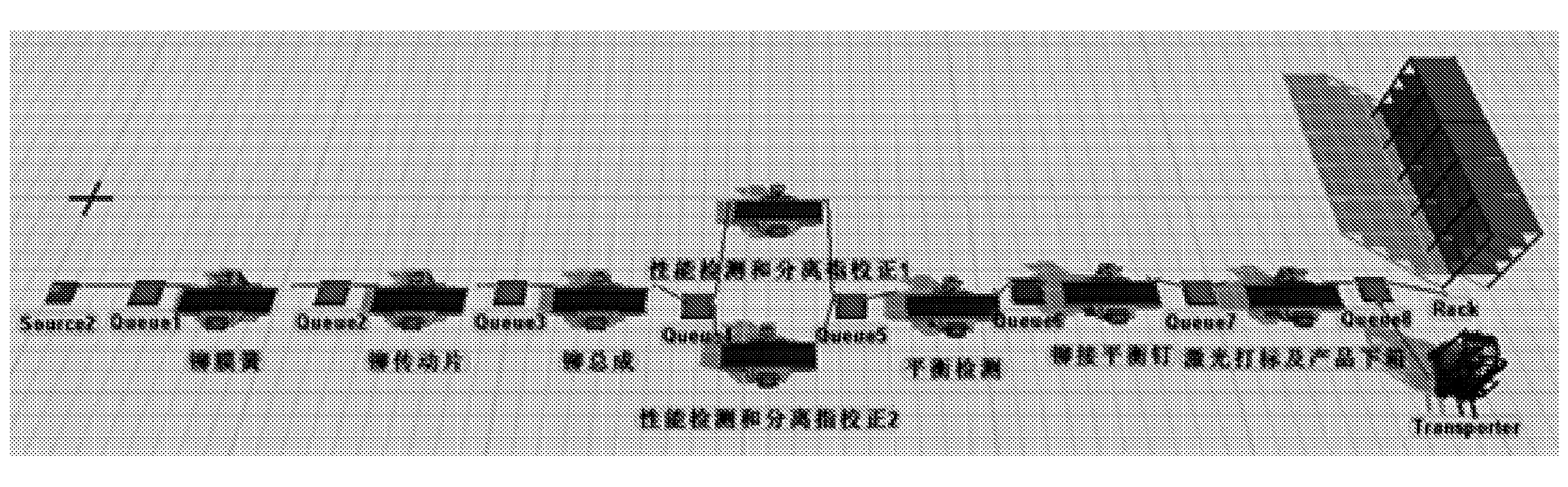
图3 改善后离合器盖总成装配线仿真模型
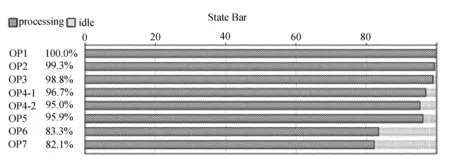
图4 工位利用率(改善后)
在制品信息(改善后)见表5。
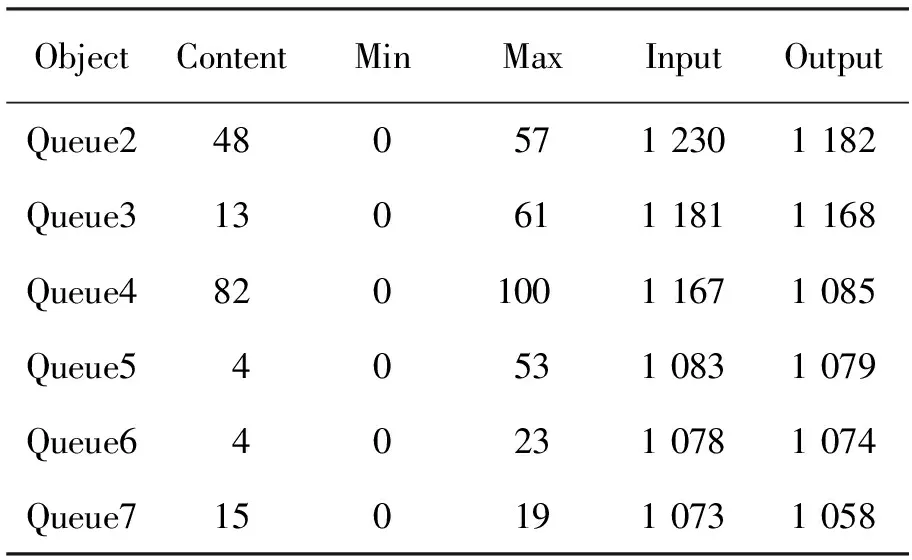
表5 在制品信息(改善后)
由图4和表5可以看出,改善后各工序间生产节拍基本平衡,一条装配线每日的产量可达1 058件,满足顾客需求,在制品总数为313件,工位利用率均在82%以上,生产效率有了明显提高。
3 结 语
通过Flexsim仿真软件对实际装配线进行建模仿真,其仿真结果指明了需要对装配线进行改进的方向,根据人机工程学原理及生产线平衡原理,采用ECRS原则对工序进行合并、重组,增加必要的辅助设施等方法对装配线进行了优化,最后用仿真软件对优化方案进行验证。结果表明,生产线平衡方法与Flexsim仿真技术相结合能有效地解决装配线不平衡问题。
[1] 许永华.ZJKJ公司装配线生产效率改善研究[D].沈阳:东北大学,2010.
[2] 魏海灵.海科公司的生产线制程改善研究[D].青岛:山东科技大学,2006.
[3] James P W, Daniel T J, Daniel R. The machine that changed the world[M]. Beijing: The Commercial Press,1999.
[4] 蒋南云,葛红玉,方叶祥,等.基于Flexsim的随机混流装配线平衡设计与仿真[J].组合机床与自动化加工技术,2014(12):128-130,134.
[5] 信恒保.汽车白车身焊装车间混流生产线平衡研究[D].沈阳:沈阳大学,2015.
[6] 宋小双.基于IE理论的LY公司生产线平衡改善研究[D].成都:西南交通大学,2012.
[7] 顾涛.压缩机缸体生产线平衡改善[D].上海:上海交通大学,2009.
[8] 张琳娜,程君凤,李跃宇.基于现场IE的平衡生产线研究[J].商场现代化,2009(4):168.
[9] 牛占文,吴秀婷,岳楼,等.基于精益生产的某离合器公司装配车间优化[J].工业工程与管理,2015,20(2):1-6,32.
Balancing technique for clutch cover assembly line based on Flexsim simulation
BAI Junfeng, WEI Xiaoyan*
(School of Mechatronic Engineering, Changchun University of Technology, Changchun 130012, China)
Based on Flexsim, model for clutch CAP assembly line is established with observation and date set, to locate the irrational or bottleneck points on the assembly line. The assembly process is combined, reorganized and auxiliary facilities increased according to human-mechanics engineering and assembly line principles. Flexsim verifies the improvement of equilibrium rate and capacity.
Flexsim simulation; line balance; clutch CAP assembly.
2017-02-22
长春市财政局项目(20150326ma)
白俊峰(1975-),男,汉族,吉林磐石人,长春工业大学副教授,博士,主要从事项目管理、项目评价、生产运作与管理方向研究,E-mail:baijunfeng@ccut.deu.cn. *通讯作者:魏晓燕(1990-),女,汉族,河北邢台人,长春工业大学硕士研究生,主要从事生产运作与管理方向研究,E-mail:641225316@qq.com.
10.15923/j.cnki.cn22-1382/t.2017.3.09
TH 186
A
1674-1374(2017)03-0260-05
猜你喜欢
汽车工艺师(2021年7期)2021-07-30
汽车工艺师(2021年7期)2021-07-30
物流技术与应用(2020年5期)2020-06-25
意林(2020年10期)2020-06-01
制造技术与机床(2019年12期)2020-01-06
工业设计(2016年11期)2016-04-16
杭州(2015年9期)2015-12-21
汽车维修与保养(2015年12期)2015-04-18
汽车维修与保养(2015年2期)2015-04-17
浙江理工大学学报(自然科学版)(2015年5期)2015-03-01
