压力管道安装焊接质量控制措施分析
2017-07-12 13:20:58姚炯广东省特种设备检测研究院珠海检测院广东珠海519000
化工管理 2017年11期
姚炯(广东省特种设备检测研究院珠海检测院,广东 珠海 519000)
压力管道安装焊接质量控制措施分析
姚炯(广东省特种设备检测研究院珠海检测院,广东 珠海 519000)
通常而言,压力管道要承受来自外界的压力,并且由于压力管道内部输送物质的易爆性特征,因而,压力管道是一种特种设备,要重视压力管道的安装焊接质量,注重压力管道安装焊接的影响因素,避免焊接接头或材料的缺陷性现象,有效地采用控制措施,规避压力管道的泄漏事故。
压力管道;安装;焊接;质量;控制
压力管道是我国工业领域中不可缺少的重要内容,应用极其广泛。为了增强压力管道的应用效能,需要关注压力管道的安装和焊接工作,不仅要从压力管道安装焊接的源头上即焊接材料的控制,还要注重对压力管道安装焊接施工工艺的控制,以有效地规避压力管道安装焊接过程中的泄漏现象。
1 压力管道安装焊接质量控制的影响因素
1.1 安装焊接人员
压力管道安装焊接人员的素质以及对焊接施工工艺的理解和掌握程度,是确保压力管道安装焊接质量的前提和重要因素。
1.2 焊接工艺
在压力管道安装焊接的过程中,焊接工艺是极其重要的因素,焊接设备的合适选择、焊接原材料的质量、焊接方法的合理选用、坡口的加工控制等,都是焊接工艺中应当注意的要素。
1.3 焊接环境
在对压力管道进行安装焊接的过程中,要注意焊接环境对其的影响因素,诸如:环境的温度、湿度、风速、现场作业环境等,都对压力管道的安装焊接质量有极其密切的影响。
2 压力管道安装焊接质量控制的要点把握
2.1 施工前控制要点
(1)焊接操作人员的素质。在对压力管道进行安装焊接的施工过程中,对于焊接操作人员的素质要求较高,由于这是一项精细的操作内容,需要操作人员具有高超的专业技巧和扎实的理论基础、强烈的责任心和耐心细致的工作态度。
(2)焊接设备。对于压力管道的安装焊接设备的选择,要注重选取性能稳定、精准可靠的电流和电压测量仪表,实现对焊接设备的精准测量和误差控制。
(3)坡口加工。对于压力管道的坡口加工环节,主要是利用氧乙炔和等离子弧加工处理技术和方法,进行施工操作,并清理坡口处的油污、氧化皮以及其他杂质等。
2.2 焊接过程的质量控制要点
(1)焊接材料。选择符合技术规范的压力管道安装焊接材料,使其规格和型号达到指定的标准和要求。
(2)现场材料。对于压力管道安装焊接现场施工的材料的质量控制,主要从以下几个方面入手:①相关的原材料必须符合规定的规格、型号、数量和质量要求,要从源头上加以保证。②现场原材料必须存储在专门的、安全的库房中,进行妥善的保管,以防丢失或破损。③在使用原材料时,要进行仔细的核对,确保原材料的编号、规格、型号、材质、数量相符,并且还要对原材料的外观进行全面细致的检查,确保其没有锈蚀和油污等杂质。
(3)工序间材料控制。压力管道安装焊接应用的材料,需要经过预先的处理,方可投入施工。并且,在安装焊接的施工不同工序之间,还要注重焊接材料的防护与交接检查。
2.3 焊缝返修后的质量控制要点
要注重对焊接质量的无损检验。对于需要热处理的管道焊缝,必须在热处理之前返修;对于存在腐蚀现象的不锈钢焊缝,则要依照原先的要求进行返修。并且要做好焊缝返修的记录。
2.4 焊后检查要点
要对焊缝的外观进行检查,采用标准样板的方法,并且要在无损检测之前实施。还要对焊缝的内部质量进行检查,主要采用无损检测方法,并做好相关的记录。
3 压力管道安装焊接质量控制的措施
3.1 运用超声检测技术进行无损探伤检测
这种方法是以超声检测技术为依托和基础,在探伤仪发出的超声波之下,显示波幅所在区域的焊缝缺陷所在位置、长度等,进而评定焊缝的质量等级。运用超声检测技术的焊缝缺陷指示长度的测量,有如下两种不同的情形:
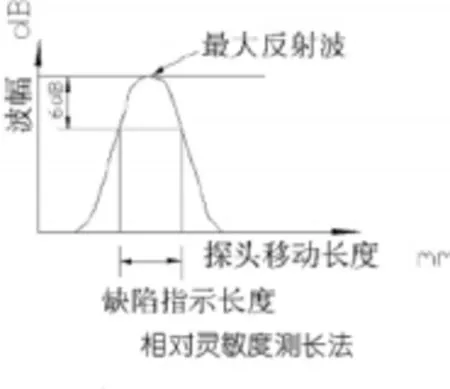
(1)焊缝缺陷反射波的信号只有一个高点,且声束的宽度比缺陷的长度小时,可以采用降低6dB相对灵敏度法,实现对焊缝缺陷长度的指示。如下图:
(2)如果焊缝缺陷反射波的信号有多个高点时,则采用端点峰值法进行测量。如下图:

3.2 运用射线透照实施无损探伤检测
这是利用射线透照检测的技术原理,对焊缝的尺寸、性质、密集程度等,进行检测,并进行等级划分。运用这一技术时,要注意确保焊缝表面质量符合要求;根据透照质量等级及材料厚度,选择适宜的射线能量。
4 结语
压力管道安装焊接施工对于质量控制相对严格,这是由压力管道自身的环境和条件要求所决定的,我们需要分析影响压力管道安装焊接质量的影响因素,采用有效的措施,实现对压力管道安装焊接质量的控制。
[1]郝建.压力管道焊接质量控制分析[J].中国新技术新产品.2010(24)
[2]毕应利.焊接质量控制之浅析[J].价值工程.2013(20)赵老师
猜你喜欢
中国金属通报(2022年1期)2022-06-02 02:09:56
商品与质量(2021年43期)2022-01-18 05:29:02
锻压装备与制造技术(2021年3期)2021-08-13 08:40:00
锻压装备与制造技术(2021年2期)2021-07-19 08:51:14
中学时代(2019年12期)2019-11-13 01:00:50
制造技术与机床(2019年10期)2019-10-26 02:47:22
意林(2019年16期)2019-09-04 21:00:12
设备管理与维修(2016年5期)2016-03-16 02:20:41
焊接(2016年7期)2016-02-27 13:05:07
大型铸锻件(2015年4期)2016-01-12 06:35:27