
数控机床在线检测的误差分析和标定方法
2017-07-06 03:01:44方仁
科技尚品 2017年6期
方仁
摘 要:数控机床在线检测的发展为数控加工过程的质量检测提供了一套行之有效的方法。机床测头作为可编程运行、能获取信息、可反馈的监控设备,在制造环节中至关重要的地位突显。本文分析了在线检测存在的误差,给出了误差消除的方法。
关键词:数控机床;在線检测;误差分析;测头标定
1 工件测头误差分析
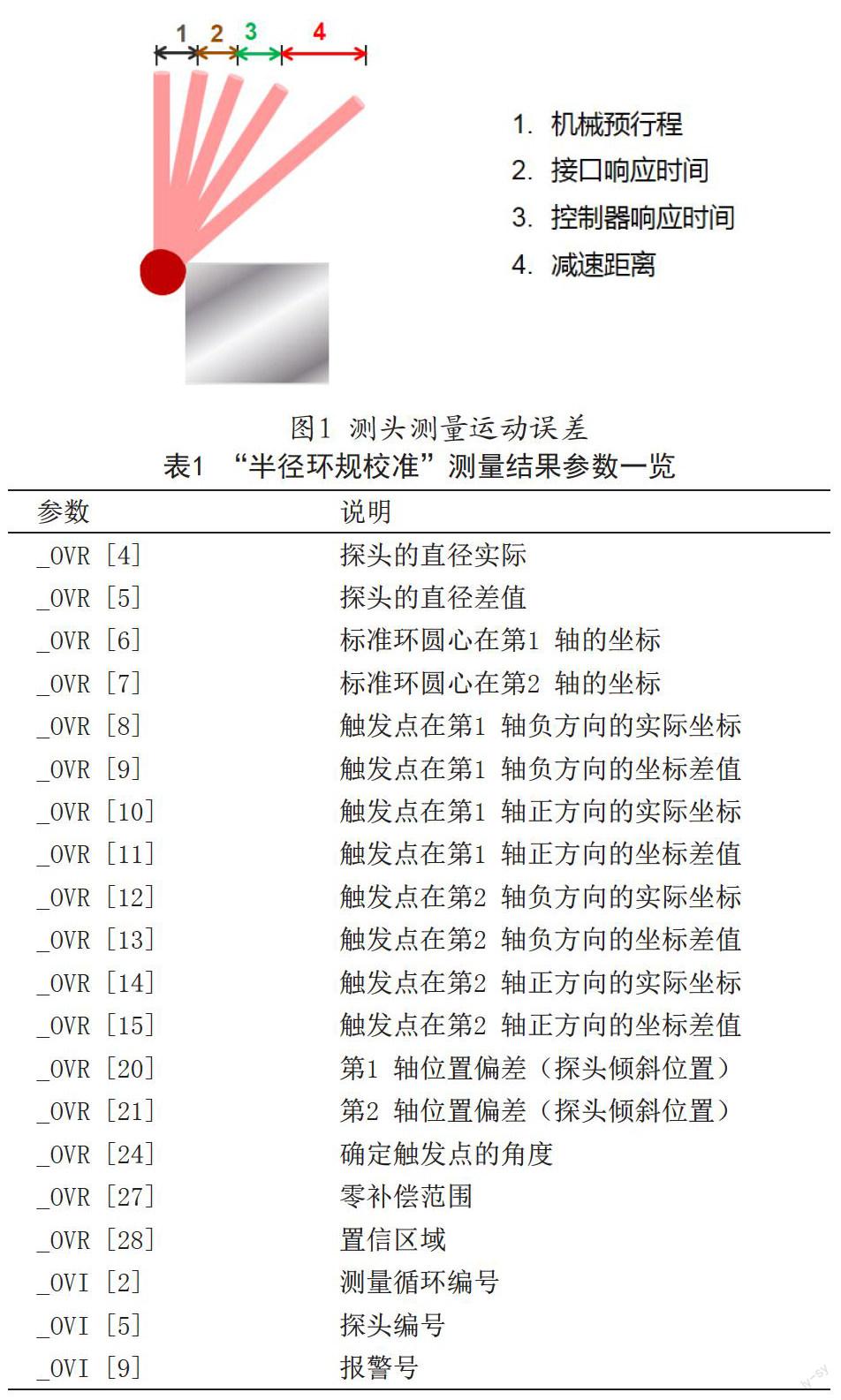
未标定的测头在工作中存在以下运动误差,如图1所示:
(1)触发前的预行程、测针偏摆等误差;
(2)机床在读取测量信号时也会由于信号传输、处理信号占用微少的时间而造成信号延迟,从而产生位移误差;
(3)机床接收到测量信号后由运动到停止的减速过程中造成的位移误差。
标定必须在任何可能导致测头测量位置发生变化的情况下进行,如:
(1)第一次使用测头时;
(2)测头更换测针;
(3)怀疑测针弯曲或测头发生碰撞后;
(4)机床进行了调整,如补偿位置误差;
(5)刀柄因素。刀柄与测头间的连接被移动;
(6)周期性地进行校准以补偿机床的机械变化误差。
(7)测量速度发生变化,测量速度需要恒定往往被操作者忽略,在标定时的进给倍率与测量时的进给倍率不一致,使得测针分别在标定、测量时的预行程等导致的X、Y向的偏移,Z向的缩进量不一致,从而会较大的影响测量结果的准确性。
2 工件测头的标定
标定的作用是使用标准的计量仪器对所使用仪器的准确度(精度)进行检测是否符合标准,一般大多用于精密度较高的仪器。
(1)确定仪器或测量系统的输入—输出关系,赋予仪器或测量系统分度值;
(2)确定仪器或测量系统的静态特性指标;
(3)消除系统误差,改善仪器或系统的精确度;
(4)在科学测量中,标定是一个不容忽视的重要步骤。
机床测头长度方向标定方法:
设定环规、标定球或量块等标准件的上表面为工件坐标系Z向原点,
①使用一把已知准确刀长、半径的基准刀安装至主轴,并在基准刀对应刀沿中输入它的刀长。
②使用基准刀对标准件表面,使用塞尺或块规来辅助进行,将标准件表面设为工件坐标系Z向原点。
(5)激活设定过的工件坐标系,换出测头,根据环规表面的准确位置和测头触发时的位置,计算出测头工作时的有效刀长值或相对于原先测头近似刀长值的磨损值(直接更改刀长还是写入磨损值,不同的程序有不同的方式),更新测头刀偏值;
机床测头半径方向标定方法:
①找到标准件中心位置;
②执行标定动作;
③运算并存储标定数据;
将测头在移动至环规粗略中心位置并探入孔内一定深度,测头与NC系统运行如下动作与运算:
第一步,主轴定位至180°,测内圆4点;
第二步,主轴定位至0°,测内圆4点;
第三步,以上两次测量结果運算出环规内孔准确的中心位置,并计算和更新测球标定数据,如测球标定半径值,以及测针偏摆值。
第四步,标定结果输出;
标定后的结果如测头刀长数据、测头半径数据将分别自动更新到当前刀沿中,并在相应的MD通用机床参数中查看X、Y各方向的偏心、半径值。宏程序测量软件则存储至指定的全局用户变量中。
测量结果参数:上述“半径环规校准”测量循环完成后,测量结果将存入测量结果参数。如表1所示。测量结果参数可通过查看“通道用户变量”界面查看。
3 结语
机床在线测头对工件、夹具、刀具进行加工过程的监测,发现工件超差、夹具未装到位、刀具磨损、破损等情况后,都能及时报警,并给予补偿或调换,提高机床自动化程度,保证数控机床长期工作时的产品质量。清楚机床在线检测的误差产生原因并能够完成机床测头的标定是在线检测的前提,本文对这两个问题进行了有针对性的讲解,可以预见,在线测量技术在近些年的发展将更加迅速。
参考文献
[1]潘铭.五轴数控机床精度检测以及标定技术应用分析[J].科技创新与应用, 2016,(27):157.
[2]崔宁宁,蔡永林,赵满怀.数控机床在线检测系统触发式测头的预行程误差实验研究[J].机械制造与自动化,2016,(3):5-7.
(作者单位:杭州技师学院)
猜你喜欢
制造技术与机床(2019年12期)2020-01-06 03:17:26
制造技术与机床(2018年12期)2018-12-23 02:41:20
电子制作(2018年10期)2018-08-04 03:24:46
精密制造与自动化(2018年1期)2018-04-12 07:42:52
电子制作(2017年20期)2017-04-26 06:57:41
物联网技术(2016年12期)2017-01-21 21:37:11
物理教学探讨(2016年11期)2016-12-19 21:55:19
中国科技博览(2016年21期)2016-11-14 10:20:27
科学与财富(2016年28期)2016-10-14 18:47:08
中国科技博览(2016年15期)2016-08-23 20:16:20
