浅谈机电一体化在U梁预制施工中的应用
2017-07-04 23:30李春莉
建筑建材装饰 2017年6期
关键词:机电一体化
李春莉
摘要:随着城市轨道交通的深入推进,高架施工越来越多,U梁具有降噪效果好、外观美观、断面利用率高、造价低等优点,正在逐步推广,但同时对设计和施工提出了较高的要求。本文通过阐述在U梁预制施工,特别是张拉作业中的机电一体化技术应用,对该技术的工程实际运用方式进行探索。
关键词:机电一体化;U梁;自动张拉
中图分类号:TH-39 文献标识码:A 文章编号:1674—3024(2017)06—0167—02
引言
在现代城市建设过程中,轨道交通对缓解城市交通压力起到十分重要的作用。U型轨道梁最为一种新型高架梁型具备降噪效果好、外观美观、断面利用率高、造价低等优点,正在逐步推广。为进一步提高生产效率、提高产品质量,本项目部对U型梁预制过程中探索性的运用机电一体化技术,实现智能化生产。
1机电一体化技术简介
机电一体化是一门交叉性科学技术,它是由机械、电子技术及计算机科学等多个学科互相渗透而发展出来的。它的核心技术有机械本体技术、驱动技术、信息处理技术、接口技术等。
2 U梁预制施工简介
2.1U梁的结构介绍
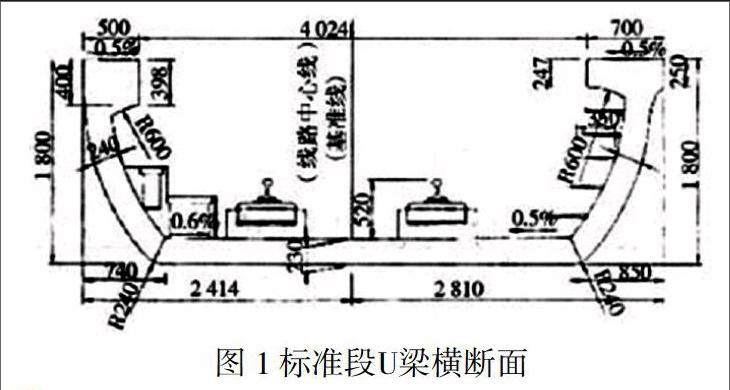
目前国内开始使用u梁的城市有上海、南京、广州、青岛、天津等,以上海轨道交通十六号线为例,该工程采用的u梁上部结构采用单线开口薄壁形式(图1)。梁体基本外形尺寸:梁高1.8m,梁下口宽4.005m,上口宽5.205m,底板厚0.26~0.28m,跨径有25、27、30、35m四种,除标准梁外,还有变截面梁、加宽梁等非标准梁。两腹板为非对称形式,分别为弧形和直线折斜腹式,除纵向采用预应力外,横向与竖向不设置预应力,30m及以下梁采用先张法施工,混凝土强度等级为C55,30m以上,不大于35m的梁采用先、后张两种工艺相结合进行施工,混凝土强度等级为C60。
2.2U梁预制的特点与难点
与其他轨道交通工程一样,U梁预制的质量是工程成败的决定性因素,但因为采用了薄壁开口结构,相较于传统梁型,U梁预制工艺变得更为复杂。在U梁整个生产过程中的难点主要有以下几点:
(1)梁型多。标准直线梁有25、27、30、35m四种跨度,为降低造价,减少模型投入,模具采用了模数化设计,同一套模型可以兼顾所有跨度梁型的生产;非标准梁采用弧形结构,模具设计难度更大。
(2)设计配筋率为235kg/m3,局部钢筋密集,这就要求对钢筋进行高精度定位,加大了绑扎难度。
(3)U梁采用开口薄壁形式,腹板厚26~28cm,底板厚23cm,导致梁体抗扭刚度较一般结构弱,对预制、吊装、存放、运输提出了更高要求。
(4)采用先张法(30m以上梁采用先后张结合)预应力施工,整体梁力学性能受制于预应力施工质量,必须严格控制张拉质量。
(5)梁体外表面要求为清水混凝土效果,对混凝土质量要求较高,由于u梁局部钢筋密集,须保证混凝土连续浇筑并振捣密实,确保外观质量,对浇捣的要求高。
在这些施工难点中,预应力施工是关键工序,属于重中之重。传统张拉工艺可概括为:
(1)人工手动驱动油泵;
(2)根据压力表数值调整张拉力;
(3)压力表数值达到设计值时,测量张拉伸长值;
(4)人工记录张拉数据。
在整个过程中人为与设备对质量影响风险较大,极易造成超张或欠张,容易带来产品质量问题。
3机电一体化在U梁预制施工的应用实例——自动张拉设备介绍
为加强对U梁预制过程中的关键工序——预应力施工环节进行更为有效的质量控制,通过科技攻关,本项目率先采用了具有自主知识产权的全自动张拉设备,该套设备在机电一体化领域主要涉及了以下几个方面的技术运用:
(1)机械本体技术:除去钢筋混凝土台座以外,该套设备的机械部分主要由张拉油缸、泵站、油管、牵引座、牵引杆组成,电气部分包括同步控制器、同步子站、压力传感器、位移传感器、触摸屏等。在该部分设计过程中主要考虑功能要求和力学性能要求。在设计时,运用三维设计软件对系统进行了虚拟试验和力学计算。
(2)驱动技术:采用液压驱动,通过同步控制器控制同步子站的电磁阀的通断电,从而控制张拉油缸的动作和停止,由此来控制张拉油缸的同步,张拉油缸通过牵引杆带动牵引座运动,由此来控制固定在牵引座上的钢绞线的同步张拉。该子系统主要满足张拉工艺以及设备安全的要求,需要达到张拉所需的应力值。
(3)信息处理技术:压力传感器获取张拉应力值,位移传感器获取张拉位移数据,输入通过触摸屏实现,由同步控制器完成信息处理过程,信息输出主要通过数据接口输出。整个过程实现信息收集、处理的自动化和智能化。
(4)接口技术:系统通过标准数据接口将工艺参数和系统参数(工艺参数包括千斤顶号、梁号、张拉时间等参数,系统参数主要是位移精度、力偏差、油缸面积、油缸行程、阀开时间、阀关时间和存储区等参数)实时传递给场内信息管理平台,可以实现远程控制。
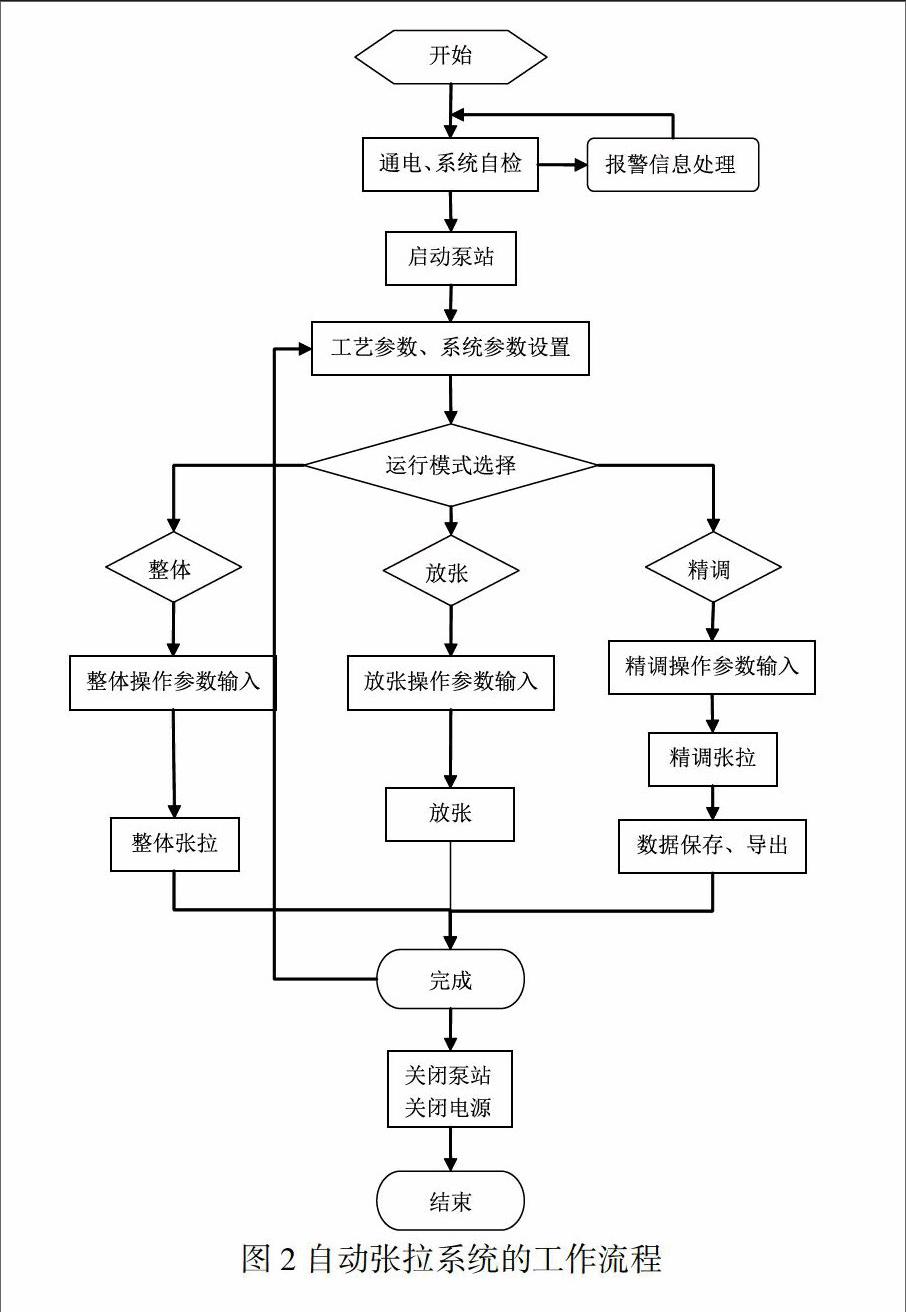
整个系统的工作流程如图2所示。
4运用机电一体化技术后的优点
相比于采用传统人工控制张拉过程,运用机电一体化技术后具有以下优点:
(1)真正实现“多顶同步”张拉所有钢绞线,使钢绞线的张力时刻保持一致,提高先张法预制梁的生产速度和质量,进而加快生产节奏,减少人工与模型投入,同时缩短施工周期;
(2)精确控制张拉应力。采用计算机控制,应力值精度控制可以达到0.1MPa,而传统手工控制一般在1MPa,精度提高了10倍。
(3)精确控制伸长值。位移传感器的精度可以达到0.01mm,传统人工读数一般在1mm,精度提高100倍,并且在伸长值不达标时,系统还可自动报警,实现“双控”目的。
(4)同步子站通過现场总线连接至同步控制器,可进行远程操作控制,避免危险作业区域的意外人身伤害,提高了施工过程的本质安全系数,为信息化生产和管理提供了硬件基础;
(5)使用闭环控制理念,实现自动化作业,减轻作业人员的工作负荷、提高作业效率,并提供数据输出打印功能,减少人为记录的差错并提高效率,使整个张拉过程可追踪,便于查询和存档,提升了管理水平。
由此可以看出,机电一体化产品是多门专业技术交叉融合的结果,是科学技术演进的方向。它带动现代工业发生跨越式的变革。大力发展和运用机电一体化技术,可以显著的提高施工生产的自动化程度,改变了传统施工作业方式,是促使机械产品向智能化演进,实践“中国制造2025”的有力推手。
猜你喜欢
商情(2016年43期)2016-12-26
电子技术与软件工程(2016年20期)2016-12-21
新教育时代·教师版(2016年27期)2016-12-06
新教育时代·教师版(2016年29期)2016-12-05
经济师(2016年10期)2016-12-03
智富时代(2016年12期)2016-12-01
智富时代(2016年12期)2016-12-01
职业·中旬(2016年10期)2016-11-28
科学与财富(2016年28期)2016-10-14
考试周刊(2016年77期)2016-10-09