进料含固率对餐厨垃圾两阶段厌氧消化的影响
2017-07-01 20:07:42汤若昊贾士儒陈树林李德茂
中国沼气 2017年3期
汤若昊, 郁 亮, 贾士儒, 陈树林, 李德茂
(1.天津科技大学 生物工程学院工业微生物教育部重点实验室, 天津 300308; 2.中国科学院 天津工业生物技术研究所, 工业生物系统与过程工程重点实验室, 天津 300457)
进料含固率对餐厨垃圾两阶段厌氧消化的影响
汤若昊1,2, 郁 亮2, 贾士儒1, 陈树林2, 李德茂2
(1.天津科技大学 生物工程学院工业微生物教育部重点实验室, 天津 300308; 2.中国科学院 天津工业生物技术研究所, 工业生物系统与过程工程重点实验室, 天津 300457)
试验在中温(35℃)条件下利用主要由800 L高固反应器(HSR),200 L缓冲罐和1000 L升流式固体反应器(USR)组成的两阶段中试厌氧系统对餐厨垃圾进行了处理,比较从1%~10%的不同含固率(TS)对两阶段厌氧系统的CODcr, OLR, pH值, VFA, TS, SVI和甲烷产率的影响。结果表明,进料含固率在6%以下时,HSR对餐厨垃圾固体残渣去除效果明显,可以保证进入USR反应器内液体中固体含量小于1.5%,USR反应器COD去除率也同样保持在80%以上,同时产气效率最高达到294 L·kg-1CODremoval。当原料TS大于6%时,HSR对餐厨垃圾残渣处理效果偏差,排液TS达到1.8%以上,同时USR反应器COD去除率和甲烷产率也受到影响,出现明显的降低。总体来说,两阶段反应体系进料TS浓度在6%以下时对餐厨垃圾处理效率、固体残渣处理效率和甲烷产率都得到了良好的效果。
餐厨垃圾; 两阶段厌氧处理系统; 含固率; 产甲烷能力
在城市中餐厨垃圾的主要来源是大中型饭店,高校和企事业单位食堂、生活小区。餐厨垃圾的主要组成部分包括淀粉类、肉类、油脂类和蔬菜水果类等有机质食物,但各部分具体比例根据地域分布有所不同[1]。其主要特点是:高有机质含量(16%~22%)、高含水率、高脂类和盐类含量等[2]。由于这些特点使得餐厨垃圾的处理变得十分困难,但同样这些特点也表现出了餐厨垃圾的资源性。处理餐厨垃圾传统的方法主要是焚烧和填埋,但这些方法都对环境会造成二次污染,并且没有利用餐厨垃圾的资源性[3]。好养堆肥作为新型的处理技术虽然有诸多优点,但其在堆肥过程中也会产生大量污染,并且餐厨垃圾中的盐分和油脂都会影响堆肥的效率。另外将餐厨垃圾转化为生态饲料也有大量的研究,但其安全性一直饱受质疑[4]。厌氧消化在近年来被广泛利用于餐厨垃圾处理中,其处理优势和资源转化效率都相对较高[5]。
由于餐厨垃圾高有机质的特征,在进行单相厌氧消化过程中必须将餐厨垃圾进行大量的预处理工作,增加大量的处理成本,并造成处理压力过大。在二阶段反应体系中由于有酸化罐的存在,所以反应体系能接受更高负荷的原料,同时由于酸化反应充分,产甲烷反应器的产气效率也会有很大的提升[6]。KIM[7]等人利用SRB-UASB两阶段反应器处理海洋类有机废物得到了不错的效果,升流式污泥床反应器(UASB)甲烷产率可达到296 L·kg-1CODremoval,有机质转化率达到44%。但其缺陷在于从酸化反应器出料必须经过稀释才可进入UASB反应器,这提高了处理成本,同时降低了处理效率。造成这种缺陷的原因在于传统的2阶段反应系统只是单纯酸化阶段与产甲烷阶段分开在不同反应器中进行,其中酸化反应器其中含有大量的挥发性有机酸(VFA),这些VFA是第2阶段的产甲烷反应器中产甲烷菌的底物,但是过量的VFA也同样会抑制产甲烷菌活性,所以酸化反应器内的酸化反应要适当的被控制,以保证进入产甲烷反应器的VFA浓度在适宜范围内[8]。然而,有控制酸化反应并没有完全利用酸化反应器的反应体积和VFA积累优势。刘良[9]等人将第1阶段反应器改为脱氮反应器进行实验研究,脱氮效率达到最佳可达到96.78%,但研究中并没有注重产气效率的变化。这些研究都提示了将第1阶段反应器多功能化是值得研究的重点。所以在本研究中,将传统的酸化反应器进行的改进,通过产甲烷反应器内污泥回流作用,稀释第1阶段反应器内的VFA浓度,并且使酸化反应器也具有一定的产甲烷能力。
对于升流式反应器而言,原料固体含量对其甲烷产率的影响巨大[10]。传统工艺中采用对原料进行过滤来避免升流式反应器的故障,但这样会使预处理过程变的复杂,严重减缓了处理效率。所以在本研究中,在第1阶段反应器通过利用餐厨垃圾的残渣与轻浮污泥的结合作用,使第1阶段反应器也具有降低餐厨垃圾中固体含量的作用,减轻产甲烷反应器的处理压力,增加其处理效率[11]。并通过向两阶段厌氧反应器中进入不同含固率的餐厨垃圾原料,来评估第1阶段反应器对固体去除效果的影响,同时也找到适合厌氧反应体系处理和产气的最佳进料含固率。
1 材料与方法
1.1 材料
1.1.1 餐厨垃圾和接种污泥
本试验所用餐厨垃圾来自于天津碧海环保技术咨询有限责任公司,餐厨垃圾通过收集、筛分、粉碎、蒸煮、离心、三相分离后的高固体含量的餐厨垃圾污水会作为本研究中厌氧消化处理的主要处理对象。试验所用的厌氧污泥来自于天津碧海环保技术咨询有限责任公司200 m3厌氧罐。餐厨垃圾和接种污泥的特性如表1所示。

表1 餐厨垃圾和接种污泥的主要性质
1.2 试验设备和方法
1.2.1 两阶段厌氧反应系统
研究所用厌氧反应器系统如图1所示。反应体系有高固反应器 (HSR),缓冲罐和升流式厌氧固体反应器(USR)反应器组成。其中HSR容积800 L,缓冲罐容积200 L,USR反应器容积1000 L。在HSR和缓冲罐之间设定高度差,使HSR内的液体通过重力作用自流至缓冲罐中,缓冲罐中的液体再由隔膜泵泵入USR反应器中。在USR反应器上方设置有循环管路,使USR反应器上方的部分污水进入HSR,进行部分循环。USR反应器所产生的沼气在反应器上方气体流量计处进行部分收集用于甲烷含量的测定,其余部分则进行排空。HSR产生的沼气在其上方的气体流量计处进行部分收集用于甲烷含量的测定,其余沼气一部分通过气泵进入USR反应器用于增加USR反应器中H2和CO2的浓度,提高产甲烷菌底物浓度,另一部分则同样进行排空。
1.2.2 USR反应器的启动
厌氧处理系统首先启动USR反应器和缓冲罐,根据USR反应器有效容积进行接种,接种量为反应器有效容积的60%。先将480 L厌氧污泥注入USR反应器中,再加入320 L水补齐800 L反应体系。再向缓冲罐中加入200 L的水。然后开启循环泵使缓冲罐与USR反应器建立起动态循环。污水进入USR反应器的速度为35 L·h-1,即保证24小时后整个系统内的液体可以循环一次,水力停留时间(HRT)为24 h,反应器温度保持在35℃±2℃。运行3天后,进料中加入5%的TS<1%的餐厨垃圾污水,水力停留时间为24 h,反应器温度保持在35℃±2℃。此过程中每天监测反应器内pH值变化,使反应器内pH值维持在7.0~7.6之间。若pH值超出合理范围,则将进料改为清水。此外定期检测反应器内COD,TS和产气量。

1.HSR反应器; 2.USR反应器; 3.缓冲罐图1 厌氧反应器系统
1.2.3 二阶段反应系统试验方案
USR反应器测试结束后,启动HSR与USR反应器联合运行。根据物料中TS含量的差异,将HSR运行分为3个阶段,3个阶段的进料TS含量分别为1%~3%,3%~6%,6%~10%,具体参数如表2所示。两相系统运行操作为:一次性向HSR内加入600 L原料,并且从USR反应器中回流200 L污水用于HSR内的接种,添加完毕后开启搅拌1 h让餐厨垃圾残渣和厌氧污泥混合均匀,然后静止2~4 h确保HSR内餐厨垃圾和污泥的复合物悬浮在罐内上方。此过程中,HSR进料浓度维持在11%,温度维持在25℃±2℃。每隔8 h向缓冲罐中加入200 L经HSR处理后的餐厨垃圾污水,以保证USR反应器的正常进料运行。USR反应器水力停留时间为8 h,温度维持在35℃±2℃。根据进料浓度的不同,每1~3天对HSR进行排渣。反应体系运行期间每天采集样品并检测HSR和USR反应器内pH值、总固体(TS)、化学需氧量(COD)、污泥体积指数(SVI)、挥发性脂肪酸(VFA)、沼气产量及甲烷产率,以此来评估厌氧系统的运行稳定性和产气效率。

表2 高固反应器(HSR)进料参数
1.3 参数测定及方法
pH值测定采用手持pH检测计进行现场测定;总固体(TS),可挥发性固体(VS),化学需氧量(CODcr)等常规参数使用标准方法进行测定[12]。
笔者研究中利用液相色谱仪对样品中的挥发性脂肪酸(VFA)进行测定,使用紫外检测器。色谱柱为安捷伦HPX-87H色谱柱,流动相为0.015 mol·L-1磷酸二氢钾和甲醇以97∶3混合,柱温箱温度30℃,每个样品反应时间为50分钟。
沼气产量由厌氧消化系统中的气体流量计和电子数控设备进行统计。沼气中甲烷含量使用气相色谱仪进行测定,采用了TCD检测器和PEG-20M毛线管柱,以氦气为载气,流速30 mL·min-1。柱箱、进样器和检测器温度分别为150℃,80℃和180℃。
2 结果与讨论
2.1 进料含固率对HSR和USR反应器COD去除率和OLR的变化情况
图2表示了两相反应不同阶段中HSR和USR反应器内COD去除率的变化情况。其中HSR中COD去除率在前2个阶段中基本维持在15%左右。这说明在原料TS从1%到6%上升的过程中,HSR内的COD消耗量并没有太大的区别。这也说明在反应的前2个阶段,反应器内细菌的酸化作用较弱,同时产甲烷菌的产甲烷能力也不强,COD总消耗量较低。在第3阶段中,原料TS上升到6%到11%,此时HSR中COD去除率有所下降,并且起伏较大,极不稳定。这说明了在这一阶段反应器水解细菌的活动逐渐增强,这些细菌会水解少数固形物从而造成了HSR内COD总量的上升,同时引起了反应器内环境的改变,进一步不利于产甲烷菌对COD的消耗作用[13]。但同时反应器内的酸化细菌变得相对活跃,从而保证COD去除率并没有大幅度的降低,维持在一个相对稳定的范围内[14]。而对于USR反应器来说,HSR的排料及为其进料。当在第3阶段HSRCOD去除率在降低时,USR反应器COD进料就会增长,从而引起了USR反应器在第3阶段去除率的略微下降。总体来说,两阶段反应体系系统在高TS(6%~11%)进料情况下,COD去除率较为稳定。HSRCOD去除率虽然相对较低,但为USR反应器起到了良好的缓冲作用,减轻了USR反应器的处理压力,保证了其稳定运行。但是相比USR单相反应器运行状况而言,双相系统中USR反应器在同负荷下COD去除率略有降低,原因有可能是HSR对原料中TS的处理不够彻底,致使USR反应器进料中TS含量升高,从而引起了反应器内部分污泥的流失,造成处理效率的略微下降。

图2 不同阶段HSR和USR反应器内COD去除率变化情况
图3表示了两相反应不同阶段中HSR和USR反应器OLR的变化情况。可以很明显地发现在不同阶段HSR中OLR呈现明显的上升趋势,从起始的8.5 kgCOD·m-3d-1上升至最后的10.3 kgCOD·m-3d-1,而USR反应器OLR则上升较为缓慢,仅仅从起始处的6.9 kgCOD·m-3d-1上升至7.4 kgCOD·m-3d-1。这表明了在高TS含量进料的情况下,HSR对USR反应器负荷起到了良好的缓冲作用,让USR反应器能保持相对稳定高效的处理处理能力。

图3 不同阶段HSR和USR反应器内OLR变化情况
2.2 进料含固率对HSR和USR反应器VFA和pH值的变化情况
图4表示了两相反应不同阶段中HSR和USR反应器内VFA的变化情况。随着进料TS含量的增大,HSR中的VFA含量从15300 mg·L-1上涨到18310 mg·L-1,其中VFA浓度在反应的第3阶段上升较快,而在前2个阶段相对平缓。造成这种现象的原因有可能是在前2个阶段中原料TS含量相对较低,再加之USR反应器回流的污水对HSR内的污水浓度起到稀释作用,所以导致HSR内整体环境不适宜细菌的水解和酸化,VFA产生速率缓慢。在第3阶段中随着原料TS含量的增加,原料中有机质的含量也进一步增加,水解细菌和酸化细菌的活性逐渐增强,促进了VFA的产生。但是由于回流稀释作用的存在,HSR中的条件不会完全变化为酸化水解的最佳条件,所以VFA浓度虽然有所上升,但是并没有大量积累。同时这种VFA少量积累的现象也减轻USR反应器的处理压力,不会让USR反应器内的VFA浓度迅速的升高。从图中也可以看出,在第3阶段运行过程中USR反应器中VFA最大积累量只达到573 mg·L-1,远没有到达可以抑制产甲烷菌活性的临界浓度[15]。图5则表示了HSR和USR反应器内pH值的变化情况,随着进料TS含量的增加,HSR中的pH值由6.4下降至5.9。原因可能是在原料混合时随着餐厨垃圾残渣的加入同时也加入了一些餐厨垃圾污水,另外也与反应器内水解和酸化作用的增强有关。而USR反应器中pH值则一直稳定在7以上,这表明了USR反应器对高酸度原料具有一定的抗冲击力。
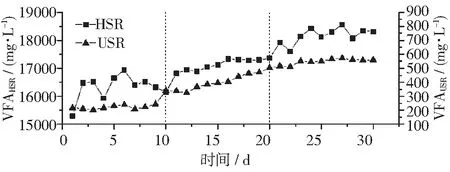
图4 不同阶段HSR和USR反应器内VFA变化情况

图5 不同阶段HSR和USR反应器内pH值变化情况
2.3 进料含固率对HSR和USR内TS和SVI的变化情况
图6表示了两相反应不同阶段中HSR和USR反应器内TS的变化情况。在反应的前2个阶段,HSR进料TS分别为1%~3%,3%~6%。而HSR中TS含量却维持在1.3%以下。这表明了在HSR当中,餐厨垃圾残渣与USR反应器回流而来的部分轻浮污泥结合效果较好,使HSR中的大部分固形物都漂浮在反应器液面上层,从而使得进入USR反应器的污水TS含量较低。所以前2个阶段USR反应器中TS含量稳定在2.8%左右,基本不受影响。反应的第3阶段中,随着原料浓度升高到6%~11%,HSR内TS含量由1.3%升高到1.8%。造成这种现象的原因有可能是HSR中的餐厨垃圾残渣较多,轻浮污泥无法将其全部结合并漂浮到液面上层。在第3阶段中USR反应器内TS含量发生了明显的下降,这是因为餐厨垃圾残渣大量进入USR反应器内并与厌氧污泥相结合,由于餐厨垃圾残渣相对较轻无法在向上水流的冲刷下继续保留在反应器内,所以反应器内一些污泥被餐厨垃圾残渣携带出反应器,造成了USR反应器中TS含量的下降。虽然USR反应器内厌氧污泥受到了部分损失,但总体来说损失速率较慢,并且在此阶段后期污泥含量保持在了2%左右。这也表明了新型USR反应器本身也具有一定抗高TS含量原料的能力,突出了反应器结构的优势。图7也表明了USR反应器内SVI在第3阶段大幅度上升后趋于稳定。这也说明了USR反应器对高TS含量的原料有一定的耐受力。
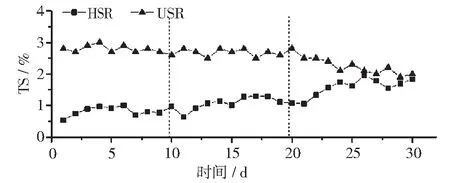
图6 不同阶段HSR和USR反应器内TS变化情况

图7 不同阶段HSR和USR反应器内SVI变化情况
2.4 进料含固率对HSR和USR反应器甲烷产率的变化情况
图8表示了两相反应不同阶段中HSR和USR反应器甲烷产率的变化情况。由于HSR是依靠USR反应器回流液进行接种,因此接种污泥含量较少,质量较差。又因为HSR进料TS含量较高、反应器内pH值较低等因素,造成HSR甲烷产率极低。但根据反应器设计原理,HSR主要作用是帮助USR反应器缓冲进料负荷和降低进料TS含量,以保证USR反应器的稳定运行。USR反应器在前2个阶段的甲烷产率要高于第3阶段,最高可达到294.8 L·kg-1CODremoval。在第3阶段中USR反应器的产甲烷效率基本稳定在240 L·kg-1CODremoval,相比较USR单相运行阶段而言两相系统中USR反应器甲烷产率略有降低。原因有可能是在两相反应系统中USR反应器进料TS稍有升高,从而导致USR反应器内污泥流失所造成的。但从总体来说,两阶段反应体系无论在预处理、总处理效率和总甲烷产率上相比较单相反应体系都具有一定的优势[16]。

图8 不同阶段HSR和USR反应器内甲烷产率变化情况
3 结论
HSR和USR反应器两相运行时,在进料含固率为1%~6%时,HSR对餐厨垃圾残渣的处理效果较好,HSR内含固率为1.3%以下,并且USR反应器此阶段COD去除率达到80%以上,产甲烷效率最高达到294.8 L·kg-1CODremoval,这说明此条件下更适宜于两相反应系统的运行。而当进料含固率为6%以上时,HSR去除餐厨垃圾残渣的处理效率明显降低,HSR内TS升到到1.8%以上,USR反应器COD去除率下降至80%以下,甲烷产率下降至250 L·kg-1CODremoval以下,这表明高固含量的原料对双相系统有明显的抑制作用。另一面,二阶段反应系统的总体处理效率和甲烷产率也要略高于单相反应器处理结果,比单相反应器更适宜于餐厨垃圾的处理和利用。今后的研究主要更注重于降低反应器运行成本,同时进一步优化反应器处理效率并且在此基础上对反应器内产酸菌群同样进行细致的结构分析和优势菌属的确定,为反应系统进一步放大和工业化提供基础。
[1] 王 星, 王德汉, 李俊飞, 等. 餐厨垃圾的厌氧消化技术现状分析 [J]. 中国沼气, 2006(02): 35-39.
[2] 易龙生, 饶玲华, 王 鑫, 等. 餐厨垃圾理化性质及其厌氧发酵产气潜力分析 [J]. 中南大学学报(自然科学版), 2012 (04): 1584-1548.
[3] 任连海, 聂永丰. 餐厨垃圾管理的现状、问题及对策 [J]. 中国环保产业, 2010 (12): 45-49.
[4] Sasaki K, Aizaki H, Motoyama M, et al. Impressions and purchasing intentions of Japanese consumers regarding pork produced by ‘Ecofeed’, a trademark of food-waste or food co-product animal feed certified by the Japanese government [J]. Anim Sci J, 2011, 82(1): 175-180.
[5] Zhang C, Su H, Baeyens J, et al. Reviewing the anaerobic digestion of food waste for biogas production [J]. Renewable and Sustainable Energy Reviews, 2014, 38:383:392.
[6] Fezzani B, Ben Cheikh R. Two-phase anaerobic co-digestion of olive mill wastes in semi-continuous digesters at mesophilic temperature [J]. Bioresource Technology, 2010, 101(6): 1628-1634.
[7] Kim D H, Cha J, Lee M K, et al. Prediction of bio-methane potential and two-stage anaerobic digestion of starfish [J]. Bioresource Technology, 2013, 141:184-190.
[8] 彭绪亚, 贾传兴, 潘 坚, 等. 餐厨垃圾单相厌氧消化系统酸化预警指标 [J]. 土木建筑与环境工程, 2011, (04): 146-150.
[9] 刘 良, 訾 海, 陈新颖, 等. 猪粪厌氧消化液两阶段闭式循环氨脱除工艺优化 [J]. 农业机械学报, 2015 (09): 211-216.
[10] 张晓明, 程海静, 郭 强, 等. 高含固率有机垃圾厌氧发酵生物反应器研究现状 [J]. 中国资源综合利用, 2010 (02): 51-54.
[11] Yu L, Ma J, Chen S. Numerical simulation of mechanical mixing in high solid anaerobic digester [J]. Bioresource Technology, 2011, 102(2): 1012-1018.
[12] Gilcreas F W. Future of standard methods for the examination of water and wastewater [J]. Health Lab Sci, 1967, 4(3): 137-141.
[13] Luo G, Wang W, Angelidaki I. A new degassing membrane coupled upflow anaerobic sludge blanket (UASB) reactor to achieve in-situ biogas upgrading and recovery of dissolved CH4from the anaerobic effluent [J]. Applied Energy, 2014, 132:536-542.
[14] Böske J, Wirth B, Garlipp F, et al. Upflow anaerobic solid-state (UASS) digestion of horse manure: Thermophilic vs. mesophilic performance [J]. Bioresource Technology, 2015, 175:8-16.
[15] 许之扬. 餐厨垃圾固态厌氧消化过程内源性抑制效应研究 [D].无锡:江南大学, 2014.
[16] 孟宪武, 许晓晖, 杨智满, 等. 有机负荷对餐厨垃圾单相厌氧发酵的影响 [J]. 安徽农业科学, 2011(25): 15567-15569.
Influence of Solid Concentration of Kitchen Waste on Its Two-stage Anaerobic Digestion /
TANG Ruo-hao1,2, YU Liang2, JIA Shi-ru1, CHEN Shu-lin2, LI De-mao2/
(1. Key Laboratory of Industry Microbiology, Ministry of Education; Tianjin University of Science and Technology, Tianjin 300457, China; 2. Tianjin Key Laboratory for Industrial BioSystems and Bioprocessing Engineering, Tianjin Institute of Industrial Biotechnology, Chinese Academy of Sciences, Tianjin 300457, China)
Kitchen waste was treated by two-stage anaerobic digestion system(HSR- USR). The effects of different feeding TS(1%~10%) on COD, OLR, pH, VFA, TS, SVI and methane production rate were investigated under condition of 35℃. The results showed that the HSR reactor had a high TS removal efficiency when feeding TS were below 6%, which could ensure its effluent flowing into USR reactor with the TS concentration below 1.5%. The USR reactor also obtained a high COD removal of 81% with a methane production rate of 294 L·kg-1CODremoval. But when the feeding TS was above 6%, the TS removal efficiency of HSR reactor decreased, and its effluent TS was 1.8% or more. Simultaneously, both COD removal efficiency and methane production rate in USR reactor were also decreased.As a whole, this two-stage system had satisfied treatment efficiency for the kitchen waste with TS below 6%.
kitchen waste; two-stage anaerobic digestion system; total solid concentration; methane production
2016-04-08
2016-06-03
项目来源: 天津市科技计划项目(12ZCZDSY15200)
汤若昊(1990- ),男,硕士研究生,研究方向为厌氧消化制沼,E-mail:tang_rh@tib.cas.cn 通信作者: 李德茂,E-mail:li_dm@tib.cas.cn
S216.4; X705
A
1000-1166(2017)03-0044-06
猜你喜欢
科学家(2022年3期)2022-04-11 23:55:49
煤气与热力(2021年12期)2022-01-19 05:19:26
云南化工(2021年6期)2021-12-21 07:31:18
湖南农业大学学报(自然科学版)(2021年3期)2021-07-02 01:40:48
森林工程(2018年3期)2018-06-26 03:41:04
中国资源综合利用(2017年2期)2018-01-22 02:45:01
中国工程咨询(2017年4期)2017-01-31 03:05:12
山东工业技术(2016年15期)2016-12-01 05:30:45
橡塑技术与装备(2016年14期)2016-02-24 22:23:19
发明与创新(2015年21期)2015-02-27 10:39:11