
10 079 m3丁烷球罐的声发射检测
2017-07-01 21:07曾德程王春强
中国特种设备安全 2017年5期
曾德程 王春强
(广西壮族自治区特种设备检验研究院 南宁 530219)
10 079 m3丁烷球罐的声发射检测
曾德程 王春强
(广西壮族自治区特种设备检验研究院 南宁 530219)
介绍采用两套声发射检测系统完成10079m3丁烷球罐的在线检测,代替传统的开罐检验。介绍其操作要点、检验程序、注意事项,能实现大规格球罐的在线检测,说明该方法是快速、经济、有效的不开罐检测手段,可供今后此类球罐的检验提供参考。
声发射检测 球罐 HITEN610U2钢
1 情况介绍
某能源有限公司一台10079m3丁烷球罐主要技术参数为:设计压力0.79MPa,设计温度-5℃~50℃,工作介质为丁烷,主体材质为日本钢板HITEN610U2,球罐内径为Sφ26800mm,结构形式为混合式,14个支柱,公称壁厚为31mm(上极板,上温带)、32mm(赤道带)、33mm(下温带,下极板)。设计单位:合肥通用机械研究所,球壳板制造单位:大连金鼎石油化工机器有限公司,安装单位:沈阳工业安装集团球罐分公司。安装时该球罐进行了100%射线检测,2010年1月首次检验,内外表面焊缝经磁粉检测均未发现磁痕显示,超声波检测发现超标缺陷两处,缺陷暂未处理,安全状况等级为:3级。
2 检验介绍
按照传统的检验手段,需要对球罐物料进行置换,打开人孔,内外搭设脚手架及作业平台,并请人员对内外焊缝进行打磨,辅助工作需要3个月的时间,对使用单位而言,时间的耽搁意味着经济利益的损失。大量实践证明[1-5],声发射检测技术应用在大型球罐上是可行的,确保检验质量的同时也不影响使用单位的正常生产。
结合首次全面检验的情况,查阅使用单位提供的物料成分分析报告(重点分析含水量及H2S成份),调查国内HITEN610U2材质制造的球罐检验情况[6],分析可知,对该大型球罐采用在线的检测手段是可行的。
3 检验方案
3.1 检验方案的可行性分析
由于NB/T 47013.9—2012《承压设备无损检测第9部分:声发射检测》关于声发射定位源的强度分级是依据Q345R材料进行分析的[7],而该球罐的主要材质为日本钢板HITEN610U2(下屈服强度ReL≥490MPa级的低焊接冷裂纹敏感性高强度钢)[8-9], 按钢厂证明书数据,钢板为调质状态交货,拉伸试验的下屈服强度ReL=590MPa,抗拉强度Rm=683MPa,伸长率A=27%。HITEN610U2钢板的化学成分见表1[10],Q345R板材的化学成分见表2[11]。
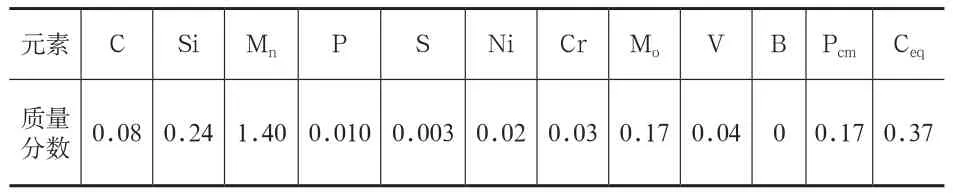
表1 HITEN610U2钢板的化学成分

表2 Q345R钢板的化学成分
由于球罐主要材质为日本钢板HITEN610U2,较国内常用Q345R钢,HITEN610U2钢中含Ni 为0.02%,而Q345R中含Si为0.35%,其它元素HITEN610U2优于Q345R。硅(Si)与镍(Ni)两种元素在钢材中有提高淬透性和固溶强化作用,结合声发射在不同材质下检测情况分析,可参照Q345R经验数据判断。本着谨慎的原则,前期确定方案时,预先在球罐罐壁采用2Hφ0.3mm铅芯折断测量实际距离—衰减曲线,测量情况见表3。

表3 HITEN610U2衰减测定
根据试验确定将最大传感器间距控制在6m以内。

图1 HITEN610U2钢材的衰减测试
3.2 检验方案的确定
在球罐外部搭设脚手架及作业平台,提高球罐内部介质的液位,采用液态的原介质加载进行声发射检测,根据加压和保压阶段出现的有效声发射源定位信号确定需要验证的部位,采用JB/T 4730.2~ 4730.6、NB/T 47013.7~ 47013.8、NB/T 47013.10所规定的检测方法进行表面和(或)内部缺陷检测。对上一个检验周期发现的问题采用同样无损检测手段进行复核,判断可记录的缺陷是否扩展。对于两套声发射检测系统的重合区(见图2)应重点进行常规无损检测抽查。对上下极板环缝、上下温带环缝、赤道带环缝外表面进行表面磁粉及超声波检测。
4 声发射检测
4.1 声发射检测系统的调试
由于该规格球罐的声发射检测需配备的检测通道数极大,单独使用一台声发射检测系统进行检测成本极高,国内的检测单位目前拥有通道数最多的是112通道。经分析,可使用两台美国PAC公司声发射检测系统并联,其中一套系统为SAMOS-88通道(检测上半球及部分下半球),外借另一套系统为48通道(检测下半球)。基本参数如下:传感器为R15IAST(带前置放大器,可自激发标定) 、R15I、DP15I谐振型传感器,中心频率为150kHz,放大器增益为40dB,测量背景噪声<35dB,触发门槛值为40dB,浮动门槛为6dB,采用2Hφ0.3mm铅芯折断信号为模拟源,模拟滤波器频率为100~400kHz,设置为球面定位方式,全波形采集和参数采集,传感器平均灵敏度为96dB,波速用时差法在球罐表面进行实测。
4.2 传感器的安装
传感器1—88通道检测上半球及部分下半球,传感器1—48通道检测剩余部分下半球,两套检测系统1-18号分别设置在同一个检测点上(即下图的“重合区”),实现两套检测系统的对接。对出现在重合区的信号应在两套检测系统中进行对比分析,排除干扰。对于某检测系统,在有效检测区域外出现某定位事件,应对比分析,是否同样也出现在另一套检测系统中,可排除干扰。上下人孔各布置一个传感器,中间共布置9层,相临两层之间的弧长约为4218mm,共计136通道。传感器布置的经纬度展开图如图2所示。

图2 传感器布置的经纬度展开图
软件定位图的设置:两套系统的球罐规格参数应设置一样,硬件参数及时间参数设置一样,保证数据可对比的前提条件。软件定位软件截图如图3、图4所示:
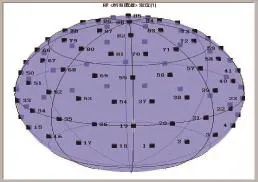
图3 88通道软件截图

图4 48通道软件截图
4.3 同轴信号线的敷设
检测通道一共136个,需要配备相应的信号线,为了更好的利用各种规格的同轴信号线,布置前应进行空间上的优化,如图5所示,这样可以大大减轻敷设的难度,也避免了大规格(100m)线缆的浪费。

图5 线缆的空间优化
4.4 加压过程
传统的轻烃介质球罐在线检测受运行压力和温度的影响,不饱和状态会造成一定的压力波动,故大多都采用洁净水作耐压试验时进行检测。由于该能源有限公司拥有2个2 万m3的低温固定拱顶罐,能提供足够的原材料。当液位升到检测采集的初始压力后,需静止3天以上,提高罐壁的温度。因为低温物料会造成罐壁温度过低,与环境温差大,球罐外壁有大量的冷凝水,会影响声发射检测的基本操作。用液态的原材料代替传统的洁净水作为升压的介质,通过提高液态原材料的液位并用液态的轻烃泵进行加载,可以有效的控制加载时间,压力的调节稳定、便捷,声发射非相关信号较少,可以大大缩短检测时间且对使用单位的影响较小。丁烷的物料比重600kg/m3,设备净质量722260kg,计算可知,充满液态丁烷后总重超过6165t,翻阅球罐安装时的竣工资料,掌握预埋支柱基础的结构形式,并对球罐14根支柱实际不垂直度及使用多年后沉降程度进行现场测量后,确认该球罐能够承受液压试验的液体重量。根据相关法规、标准的要求确定声发射检测最高试验压力和加载程序,采用二次循环加压的程序,如图6所示。加载过程要注意介质的注入速率,控制泵的出口压力,力求平稳,同时在加载过程中对基础的沉降进行实测记录,发现异常时须立即停止加压。检测过程中如遇到强噪声干扰,应停止加压并暂停检测,排除强噪声干扰后再进行检测。

图6 加载程序示意图
4.5 检测数据分析
声发射检测成功的关键之一是排除非相关信号的干扰[12-13],这样才能确保采集信号有效性,利于后期数据的处理与分析。从检测数据中标识出检测过程中出现的噪声数据,并在检测记录中注明。安装完传感器后进行背景噪声的检测时,出现的都是高幅值信号(>80dB),且定位事件的出现呈几何级的增长,此现象很不正常。把传感器从罐壁脱离后,安装在其它钢板上,测试未见异常。经了解,该球罐表面安装有外测振动超声波液位计,定时发送脉冲信号,把此装置关闭后,测试未见异常。
本次声发射检测是球罐在用原介质加压过程中,进行声发射整体监测和数据采集,压力从0.35MPa开始对被检容器进行数据采集,共进行两个加压循环。升压速度一般不应大于0.5MPa/min。在两次加压循环和保压过程中没有出现可记录的声发射定位源信号。
4.6 磁粉检测及超声波检测(A超及TOFD检测)
对上一个检验周期发现的问题采用同样无损检测手段进行复核,判断可记录的缺陷是否扩展,测量缺陷的自身高度。对于两套声发射检测系统的重合区(分析如下)应重点进行常规无损检测抽查。对上下极板环缝、上下温带环缝、赤道带环缝外表面进行表面磁粉及超声波检测,均未发现危害性缺陷,验证了声发射检测结果的正确性。
5 结论
1)10079m3球罐的声发射检测国内目前开展极少,主要的原因是配套的声发射检测仪器通道数极多,一般的检测单位不具备此硬件设施,该检验实例为采用声发射技术检测大型球罐积累了经验,提供一种可行的检测思路。
2)声发射检测技术对材料非常敏感,对本文中HITEN610U2材料参照了Q345R材料的声发射特性,对检测结果的判断会引入一定的误差,在条件许可的情况下,对球罐材料的声发射特性进行研究,有助于提高声发射信号源判断的准确性;
3)加压方式的不同。传统的轻烃介质球罐在线检测受运行压力和温度的影响,不饱和状态会造成一定的压力波动,故大多都采用洁净水作耐压试验时进行检测。由于该能源有限公司拥有2个2万m3的低温固定拱顶罐,能提供足够的原材料。用液态的原材料代替传统的洁净水作为升压的介质,通过提高液态原材料的液位并用液态的轻烃泵进行加载,可以有效的控制加载时间,压力的调节稳定、便捷,声发射非相关信号较少,可以大大缩短检测时间且对使用单位的影响较小。但应在检测前制定详细的安全措施,时时监测球罐基础沉降,避免接近最大充装量带来的危险,确保检测加载过程的安全。
4)排除非相关信号的干扰是关键。检验前期中受安装在球罐表面的外测振动超声波液位计的干扰,出现的都是高幅值信号(>80dB),排除这一干扰相当重要。
[1] 曾永忠.声发射技术在球罐检测中的应用[J].广东化工,2005,(2):38-39.[2] 崔卫东,张莉.大型球罐声发射检测技术研究[J].河南化工,2011,28(11):36-39.
[3] 张红,易涛,顾全,等.声发射检测在球罐检验中的应用[J].无损探伤,2006,30(6):11-12.
[4] 费宏伟,岳亚霖,李盛华,等.1000m3液化气球罐的声发射检测[J].压力容器,2005,22(5):56-58.
[5] 邵峰,朱玉明,崔强,等.一台8000m3球罐的声发射检验[J].无损检测,2008,30(2):122-124.
[6] 王清栋,陈辉华,等.JFE-NK-HITEN 610U2钢制3000m3丙烯球罐首次开罐检验与分析[J].化工机械,2014,41(1):107-109.
[7] NB/T 47013.9—2012 承压设备无损检测第9部分:声发射检测[S].
[8] 刘国栋,王林,常虎.JFE-NK-HITEN 610U2钢制3000m3丙烯球罐的组焊实践[J].石油化工设备,2012,15(4):27-29.
[9] 汪琳.NK-HITEN610U2钢制1000m3丙烯球罐设计[J].化工设备与管道,2002,39(5):55-56.
[10] 方国爱,刘国庆,陆戴丁,等.NK-HITEN610U2钢焊接接头力学性能研究[J].石油化工设备,2008,37(6):6-9.
[11] GB 713—2008锅炉和压力容器用钢板[S].
[12] 李光海,刘时风,耿荣生,等.声发射源特征识别的最新方法[J].无损检测,2002,24(12):534-538.
[13] 耿荣生,沈功田,刘时风.声发射信号处理和分析技术[J].无损检测,2002,24(1):23-28.
The Detection of 10079 Cubic Meters Spherical Tank by Acoustic Emission
Zeng Decheng Wang Chunqiang
(Guangxi Special Equipment Inspection and Research Institute Nanning 530219)
This paper introduced the use of two sets of acoustic emission detection system to complete 10079m3butane spherical tank on-line detection, instead of the traditional open-can inspection, and introduces the operation points, inspection procedures and precautions, which can realize the on-line detection of large-scale spherical tank. It shows that the method is fast, economical and effective means for detecting the cans.
Acoustic emission Spherical tank HITEN610U2 steel
X924
B
1673-257X(2017)05-0049-04
10.3969/j.issn.1673-257X.2017.05.011
曾德程(1985~),男, 本科,工程师,从事压力容器定期检验工作。
曾德程,E-mail: gxtjy204@126.com。
2017-02-13)
猜你喜欢
磷肥与复肥(2022年2期)2022-11-25
重庆理工大学学报(自然科学)(2022年2期)2022-03-23
纺织科学研究(2021年1期)2021-12-03
石油和化工设备(2020年8期)2020-09-02
电子制作(2019年22期)2020-01-14
中国特种设备安全(2019年7期)2019-09-10
传媒评论(2019年5期)2019-08-30
时代英语·高一(2019年1期)2019-03-13
电子制作(2018年16期)2018-09-26
山东工业技术(2016年15期)2016-12-01
