
基于模糊自适应PID的色母粒生产线温控系统研究
2017-07-01 18:00梁晨晨冯显英吕强郑剑山东大学机械工程学院济南5006山东旌阳机械有限公司山东济宁7000
组合机床与自动化加工技术 2017年4期
梁晨晨,冯显英,吕强,郑剑(.山东大学机械工程学院,济南5006;.山东旌阳机械有限公司,山东济宁7000)
基于模糊自适应PID的色母粒生产线温控系统研究
梁晨晨1,冯显英1,吕强2,郑剑1
(1.山东大学机械工程学院,济南250061;2.山东旌阳机械有限公司,山东济宁272000)
温度在色母粒的生产过程中是一个至关重要的参数,影响其物理的和几何的属性,针对色母粒生产过程中温度控制精度不高以及具有非线性、滞后、大惯性特点的问题,在传统PID控制算法的基础上提出一种模糊自适应PID控温算法。通过Simulink仿真,结果表明该方法缩短了系统的响应时间,降低了超调量,提高了自适应能力。实际的生产试验应用也表明:基于该控制算法在线调整PID的参数,可以快速响应温度变化。开发的基于PLC的模糊PID控温系统可行、可靠,提高了产品的质量,达到了预期目标。
色母粒;模糊自适应PID;Simulink
0 引言
色母粒生产线主要由自动上料、自动计量、密炼挤出、定量包装、自动码垛等几部分组成。在色母粒生产过程中,温度控制是影响其质量的关键因素,物料状态的转变以及物料的粘度都取决于温度。温度过高,会导致颗粒聚合物发生分解,大大降低其物理性能;而温度过低,造成制品表面粗糙,未能充分塑化使机械性能严重降低。由此可见,温度的精度控制要求变得十分严格。色母粒生产的加热过程是在挤出机中进行的,通过电阻丝进行加热,其温度控制系统是一个具有大惯性、纯滞后、时变的系统,又存在诸多随机干扰因素,因此难以建立精确的数学模型。很多学者对挤出机温度控制提出了高性能PID控制算法,降低了控制误差,但是基于常规PID的控制算法难以满足温度控制精度的要求。因此该生产系统采用一种模糊控制和PID控制相结合的控制方法,并利用MATLAB中Simulink进行仿真测试[1],其结果与传统PID控制相比,大大提高了控制精度,充分满足了控制要求。
1 挤出机工作原理与温控系统设计
挤出机是用来将混合好的色母原料进行输送、压实、熔融、剪切混炼挤压成型的设备。其挤出过程是通过螺筒加热以及熔体与螺杆之间剪切力实现的。螺筒分为六段,每段都有加热装置和冷却装置,如图1所示,加热装置通常为电加热,每段采用功率为4.5kW的电阻片进行加热,加热片一般位于螺筒壁上,通过外部加热螺筒,使得其内腔的塑料升温到设定温度。此外,挤出机还有冷却装置,如图2所示,当温度高于设定温度时,自动开启水冷却装置,使温度迅速降到设定温度,从而保证塑料处于工艺要求的温度范围内。

图1 螺筒温控装置
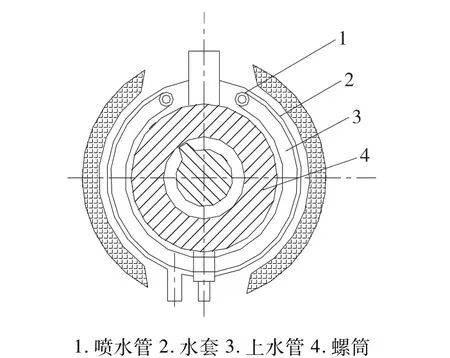
图2 螺筒冷却结构
挤出机温度控制过程:温度传感器检测到的螺筒温度值经过AD模块传送到PLC。在PLC中,将采集到的温度值与上位机设定的温度值进行比较,然后通过智能控制算法实现对挤出机胶料温度的控制,其控制原理如图3所示。
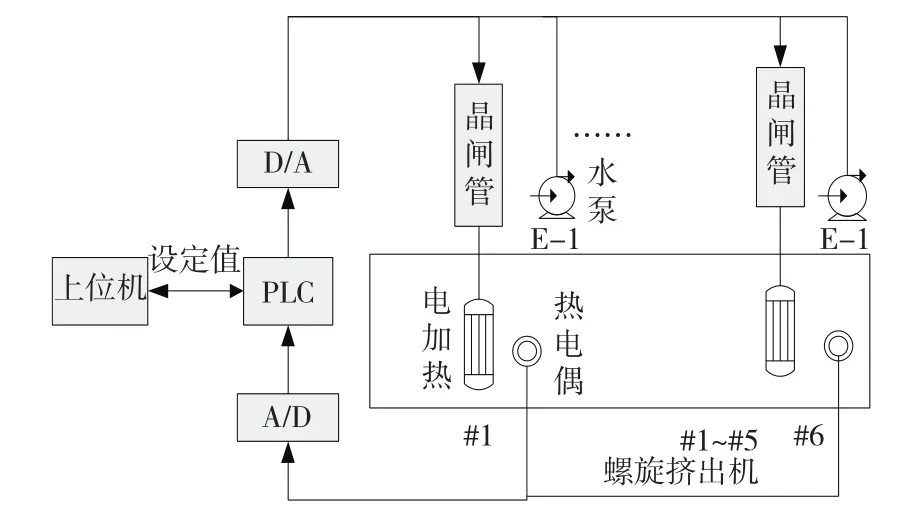
图3 温控系统原理图
挤出机温度控制系统由上位机、PLC、D/A模块、A/D模块、温度传感器组成,上位机采用华研IPC-610M工控机和屏通触摸屏,下位机采用西门子S7-300PLC。PLC通过PROFIBUS-DP连接变频器,通过RS232串行通信的方式连接各模块。其中西门子S7-300PLC作为核心控制器。通过上下位机之间的互相通讯,在上位机上设置各螺筒的加热温度,通过PLC程序实现相应的功能,并在触摸屏界面上显示出实时温度。
3 控制方法的设计
3.1 PID控制
PID控制器是一种线性控制器,其控制原理如图4所示。PID控制基本公式为:

其中:Kp为比例环节;Ki为积分环节;Kd为微分环节[2]。
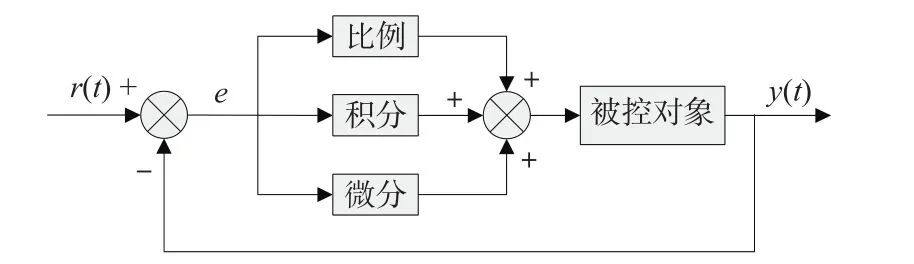
图4 PID控制器结构图
根据温度设定值r(t)与实测值y(t)构成控制偏差e(t):

3.2 模糊自适应PID控制
模糊自适应PID控制结合传统PID控制和模糊控制,它以温度偏差e和偏差变化率ec作为输入,利用Fuzzy控制器建立模糊控制规则并进行模糊推理,从而对PID的比例、积分、微分参数进行在线调整,实现对被控对象的精确控制[3],其控制原理如图5所示。

图5 模糊自适应PID控制原理结构图
3.2.1 模糊自适应PID控制算法的设计
根据PID的整定原则,设计模糊自适应PID控制算法主要分为以下几个部分:
(1)参数的模糊化:以挤出机温度变化e和变化率ec为输入,模糊控制器的输出为Kp',Ki',Kd'。它们各自的语言变量、论域、模糊子集、模糊论域、因子如表1所示。

表1 参数量化表
设各输入输出均服从三角形分布,每个语言变量取7个语言值:“负大(NB)”、“负中(NM)”、“负小(NS)”、“零(ZO)”、“正小(PS)”、“正中(PM)”、“正大(PB)”[4]。
(2)模糊推理:根据PID参数的整定规则来对三个参数进行在线自适应调整以满足不同的e和ec对参数的要求,制定了PID三个参数Kp',Ki',Kd'相应的模糊控制规则表[5-8],如表2~表4所示。
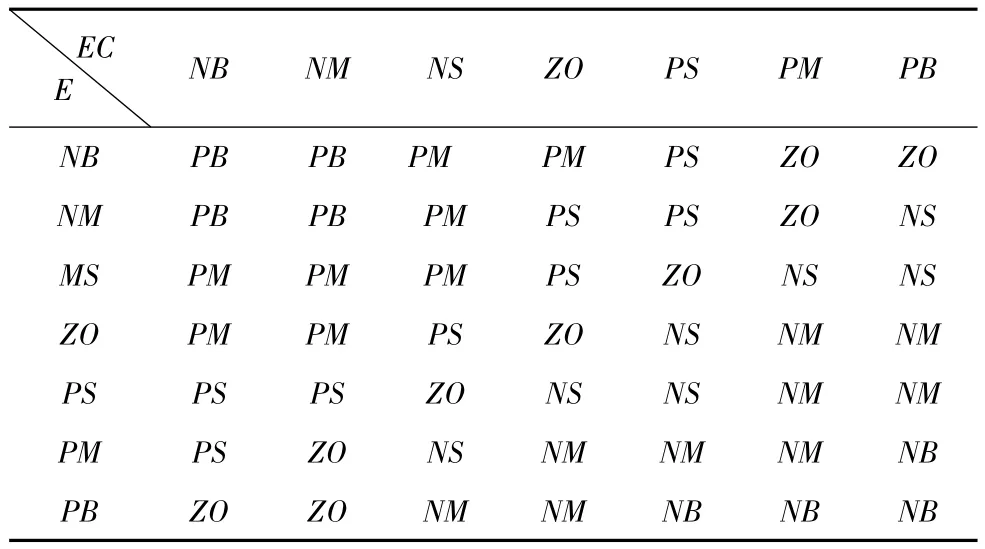
表2 Kp'的模糊控制规则

表3 Ki'的模糊控制规则
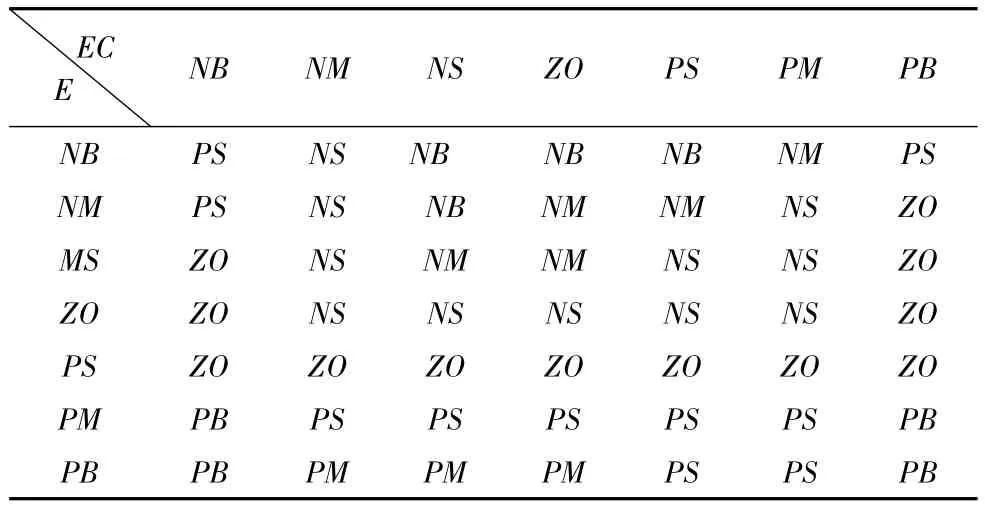
表4 Kd'的模糊控制规则
根据各参数的模糊控制模型和各模糊子集的隶属度赋值表,应用模糊合成推理出PID三个参数的模糊矩阵表,在线修正PID参数,公式如下:
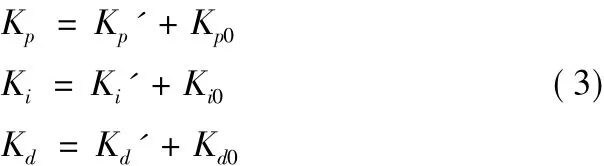
其中,Kp',Ki',Kd'为模糊推理的PID参数;KP0、Ki0、Kd0为初始参数。
(3)清晰化过程:从模糊集合中取一个能最佳代表这个模糊推理结果精确值的过程称为清晰化过程。本文采用重心法,取隶属度函数的加权平均值作为清晰值。
4 仿真分析
在挤出机加热过程中,由于电阻丝产生热量需要一个过程,导致了系统输入响应之间有延迟。根据温度控制系统具有非线性、惯性大、滞后的特点,将其简化成一个带有纯滞后的一阶惯性环节,得出数学模型为:

其中,K为对象的增益,T为时间常数,t为滞后时间。根据实际生产情况,取K=1.0,T=150,t=20s,使控制挤出机中的温度稳定为200℃。
根据挤出机建立好的数学模型(4),采用传递函数:

在Simulink下建立传统PID和模糊自适应PID的控制器仿真框图,如图6~图7所示,其中图7是fuzzy logic controller子系统[9-10],封装在图中的Subsystem中。并且得到仿真结果如图8所示。用过调整PID参数使达到最优控制,其中传统PID的初始参数为KP= 1,Ki=0.02,Kd=0.004。
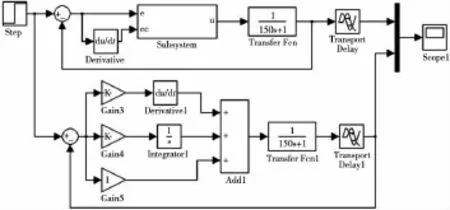
图6 传统PID和模糊自适应PID控制器的仿真框图
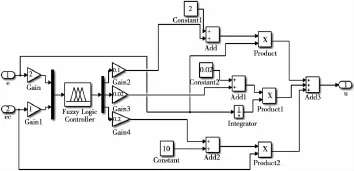
图7 fuzzy logic controller子系统
由控制器仿真图可看出,在其他条件相同的情况下,传统PID控制系统达到稳定的时间较长,超调量较大,不能很好的控制温度变化。经过模糊自适应PID控制,系统的调整时明显缩短,超调量也较小,达到了控制要求。

图8 传统PID控制与模糊自适应PID控制仿真
在挤出机实际工作过程中,采用模糊自适应PID控制算法,通过上位机监测系统采集到的稳态时挤出机螺筒的温度变化,如图9所示。由图可知,在温度达到稳态时,温度误差可控制在±0.4℃。
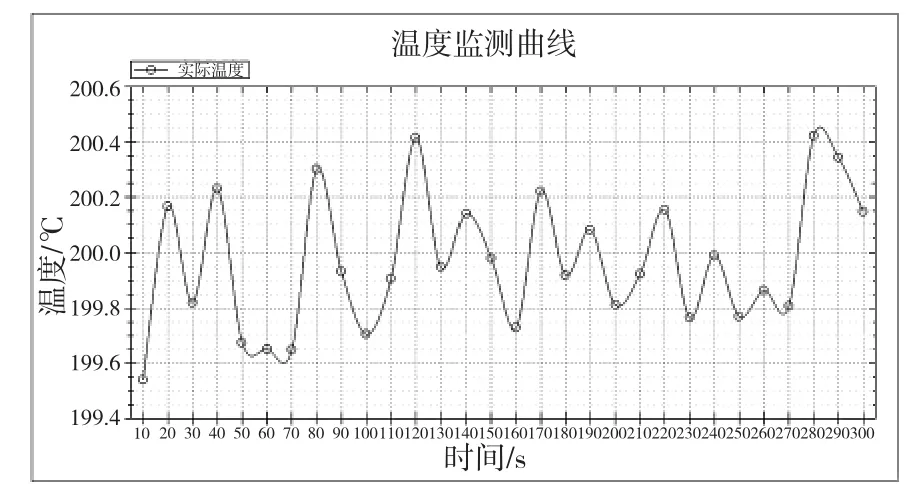
图9 温度曲线图
5 结束语
通过对挤出机温控系统建模,采用模糊自适应PID控制算法进行分析,并仿真得出:模糊自适应PID控制系统达到较好的动态性能,上升时间可达到60s左右,超调量仅为8%左右,稳态误差为正负0.2%。该算法使系统达到调整时间短、超调量和稳态误差小的效果,实现了控制要求。该控制系统已应用在色母粒挤出生产线上,提高了温度控制精度,改善了色母粒的质量,达到了预期目标。
[1]闻新,周露.Matlab模糊逻辑工具箱的分析与应用[M].北京:科学出版社,2001.
[2]刘金琨.先进PID控制Mtlab仿真[M].北京:电子工业出版社,2004.
[3]吴炼,高健,姜永军,等.高速LED焊线机的模糊PID控制系统实现[J].组合机床与自动化加工技术,2015 (10):72-75.
[4]高宪文,赵亚平.模糊自适应PID在焦炉控制中的仿真[J].东北大学学报,2006,27(10):1067-1070.
[5]马占有,田俊忠,马泽玲.温度控制系统模糊自适应PID控制器仿真研究[J].计算机仿真,2010,27(10):160-163.
[6]朱王何.基于PLC的饲料生产线控制系统研究与设计[J].科技广场,2013(5):130-133.
[7]董全成,冯显英.基于自适应模糊免疫PID的轧花自动控制系统[J].农业工程学报,2013,29(23):30-37.
[8]周佳,卢少武,周凤星.基于BP神经网络的伺服速度控制参数自整定研究[J].组合机床与自动化加工技术,2016(7):70-73.
[9]Savran A,Kahraman G.A Fuzzy Model Based Adaptive PID Controller Design for Nonlinear and Uncertain Processes[J].ISA Transactions,2014,53(2):280-288.
[10]张秀玲.Matlab与PLC相结合的实时模糊PI控制系统设计[J].可编程控制器与工厂自动化,2012(6):45-48.
(编辑李秀敏)
Temperature Control System of Masterbatch Production Line Based on Fuzzy Adaptive PID
LIANG Chen-chen1,FENG Xian-ying1,LV Qiang2,ZHENG Jian1
(1.School of Mechanical Engineering,Shandong University,Jinan 250061,China;2.Shandong Jingyang Machinery Co.,Ltd.,Jining Shandong 272000,China)
Temperature is a critical parameter in the production of masterbatch,it has an effect on physical and geometrical properties of masterbatches.For masterbatch production present during temperature control accuracy is not high and it has the characteristics of linearity,hysteresis,large inertia,a fuzzy adaptive PID control algorithm based on the traditional PID algorithm is proposed.By the Simulation of Simulink,the results show thatthis method shortens the response time of the system,reducing the overshoot,enhance adaptive capacity of the system.The actual production test application also showed that:the control algorithm based online adjusting PID parameters,can respond quickly to temperature changes.The developed temperature control system of Fuzzy PID based on PLC is feasible,reliable,it improved the product quality,and achieved the expected goal.
masterbatch;fuzzy adaptive PID;Simulink
TH122;TG659
A
1001-2265(2017)04-0096-03
10.13462/j.cnki.mmtamt.2017.04.024
2016-07-04;
2016-08-17
梁晨晨(1991—),女,山东济宁人,山东大学硕士研究生,研究方向为智能检测与控制,(E-mail)liangcc0502@163.com;通讯作者:冯显英(1965—),男,山东济宁人,山东大学教授,研究方向为智能检测与控制,(E-mail)fxying@sdu.edu.cn。
猜你喜欢
辽宁石油化工大学学报(2022年4期)2022-09-28
电机与控制应用(2022年4期)2022-06-27
河南科技(2022年8期)2022-05-31
中国塑料(2022年4期)2022-04-25
合成树脂及塑料(2020年5期)2020-10-29
中国质量与标准导报(2018年3期)2018-09-10
北京航空航天大学学报(2017年1期)2017-11-24
探测与控制学报(2015年4期)2015-12-15
空间控制技术与应用(2015年2期)2015-06-05
舰船科学技术(2015年8期)2015-02-27
