气门锁片带料自动拨装式压头设计
2017-06-29 12:00宋佳柏松王宏娟
中国设备工程 2017年11期
宋佳,柏松,王宏娟
(1.中国科学院沈阳计算技术研究所有限公司,辽宁 沈阳 110168;2.中国航发沈阳黎明航空发动机有限责任公司,辽宁 沈阳 110043)
气门锁片带料自动拨装式压头设计
宋佳1,柏松2,王宏娟1
(1.中国科学院沈阳计算技术研究所有限公司,辽宁 沈阳 110168;2.中国航发沈阳黎明航空发动机有限责任公司,辽宁 沈阳 110043)
发动机是汽车核心部件,决定汽车性能最关键因素。缸盖气门弹簧座与锁片的装配采用传统手动的工艺形式,劳动强度大、难度高,装配质量得不到保证。近几年在汽车发动机制造行业,气门锁片压装机被广泛地应用,气门锁片不带料自动推压式压头存在的局限性难以避免。为了解决先预装后推压工艺、推压短气门杆质量差效率低的问题,本文提供一种气门锁片带料自动拨装式压头的设计方法,实现了气门锁片一次性压装到位拨推工艺。
气门锁片;气门顶杆;锁片压头
发动机是汽车核心部件,决定汽车性能最关键因素。缸盖是发动机的主要零部件之一,肩负着发动机的燃烧和配气机构,也是发动机工作最恶劣的部件,承受很大的热负荷和机械负荷,因此其加工和装配质量对发动机的性能具有很大的影响。
气门锁片不带料自动推压式压头,虽然解决了人工压装存在的问题,但因汽车发动机行业零部件种类繁多,存在的局限性也难以避免。比如进入压装机前需要预压,保证压装机分别对进气、排气两侧气门旋转压装时弹簧座和锁片不至于脱落;气门弹簧自由高度大于气门杆伸出长度,预压工艺很难满足实际工况需求,推压式压头导致弹簧挤飞,降低了压装质量和压装效率。因此,本文设计了一种气门锁片带料自动拨装式的压头。
1 工作原理
为了克服现有的人工压装存在的不足,设计了一种气门锁片带料自动拔装式压头,解决了先预装后推压两工艺、推压短气门杆质量差效率低的问题,实现了气门锁片一次性压装到位拨推工艺。
该压头采用弹簧系统, 利用弹簧的压力来保证气门弹簧盖、气门锁片、气门顶杆的相对位置,从而实现效率高、装配质量稳定压装效果。
2 结构设计及动作实现
2.1 结构设计
在图1、2中,气门锁片带料自动拨装式压头结构包括顶芯、拨套、永磁体、弹簧、拨片、压头体及驱动装置,其中压头体为中空结构,压头体的上端与锁片压装机的基板连接,下端设有多个永磁体,永磁体用于磁吸带有气门锁片的气门弹簧座。拨套和顶芯由外到内依次插设于压头体的腔体内、拨套和顶芯可相对滑动,弹簧容置于压头体的腔体内、并位于顶芯的上方,顶芯的下端通过气门锁片轴向限位。拨片的一端与拨套的上端连接,另一端与安装在基板上的驱动装置连接。

图1 整体外型等轴侧图
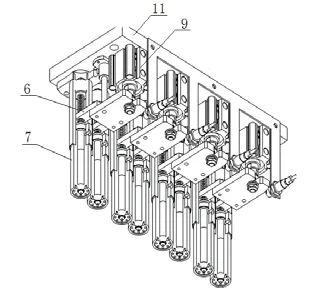
图2 整体外型侧视图
压头体的侧壁上沿轴向设有与腔体连通的条形孔,拨片容置于条形孔内,并通过驱动装置的驱动可在该条形孔内滑动。拨套的下端和压头体的下端内壁为锥面配合,压头体的下端端面上沿周向设有多个凹槽,多个永磁体分别容置于多个凹槽内。
拨套和顶芯由压头体的上端口插设于压头体的腔体内,顶芯上下贯穿压头体内部。压头体的腔体上端螺纹连接有螺堵,螺堵配合顶芯,提供滑动定位,同时给予弹簧上支撑力,弹簧的两端分别与螺堵和顶芯抵接,即弹簧上连螺堵,下推顶芯,提供顶芯的弹性力,保证顶芯有足够上下滑动空间;拨推初始,顶芯的下端头顶住气门锁片,拨推时顶气门杆;拨套介于顶芯外层、并位于压头体内部,上部连接拨片,下部紧贴压头体的锥孔,上下有滑动空间。
本结构中,述永磁体为八个,八个述永磁体嵌入压头体下端面的凹槽内,该凹槽为斜槽。永磁体磁吸气门弹簧座,使气门弹簧座的位置不发生改变。八个永磁体提供足够含衔气门锁片和气门弹簧座的磁力。
压头进一步包括导向轴,导向轴的上端与基板固定连接,导向轴的下端插设于拨片上设有的导向孔内。驱动装置为气缸,气缸安装在基板上、输出端与拨片通过螺栓连接。气缸提供驱动时,拨片被上下带动,使拨套瞬间冲推气门锁片。
压头同时包括固定安装在基板上的检测开关,该检测开关用于反馈气门锁片拨推到位信号,采用光电形式开关。
压头为多个并同步动作,相邻两个压头中的拨片共同与一个气缸的输出轴连接,一气缸的瞬间冲击推力可拨推两个气门锁片分别卡入两个气门杆的环形定位槽内;采用一列八压头形式,如图1所示。
气门锁片为锥形结构、并嵌设于气门弹簧座上设有的环形锥台孔内,气门锁片的内壁上端沿周向设有环形凸起,该环形凸起用于与气门杆上的环形定位槽卡接,如图3所示。

图3 应用的带有气门锁片的气门弹簧座的结构示意图
该结构采用推拨于压头内一次完成,极大地缩短装配时间,降低工作强度,体现该结构在气门锁片压装机上高效性。
2.2 动作实现
该压头的动作实现过程是:气门锁片带料自动拨装式压头结构,初始状态时,压头体通过八个永磁体磁吸气门锁片及气门弹簧座,如图4所示。
带料的压头结构沿气门杆方向靠近锁片压装机内发动机缸盖,气门杆反推顶芯,压头结构内弹簧被压缩,气门杆进入压头体内部。气缸处于待机状态,拨片处于上极限位,拨套自然状态。受局部摩擦影响,气门锁片离开气门弹簧座环形锥台孔。拨套受重力影响,压头体内部空间紧凑,气门锁片不会翻转或侧滚,如图4所示。

图4 拨装气门锁片的初始状态图
气门杆进入压头体内一定深度,压头结构静止,气缸拨推拨片,拨片瞬间冲击拨套,拨套沿顶芯的轴向挤压气门锁片的上表面,使气门锁片卡卡入气门杆的环形定位槽内,如图6所示。

图6 拨装气门锁片完成状态图
压头体完成拨装气门锁片,此时检测开关反馈气门锁片的到位信号,气缸泄气,拨片回退至初始位置。压头结构沿气门杆的轴线方向离开锁片压装机内发动机缸盖。气门弹簧推住气门锁片,环形锥台孔单向卡住气门弹簧座,完成气门锁片装配。拨套在重力作用下回到初始位置,顶芯重新被压头体内弹簧推下。
3 结语
气门锁片带料自动拨装式压头采用推拨于压头内一次完成,极大地缩短装配时间,降低工作强度,在气门锁片压装机上具有高效性,该结构适用于任何气门锁片压装机,且针对长、短型气门开发,提供良好的系统兼容性。压头体内部空间紧凑,运动时序、空间互不干涉,体现该结构可靠性、稳定性。针对气门弹簧长度大于气门杆伸出长度的工况,可快速有效地完成气门锁片带料拨装。
[1]高毅华.发动机缸盖气门锁片压装方案优化[J].航空精密制造技术,2015,51(4):56~59.
[2]赵天明,李经茂,韩秀茄.一种缸盖气门弹簧盖、锁片压装头[J].汽车实用技术,2013(6):93~95.
U464.132
:A
:1671-0711(2017)06(上)-0118-03
猜你喜欢
宝钢技术(2022年4期)2022-12-23
制造业自动化(2022年3期)2022-06-27
电机与控制学报(2022年5期)2022-06-23
机电信息(2022年9期)2022-05-07
大电机技术(2022年1期)2022-03-16
计算机仿真(2022年1期)2022-03-01
船海工程(2021年5期)2021-10-25
山东农业大学学报(自然科学版)(2020年6期)2021-01-09
微特电机(2020年11期)2020-12-30
汽车零部件(2018年1期)2018-05-14