
旋锻工艺对Pt-10Pd-20Ag合金组织性能的影响
2017-06-27 08:07庞启航侯忠霖于德川
辽宁科技大学学报 2017年1期
庞启航,侯忠霖,郭 菁,徐 振,于德川
(辽宁科技大学 材料与冶金工程学院,辽宁 鞍山 114051)
旋锻工艺对Pt-10Pd-20Ag合金组织性能的影响
庞启航,侯忠霖,郭 菁,徐 振,于德川
(辽宁科技大学 材料与冶金工程学院,辽宁 鞍山 114051)
为了解决Pt-25Ag合金加工困难和性能不够稳定问题,采用Pt-10Pd-20Ag的成分设计,通过真空感应熔炼和喷铸成形成功制备出成本较低的铂银合金,并深入研究了静液挤压后的试样进行多次小变形量旋锻工艺对Pt-10Pd-20Ag合金组织性能的影响,即在旋锻加工过程中穿插进行1 010℃退火+保温2 h并随炉冷却的热处理,并对加工后的试样进行显微组织分析。结果表明,采用该旋锻工艺能够明显细化试样的显微组织,可使试样包套从8 mm旋锻至2 mm无断裂,加工性能明显改善。
Pt-10Pd-20Ag;退火热处理;旋锻成形;显微组织
Pt-20Ag合金广泛应用在民用或军工精密仪器仪表上,是因为其较低的电阻率和较高的强度,同时还因为其良好的稳定性、高耐腐蚀性和低热电势,以及无磁性等。但由于Pt和Ag的密度相差大,且Pt-20Ag结晶温度范围大,易产生严重的成分偏析,从而加工性能降低,增大了加工开裂的可能性[1-2]。20世纪60年代初,我国开始研制Pt-Ag合金,但至今在实际大批量生产过程中,仍需面对众多技术挑战[3]。国内外学者尝试在铂银合金中添加稀有金属,如添加Pd而制成Pt-Pd-Ag三元合金,可使合金结晶温度从400℃减小到200℃[4]。贾冠飞[5]提出了70%Pt、10%Pd和20%Ag的成分设计,并采用真空感应熔炼和喷铸成形工艺成功制备出新型Pt-Ag合金,该合金的成本大幅度降低,同时又保持了一定的综合性能。通过对比发现Pt-(20~30)Pd-10Ag和Pt-10Pd-20Ag合金[6-8],虽然成本有一定下降,但力学性能也有一定下降。本文采用了低成本70%Pt、10%Pd和20%Ag的成分设计,深入研究了试样在静液挤压后,经过多次小变形量旋锻加工后试样合金的组织性能,希望通过合理的旋锻加工工艺设计提高Pt-10Pd-20Ag合金的加工性能,为稳定大批量生产悬丝材料提供理论依据。
1 实验材料与内容
1.1 材料制备
实验用Pt、Pd和Ag的纯度超过99.95%,配料成分如表1所示。为除去原料表面的氧化物杂质和油渍,用酒精清洗Pt和Pd;然后依次用100℃水浴、15%硫酸和酒精清洗Ag[9]。采用ZGJL0.05-100-2.5D型号的真空感应炉,将Pt、Pd和Ag共同放在其中,当控制真空度为60.0 mPa时,加热至300℃保温2 h。而后把熔炼好的合金放入下端部开口为Φ1 mm的石英管中,并抽真空,真空度为4.5 mPa,然后充氩气,控制感应电流强度在15~44 A范围,当合金充分熔化并流到石英管底部时,喷铸成尺寸为Φ4 mm×50 mm的合金棒。合金棒平均维氏硬度为238.1。

表1 Pt-10Pd-20Ag合金的配料成分Tab.1 Compositions of raw materials of Pt-10Pd-20Ag alloy
1.2 旋锻加工
由于合金棒尺寸太小,不能直接进行旋锻加工,将合金棒封入45钢的包套中,如图1所示[10-11]。通过旋锻使包套产生变形,进而带动合金棒的变形。首先进行两次旋锻,包套直径从8 mm减小至5.5 mm,然后对试样进行1 010℃退火2 h并随炉冷却热处理,以缓解45钢包套和合金棒的加工硬化;而后再进行三次旋锻,包套直径从5 mm减小至3 mm。之后对试样表面进行打磨,磨后的直径为2.42 mm。最后再进行两次旋锻,包套试样的直径达到2.02 mm。旋锻加工的总变形量为93.7%。
2 实验结果与分析
2.1 宏观形貌
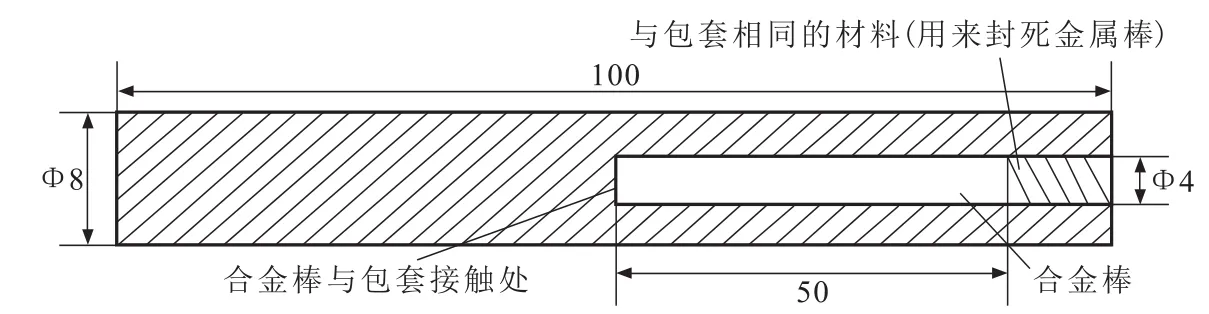
图1 旋锻包套示意图,mmFig.1 Schematic diagram of bag of rotary swaging,mm
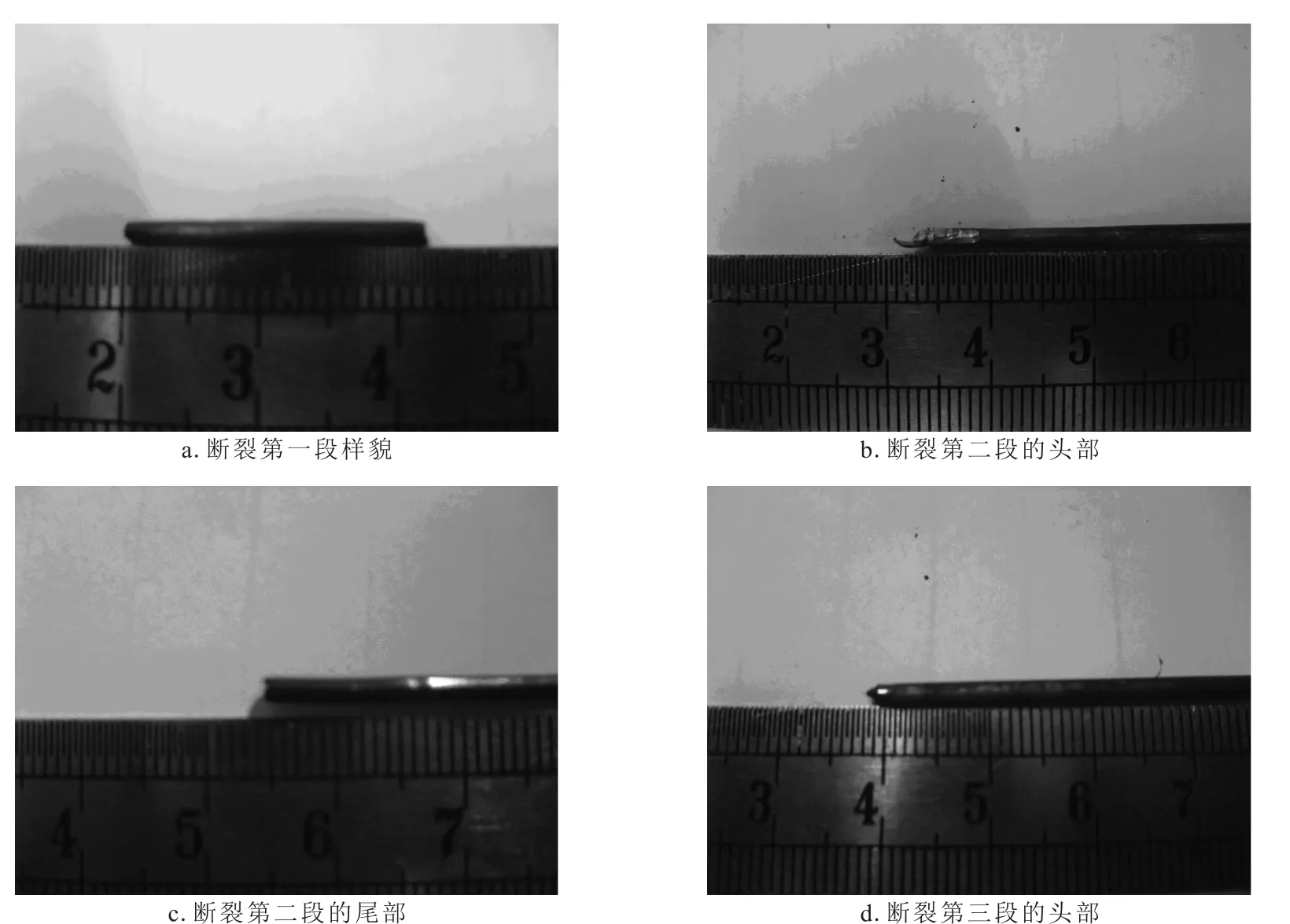
图2 旋锻加工后的试验钢的宏观样貌Fig.2 Macro appearance of tested sample by rotary swaging
第7次旋锻后试样直径减至Φ2.02 mm时,试样断裂为3段,断裂后试样的形貌如图2所示。图2a为断裂后第一段试样,经过观察发现全为45号钢的包套,其长度为2.2 cm;图2b为断裂后第二段试样,其长度为21.8 cm,由于合金棒头部与封料接触面只是物理接触,所以强度较差,从而当试样所受到的加工应力超过包套的强度极限时极易发生断裂,再结合图中第二段头部露出的合金棒,推断该处为合金棒与封料接触部分;图2c为第二段的尾部,此处为合金棒尾部与包套的接触面,同样易断裂;图2d为第三段的头部。经过打磨检验,发现第一段和第三段试样中确实没有合金棒,说明在第7次旋锻过程中,产生的2处断裂位置均是在合金棒头尾与包套接触处,而含合金棒的试样并没有断裂,由此证明采用该旋锻工艺可以保证合金棒的加工性能。由于加工时包套试样的长度不断被剪断,无法得到总变形长度,因此无法计算包套试样的伸长率。第二段试样经打磨后所得到的合金棒的长21.8 cm,直径为1.1 mm。

图3 试样的显微组织Fig.3 Microstructure of tested sample
2.2 显微组织
从合金棒两端进行取样,将试样磨平、抛光,经王水侵蚀后置于Zeiss Axiovert 40MAT光学显微镜下观察。图3a为喷铸后合金棒的SEM显微组织形貌,从图中可以看出显微组织分布均匀,具有典型的铸造柱状组织,但没有明显的偏析。旋锻后合金棒纵截面的显微组织形貌如图3b所示,图中主要分为黑色、灰色和白色三种区域,对不同颜色区域进行维氏硬度测量,其结果如表2所示。测量点如图3b所示,点1取在黑色区域,硬度最高;点2取在黑色区域边缘,硬度仅次于点1;点3取在气孔的上方;点4、7取灰色区域间,维氏硬度值分别为243.4和233.1;点5取在白色的平滑处,其硬度值为243.4。根据硬度值初步推断,图中黑色区域为Pt,白色区域为Ag。

表2 试样不同区域的维氏硬度/HVTab.2 Hardness of tested sample
图3c为扫描电镜下旋锻后试样横截面的显微组织形貌,显微组织分布均匀,且没有明显的组织流动方向。图3d为扫描电镜下旋锻后试样纵截面的显微组织形貌,其显微组织呈纵向带状分布,芯部的显微组织分布不够均匀,而外部的显微组织分布相对均匀,且较为致密,基本上没有气孔和缩松等缺陷,但含有少量的杂质;显微组织根据颜色不同亦可分为:白色部分、黑色部分和介于黑白色之间的灰色部分。对放大后图3e所示3个位置进行EDS能谱分析,结果如图4所示,得到3个位置的成分见表3。
(1)白色域的主要成分是Pt,Pd和Ag仅占很小的一部分;灰色区域的主要成分仍然是Pt,与白色区域相比Pd的成分略有增加,而Ag的含量由原来不足4%增长到接近20%;黑色区域的主要成分依然是Pt,但是Ag的含量有大幅度的增加。通过与喷铸成合金棒的扫描和能谱图比较,其中灰色和黑色区域有很大变化,原来喷铸成合金棒的灰色区域主要成分是Pt,但是Pt与Ag的含量比较相近;合金棒黑色区域的主要成分是Ag。造成以上变化的原因分析如下:试样经过多次的塑性加工和热处理,晶界被打破、细化,显微组织成分间通过共晶或包晶反应相互间有一定的转变[12-13],所以灰色和黑色区域的成分有很大变化。
(2)横向对比:从白色区域到灰色区域再到黑色区域,Pd含量减少,Ag含量不断增加,Pt含量相对稳定或只有小幅增加,说明Pd只起到添加元素的作用,使合金的结晶温度间隔变窄,减小偏析,有强化合金的作用,从而改善合金的加工性能。
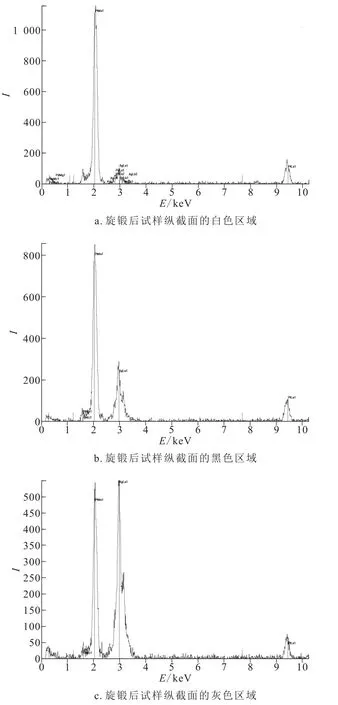
图4 试样EDS能谱分析Fig.4 EDS spectrum of tested sample
(3)白色组织为α相,以Pt为主;黑色组织为β2相,由表3得出,Pt与Ag的原子比接近1:2,故可以推断β2相以AgPt2为主;灰色组织为β1相,Pt、Ag的成分介于白色组织和黑色组织之间;而在α相、β1相和β2相中都有Pd[14]。虽然灰色和白色间区分不是十分明显,但还是能反应出它们化学成分的不同。

表3 SEM中白色、灰色和黑色区域的成分,%Tab.3 Chemical composition of different color areas in SEM images,%
3 结论
(1)在旋锻加工过程中,进行1 010℃退火+保温2 h并随炉冷却的热处理能够明显细化试样的显微组织,可使试样包套从8 mm旋锻至2 mm无断裂,加工性能明显得到改善。
(2)通过对旋锻加工后的试样进行扫面电镜和光谱分析,推断出白色组织为α相,以Pt为主;黑色组织为β2相,以AgPt2为主;灰色组织为β1相,Pt、Ag的成分介于白色组织和黑色组织之间,而在α相、β1相和β2相中都有Pd存在。
[1]马晓霞,范红,李守生,等.无氧化键合金银合金丝的研发[J].黄金,2016(2):5-7.
[2]赵君辙,尹俊美,申丽琴,等.铂银合金的组织与性能[J].贵金属,2013(4):6-11.
[3]曾冰.铂—银合金纳米线的结构及其热力学性质的分子动力学模拟[D].重庆:重庆大学物理学院,2014.
[4]赵海东,郭永,杨文波,等.铂基三元合金的可控制备与表征[J].中国科技论文,2013,8(6):576-579.
[5]贾冠飞,刘航,张鸿,等.Pt-10Pd-20Ag合金的真空感应熔炼和喷铸成形工艺的研究[J].贵金属,2009(3):26-29.
[6]谷小虎.贵金属纳米结构的设计、合成与应用[D].济南:山东大学化学与化工学院,2013.
[7]赵雪宇.贵金属复合纳米结构的可控合成及其性质研究[D].合肥:中国科学技术大学化学与材料科学学院,2015.
[8]张付候.高强度低弹性后效张丝材料-铂钯银合金[J].中国资源综合利用,1984(2):24-32.
[9]赵飞,王欢,贺小塘,等.银的二次资源综合回收[J].贵金属,2013(S1):42-46.
[10]叶恒.旋锻法制备WCu合金线材的工艺研究[D].西安:西安理工大学材料科学与工程学院,2010.
[11]赵升吨,张玉亭.旋锻技术的研究现状及其应用[J].锻压装备与制造技术,2010,45(2):16-20.
[12]罗明,范景莲,成会朝,等.旋锻对Mo-Ti-Zr合金性能及显微组织的影响[J].中南大学学报:自然科学版,2010,41(01):97-102.
[13]龚政,卢曦.某汽车旋锻轴加工硬化特性实验研究[J].机械设计与制造,2016(2):177-180.
[14]虞觉奇,易文质,陈邦迪.二元合金状态图集[M].上海:上海科学技术出版社,1987:119-120.
Study on rotary swaging of Pt-10Pd-20Ag alloy
PANG Qihang,HOU Zhonglin,GUO Jing,XU Zhen,YU Dechuan
(School of Materials and Metallurgy Engineering,University of Science and Technology Liaoning,Anshan 114051,China)
The alloy composition of Pt-10Pd-20Ag has been designed to prepare Pt-Pd-Ag alloy due to the difficulty and unstability of Pt-25Ag alloy in this paper.The low-cost Pt-10Pd-20Ag alloy was produced by the vacuum induction melting and jet casting process.The microstructure and mechanical properties of the alloy with multi-small deformation rotary forging process were studied by utilizing scanning electron microscopy (SEM).The annealing at 1 010°C for 2 h and cooling in the furnace was carried out between the deformation rotary forging.The results show that the rotary swaging process can significantly refine the grain sizes,and the diameter of tested sample was reduced from 8 mm down to 2 mm without fracture.The microstructure and properties of alloy can be improved by rotary swaging technology.
Pt-Pd10-Ag20;annealing;rotary swaging;microstructure
September24,2016)
TG146.3
A
1674-1048(2017)01-0038-05
10.13988/j.ustl.2017.01.008
2016-09-24。
庞启航(1986—),男,辽宁本溪人,讲师。
猜你喜欢
小学生学习指导(低年级)(2020年3期)2020-06-02
天津诗人(2017年3期)2017-11-14
小学阅读指南·低年级版(2017年9期)2017-09-12
Coco薇(2017年2期)2017-04-25
Coco薇(2017年2期)2017-04-25
小朋友·快乐手工(2016年12期)2017-03-31
米娜·女性大世界(2016年10期)2017-02-16
米娜·女性大世界(2016年10期)2017-02-16
米娜·女性大世界(2016年10期)2017-02-16
为了孩子(3~7岁)(2016年8期)2016-05-14
