
研制新型实用活扳手
2017-06-26 07:48:38伍小建
装备制造技术 2017年5期
伍小建
(梅州市技师学院,广东梅州514071)
研制新型实用活扳手
伍小建
(梅州市技师学院,广东梅州514071)
针对常用活扳手在使用过程中的局限性和不足之处,研制了一种新型实用活扳手。新扳手结构独特,钳口调节范围大,适用场合广,使用手感好,而且容易制造。
活扳手;结构;适用场合;手感
在各行各业和日常生活中,扳手经常被用来拧紧或旋松螺母(或螺栓)。活扳手由于其通用性比死板手好,用途更广泛。目前最常用的传统活扳手如图1左起第二至四(左起第一个则为笔者研制的新扳手)。

图1 新活扳手与传统活扳手对比
这种常用活扳手固然有其长处,但也存在一些局限性和不足之处:
(1)活动钳脚和调节机构集中设置在活扳手头部,且钳脚移动方向为横向,致使扳手头部比较粗大,这就带来两个问题:
一是,如果工作对象周围有障碍物,连小扳手头部都进不去,故无法使用(如图2所示)。

图2 传统活扳手无法使用的情况
二是,基于这种结构,调节范围越大的活扳手,其头部就越大、越笨重,以致使用和携带不方便。
(2)钳口采用丝杆机构调节,丝杠暴露在外面,通过手指直接旋转丝杠来调节钳口大小。由于丝杠表面凹凸明显,凸面狭小,调节时会印压手指,手感比较差。
市面上也有其它结构的活扳手,分别适用于不同场合,也各有不足之处,比如:通用性不强,卡口调节范围不大,使用过程中活动卡脚不便于固定等[1]。
1 设计与制造
针对常用活扳手的局限性和不足之处,笔者进行技术攻关,从实用、轻便、耐用、防锈、造价等方面进行综合考虑,研制了一种新型实用活扳手。
本扳手由主体、活动钳块、定位杆、调节螺栓和固定块组成(设计图为图3,实物为图1左起第一个)。图3中各结构说明及作用如下:

图3 新扳手设计图
(1)为主体,其上端为固定钳脚,在工作时和活动钳块一起将螺母(或螺栓)夹住;接近上端有一个M8内螺纹,与定位杆联接;主体中部有一个凹槽,用于安装固定块;下部为手柄。从头至尾总长为240 mm,便于发挥其杠杆作用。
(2)为活动钳块,可上下移动,从而调节钳口大小。其正面宽度为18d10,侧面有一个8 mm宽的长槽,下部有一个M10内螺纹。
(3)为定位杆,其头部(左端)对活动钳块左右方向起限位作用;中间有一个φ8 mm外圆,穿过活动钳块的8 mm通槽,对活动钳块的上下移动起导向作用;右端有一个M8螺纹,与主体联接。
(4)为调节螺栓,其上端有M10外螺纹,与活动钳块的M10内螺纹配合;其中间有一个φ18 mm滚花表面,下端有φ6d8外圆。
(5)为固定块,其外形为长方体;里面有φ6H9内孔,与调节螺栓下端φ6d8外圆配合,起定位作用。
装配时,先把活动钳块、调节螺栓和固定块三个零件装配好,然后整体装入主体内。采取点焊方式将固定块固定在主体内,使调节螺栓就只能绕轴线转动而不能移动。再让定位杆穿过活动钳块的通槽与主体联接,将定位杆头部内侧至主体左内侧的距离调整至18H10,即保证活动钳块在左右方向有0.05~0.163 mm的游隙,使其能灵活地上下移动。采取点焊方式把定位杆固定在主体上。用手指旋转调节螺栓φ18 mm滚花表面,就能使活动钳块上下移动,从而夹住各种规格的螺母(或螺栓):向左转时,活动钳块向上移动,钳口变小;向右转时,活动钳块向下移动,钳口变大。
本扳手在工作时靠主体和活动钳块夹住螺母(或螺栓),通过扭矩使其锁紧或松开,所以主体和活动钳块要有足够的强度、硬度、刚性和韧性。首先要选择合适的材料。合金结构钢20CrMnTi是性能良好的渗碳钢,具有比较好的机械性能和工艺性能,其强度和韧性等综合性能优于碳钢,淬透性较高,经渗碳淬火后具有硬而耐磨的表面、坚韧的心部,具有较高的低温冲击韧性和良好的抗疲劳性能,而且价格适中,用来制造主体和活动钳块是比较适合的。先把20CrMnTi毛坯正火,接着机加工成型,然后渗碳淬火,渗碳层深0.8~1.2mm,表面硬度56~62HRC,心部硬度40~48HR,就能满足主体和活动钳块的性能要求。其它零件(定位杆、调节螺栓和固定块)均采用40 Cr制造,调质处理,硬度为28~34HRC,即可满足性能要求。
在满足正常使用强度和刚性要求的前提下,活扳手应尽量轻便、小巧。所以设计时综合考虑了各部分结构和尺寸。制造工艺也是设计考虑的重点,尤其是主体。主体比较长,形状和结构有其特殊性。采用245 mm×45 mm×16 mm毛坯。制造工艺如下:(1)毛坯正火,硬度为84~92 HRB.(2)用线切割机床把主体各侧边切割出来。(3)加φ工主体正面。使用设备为数控铣床,用台钳装夹主体柄部已切割的两对边(30 mm宽),装夹深度6 mm,用φ12 mm立铣刀加工主体正面及各边圆弧。(4)加工主体背面。使用设备为数控铣床,用台钳装夹主体柄部,装夹深度6 mm,用φ12 mm立铣刀加工主体背面及各边圆弧。(5)热处理:渗碳淬火,渗碳层深0.8~1.2 mm,表面硬度56~62 HRC,心部硬度40~48HRC;螺纹防渗碳。(6)表面镀硬铬。为了防锈并保持表面硬度,各零件表面都要镀硬铬,镀层厚度为100~150 μm.以上工艺不复杂,容易实现。其它零件更容易制造。本扳手比传统扳手容易制造,工艺性、经济性比较好。
2 实际应用效果
本扳手在工厂零部件装配、汽车维修、办公居家等各种场合进行实际应用,均达到了比较理想的效果。
(1)由于把活扳手钳口调节方向改为纵向,与手柄方向一致,减少了约束因素,钳口调节范围大大增加,但又不笨重。如图1所示,本扳手可代替常用的三种规格活扳手(300×36、250×30、200×24).常用的300×36大扳手最大开口量为36 mm,本扳手最大开口量超过36 mm.本扳手实际重量是0.5 kg,而常用的300×36大扳手重量是0.6 kg.
(2)本扳手通过调节螺栓的M10螺纹调节钳口大小。调节螺栓中间设了一个φ18 mm滚花表面。调节时用手指旋转滚花表面即可,而不用接触M10螺纹。滚花表面的凹凸起伏适度,既便于旋转又不会印压手指,与使用普通活扳手时直接旋转丝杠表面相比,使用本扳手时手感好得多,调节灵活方便(见图4,左边为本扳手调节机构,右边为常用传统活扳手调节机构)。
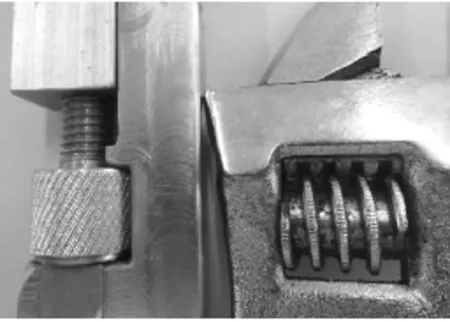
图4 新扳手与传统扳手调节机构对比
(3)常用传统活扳手头部比较粗大,在周围有障碍物的情况下,头部进不去。如图2所示,热水器脚架上的螺母,由于旁边有加强筋和支架阻碍,连200 ×24的小活扳手头部都进不去,故无法使用。而在同样的情况下,本扳手因为头部结构适宜,大小适中,所以能顺利使用(如图5所示)。

图5 传统扳手用不了而新扳手能用的情况
(4)本扳手比传统扳手容易制造,工艺性和经济性好。
4 结束语
本扳手形状结构独特,实用性强,手感好,工艺性和经济性好,适用于工厂零部件装配、汽车维修、办公居家等各种场合,在一些方面具有普通活扳手不具备的优势。
[1]陈积伟.工程材料[M].北京:机械工业出版社,2006.
Designing and Developing of a New Kind of Practical Adjustable Spanner
WU Xiao-jian
(Meizhou Technician College,Meizhou Guangdong 514071,China)
Due to the limitations and shortages of common adjustable spanner,a new kind of practical adjustable spanner is designed and developed.The structure of spanner is unique.The adjustment range is large.It has more applications.Touch feeling is better.It’s easy to manufacture.
adjustable spanner;structure;application scope;touch feeling
TH122
A < class="emphasis_bold">文章编号:1
1672-545X(2017)05-0085-03
2017-02-21
伍小建(1966-),男,广东梅州人,本科,工程师,数控车工高级技师,研究方向:机械设计与制造。
猜你喜欢
青少年科技博览(中学版)(2023年9期)2023-11-30 03:42:26
一重技术(2021年5期)2022-01-18 05:41:56
中国特种设备安全(2021年11期)2021-05-05 06:13:08
重型机械(2020年4期)2020-06-29 03:02:58
科技风(2019年23期)2019-10-21 21:09:05
现代冶金(2018年1期)2018-04-08 06:08:12
凿岩机械气动工具(2017年3期)2017-11-22 07:21:50
军营文化天地(2017年7期)2017-09-25 07:43:48
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:36:51
军事文摘(2016年16期)2016-09-13 06:02:51
