某船美人架技术改造实践
2017-06-23 13:29:18李召军陈景锋周爱民
中国修船 2017年1期
李召军,陈景锋,周爱民
(1.常熟地方海事处,江苏 常熟 215500;2.集美大学 轮机工程学院,福建 厦门 361021;3.友联船厂(蛇口)有限公司,广东 深圳 518054)
某船美人架技术改造实践
李召军1,陈景锋2,周爱民3
(1.常熟地方海事处,江苏 常熟 215500;2.集美大学 轮机工程学院,福建 厦门 361021;3.友联船厂(蛇口)有限公司,广东 深圳 518054)
某船艉轴轴承经常磨损严重,数次维修也未能得到解决。经过对故障原因的详细分析得出这是由于船舶艉轴结构选用的不合理所引起的,通过对该船美人架的技术改造彻底解决了磨损问题。这可给船舶设计者提供参考。
美人架;技术改造;散热;密封装置
船舶美人架是用来安装艉轴末端的支点轴承。对艉轴起到支撑定位作用。船舶动力装置中轴系能否正常工作对船舶的重要性不言而喻。只有艉轴的安装结构设计合理才能使轴系正常的工作。本文通过某船美人架的技术改造,改善原本结构设计的缺陷,以满足船舶的运营。
1 艉轴轴承存在的问题
某双机双桨工程船,螺旋桨轴系采用美人架支撑的设计方式。此船在下水后才1年就发现左右2个美人架处的艉轴轴承均有严重磨损。此后的维修间隔期越来越短,问题也更严重。后来不仅是艉轴轴承磨损严重,艉轴的铜套也出现了磨损并伤及到艉轴。最终在该船下水不到3年就更换了艉轴,并将美人架轴毂拆下重新加工后焊回,对艉轴轴系重新校中安装。
然而半年后检查时发现艉轴轴承磨损严重的问题依然没有得到根本解决,艉轴承依然处于过度磨损状态。由于出现问题的美人架位于水下位置,且工程船的施工现场又远离陆地,这给检查和维修工作增添了很多困难。故障频发而又得不到实质性的解决,造成船舶要经常停工维修,让施工单位遭受了严重的经济损失。
2 故障原因分析
船舶轴系安装的对中对其正常运行有着重要作用,然而在实际的船舶建造过程和实际运营中众多影响轴系安装对中的因素都是变化的,如环境温度、海水状况、主机负荷等因素都会使轴系的完全对中非常困难[1]。完全做到零误差也是绝对不可能的,另外在艉轴的尾端悬臂安装质量很大的螺旋桨,这会导致轴系因受力不均使轴承承受过大的负荷而磨损加剧。这是维修方起初采用轴系重新较中的办法来解决本轮问题的重要依据,而结果表明轴系的失中,并不是造成本船艉轴轴承磨损严重的根本原因。
从轴承的材质来看,本船一直使用的是“赛龙”轴承。其化学稳定性高、摩擦系数小、抗磨能力强,是目前被验证制造船舶艉轴轴承的最佳材料[2]。因此本轮的磨损问题也并非是零部件质量原因所引起的。
船舶设有美人架时,其艉轴安装结构型式一般有2种[3]。一种是设有艉轴管,且其一端安装在船体内侧并用密封装置与外部隔开,另一端安装在美人架轴毂之上,并根据轴承材料的润滑方式,选定美人架朝向螺旋桨的一端是否采用密封装置。另外一种是无艉轴管形式,即本船的安装方式,这种简便的结构型式一般在小型船舶上得到了广泛的应用,而这种结构型式,也使得伸入船体外侧的轴系完全暴露在海水当中。
根据上述分析和船舶的实际营运情况,可将造成该船艉轴轴承严重磨损,甚至艉轴也遭到破坏的原因归纳为以下3点。
1)螺旋桨旋转时的拨水作用,使得美人架处海水的压力变低,因此海水向此处的流动加大,异物进入美人架处,艉轴与轴承间隙的可能性增大。
2)该船是工作船,其作业地点一般都是在浅水区,即使在深水区,船上设备作业时,总是将海底的泥沙搅拌起来,使得工作区水质浑浊,这些泥沙很容易进入美人架处的轴承中去。
3)工作船经常处于满负荷工况,有时还短时超负荷运转。这更使得原本受力复杂的轴系各个支点的受力状况更加严重,美人架处的艉轴轴承因承受负荷过大而发热,热量在自然的对流状态下无法及时传出,而使轴承温升过高导致磨损加剧。
3 技术改造方案与实践
3.1 改造方案
根据原因分析,可知原设计方案对美人架处艉轴轴承冷却不足,以及使用环境未做到妥善重视,采用的艉轴安装结构形式不能满足目前的实际使用要求。因此必须对其结构做改造,以达到能够隔离泥沙、有效导热的目的。考虑实际情况,解决这2个问题最简便易行的的方案如下。
1) 在美人架朝向船体一侧增加密封装置,用于防止泥沙随水流进入美人架处的艉轴轴承内。
2) 在美人架的轴毂上钻一通孔,从船体内引一条冷却水管对美人架内的艉轴承进行强制冷却,不仅可以提高美人架轴毂空间的压力,减少泥沙的进入,还可以起到轴承的润滑冷却作用,防止其工作时温升过高。改造方案的具体措施如图1所示。

图1 美人架结构改造方案示意图
3.2 改造工艺
由于该船左右两侧轴系在布置上是相互对称的,因此两边的施工工艺完全一致。
1)拆艉轴。先将螺旋桨拆下,之后将艉轴抽出放置于工作台上,测量其磨损量,决定是否维修或换新。
2)安装冷却水管。首先在美人架轴毂正上方靠向船壳一侧钻孔,然后在美人架正上方船体上开孔,现场根据船舶结构空间使用不锈钢管制作,从船体内主机海水冷却系统中引出冷却水管路。为防止焊接时烧穿管路,在穿过船体处的不锈钢管外部加装一个保护套管。最后将相关部件焊接完成。冷却水管的安装布置如图2所示。
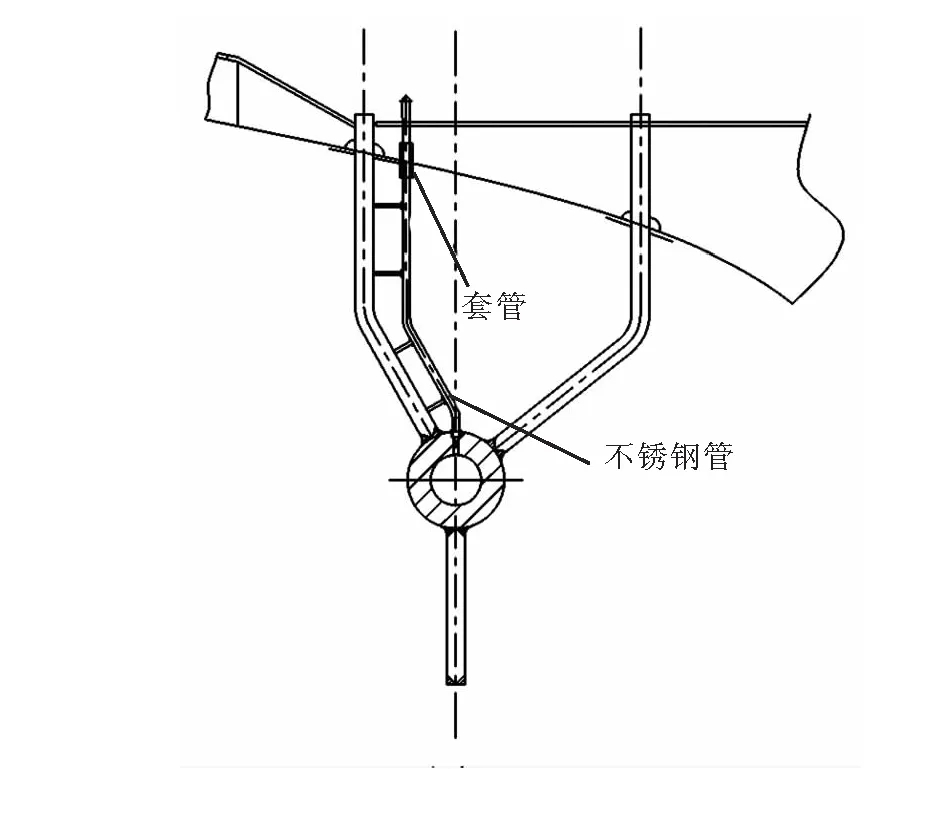
图2 美人架加装冷却水管路示意图
3)水密检查。对安装好的冷却水管做水密实验,保证管路和船体开孔的密闭。
4)密封装置零件制作。根据该船的实际情况选择填料式密封装置。按照美人架轴毂的尺寸确定密封装置的大小,设计并加工出相应的盘根挡圈和盘根压盖。
5)密封装置安装孔加工。现场在美人架的轴毂朝向船壳侧圆周均布制作螺纹孔,以便安装密封装置。
6)密封装置的安装。将盘根挡圈和盘根压盖套在检查合格的艉轴上。重新安装上艉轴,先安装好艉轴的前端,之后将美人架处盘根挡圈压入轴承空隙内,并填入2道亚麻盘根,盘根接口要错开180°,再把盘根压盖推入轴承内压住盘根,拧紧压盖螺栓,上紧程度以不影响艉轴的转动为宜。最后使用不锈钢丝,依次穿过各压盖螺栓的头部小孔,拧在一起防止松脱。密封装置的安装结构示意如图3所示。
7)重新安装上螺旋桨,施工完毕。
4 结束语
通过本文所述方案对该船改造后,船舶再未出现类似问题,说明问题已得到有效的解决。从本实例可知,船舶设计时虽以力求结构简单、经济实用,但一个小细节的忽视也可能造成非常严重的后果。在确定设计方案时,必须详尽考虑到船舶用途和工作环境,才能选择更为合理的结构方式,以提高船舶工作的可靠性。

图3 美人架加装密封装置示意图
[1] 吴恒.船舶动力装置技术管理[M].大连:大连海事大学,2006.
[2] 王优强,李鸿琦.水润滑赛龙轴承及其润滑性能综述[J].润滑与密封,2003(1):101-104.
[3] 谭仁臣.船舶辅机与轴系[M].哈尔滨:哈尔滨工程大学,1996.
Wear and tear are often severe on stern shaft bearing,which weren' t solved properly through times of maintenance.By analyzing in detail the fault,it is found that unreasonable structure causes the fault on shaft bearing;and wear and tear are solved thoroughly by converting the A-bracket technology,which can be reference for ship designers.
A-bracket;technology conversion;heat radiation;sealing device
李召军(1982-),男,河南新密人,硕士,主要从事现代轮机工程管理和水上安全监督工作。
U672
10.13352/j.issn.1001-8328.2017.01.002
2016-09-09
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24 03:10:40
防爆电机(2022年3期)2022-06-17 01:41:24
中国设备工程(2022年2期)2022-02-10 08:36:52
船舶标准化工程师(2019年4期)2019-07-24 07:21:06
煤(2019年4期)2019-04-28 06:48:44
舰船科学技术(2016年1期)2016-02-27 15:39:19
船海工程(2015年4期)2016-01-05 15:53:26
化工管理(2015年29期)2015-11-28 07:54:04
设备管理与维修(2014年9期)2014-12-25 01:48:36
轴承(2012年1期)2012-07-24 05:24:48