大数据在电解槽管理中的应用
2017-06-21 15:08刘昌盛
氯碱工业 2017年1期
刘昌盛
(新疆中泰化学(集团)股份有限公司,新疆 乌鲁木齐 830009)
【电 解】
大数据在电解槽管理中的应用
刘昌盛*
(新疆中泰化学(集团)股份有限公司,新疆 乌鲁木齐 830009)
数据库管理系统;电压;电解槽管理;计算点
介绍了利用大数据概念自主开发的电解槽数据库管理系统。该管理系统具备电解槽运行数据异常预警、DCS数据集成平台应用、长周期电解槽运行数据对比分析、异常工况原因快速分析等功能,实现了对电解的全面管控。对管理系统的具体应用进行了简要介绍。
1 电解槽信息管理库开发背景
2014年,新疆中泰化学(集团)股份有限公司阜康能源有限公司(以下简称“阜康能源”)响应国家信息化工业化两化融合号召,投资引进实时数据库系统,成功将DCS、PLC、手工点、计算点、质检分析等数据导入数据库中,实现DCS、PLC等数据与数据库数据同步记录。
在数据库使用初期,生产技术管理人员并未能深刻理解数据库对生产管理工作带来的改变,仅是数据的初级采集、生产原始记录自动生成、运行数据统计及再次计算等简单工作,未能真正发挥实时数据库应用软件和数据结合的真正能力。
为实现离子膜电解装置长周期稳定运行,阜康能源氯碱厂电解车间成立电解槽管理小组,对电解槽的运行进行持续性监控及周期性分析,及早发现电解槽运行过程中出现的异常,并控制异常,最终为电解槽的长周期运行提出行之有效的管理办法。
电解槽管理主要数据有:电解槽电压、电流效率、电耗、盐水质量、出槽盐水质量、成品碱质量等[1]。电流效率、电耗等直关生产成本的日常数据,基本靠现场实测后进行人工记录或DCS采集后进行计算得出,通常每12 h内记录一次上述电解槽主要性能的数据,而对电解槽运行数据在短时间出现的微小异常不能及时发现,从而只能对电解槽长周期运行数据进行粗略分析,并不能准确快速查找电压短时间内上涨、电流效率突然下降等原因,使电解槽精细化管理不能有效实施。
2 数据库及应用介绍
PI(Plant Information System)是由美国OSIsoft公司开发的一套基于Client/Server结构的商品化软件应用平台,是过程工业全厂信息集成的必然选择。作为工厂底层控制网络与上层管理信息系统网络连接的桥梁,PI在工厂信息集成中扮演着特殊和重要的角色[2]。
电解槽管理小组成员利用PI-processbook软件的功能和现有数据库的数据自动同步采集的特点,将所有电解槽运行相关数据进行集合、计算、程序设定,形成了一个用于访问数据库的固定程序,组成了电解槽数据库管理系统[3]。
数据库管理系统在开发过程中共设计显示界面45个,基层数据点1 342个,数据计算点289个,对标曲线图302张,“一键巡检”界面4个。
那么电解槽数据库管理系统的基本功能是如何实现呢?
数据库后台计算配置设置举例介绍如下。
例1 电流效率公式配置为:
(TAGVAL('FLDJ1-CJIANA-SUM','*')-TAGVAL('FLDJ1-CJIANA-SUM','*-1m'))/((TAGAVG('FLDJ1-IINO1REC-PV','*-1m','*')+TAGAVG('FLDJ1-IINO2REC-PV','*-1m','*')+TAGAVG('FLDJ1-IINO3REC-PV','*-1m','*')+TAGAVG('FLDJ1-IINO4REC-PV','*-1m','*')+TAGAVG('FLDJ1-IINO5REC-PV','*-1m','*')+TAGAVG('FLDJ1-IINO6REC-PV','*-1m','*'))*130*1.4923*1)*100000
公式显示:1#装置A线电解槽电流效率通过每小时产碱量的实时变化和电流负荷的实时平均值,进行阳极效率的计算,实现电流效率的实时监控,通过PI-processbook软件曲线的自动生成功能完成对电解槽运行效率的监控。
5天内1#装置A线电流效率的实时曲线如图1所示。
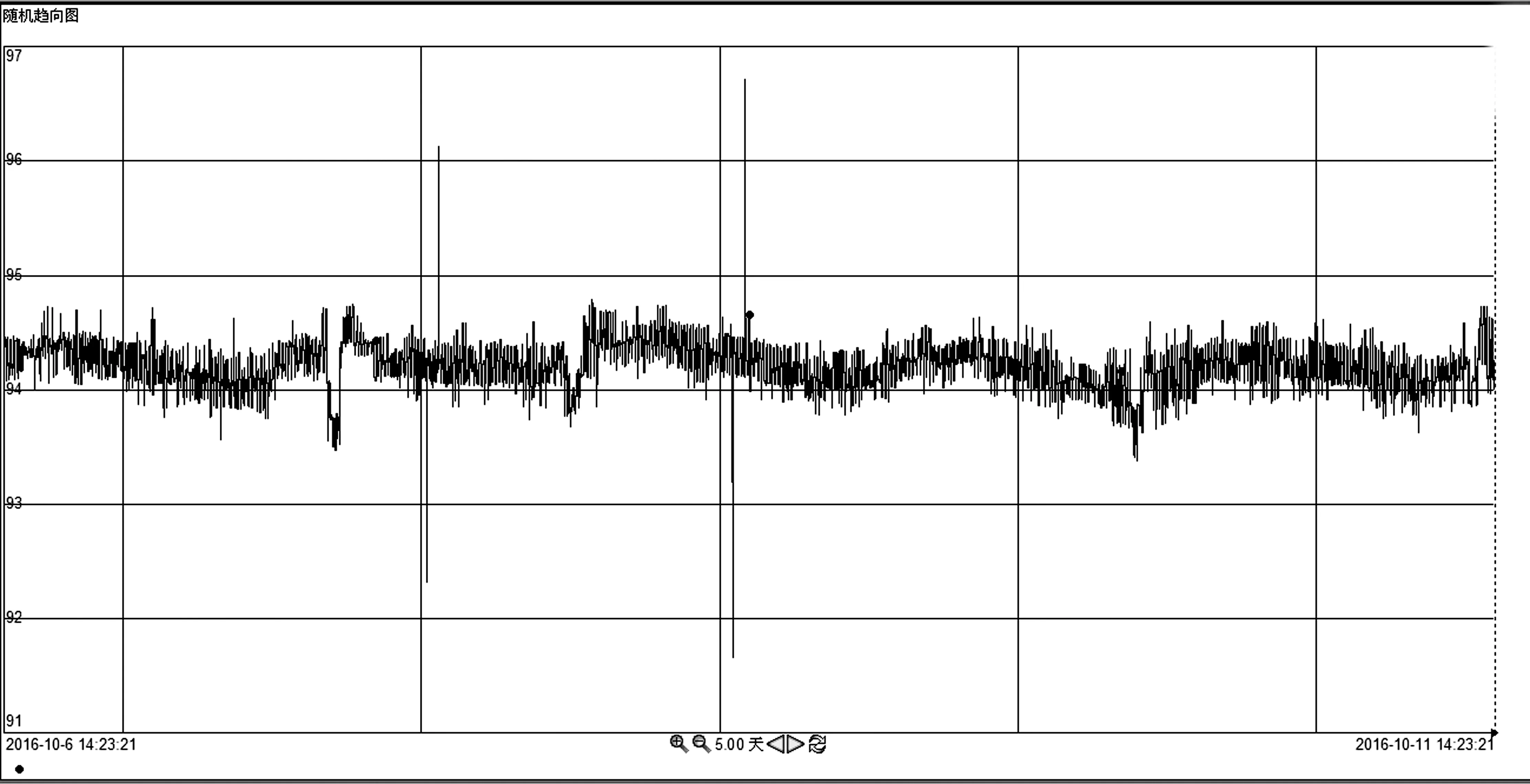
图1 5天内1#装置A线电流效率的实时曲线图
例2 氯气总管阀门开度变化率公式配置为:
abs(TAGVAL('FLDJ1-PIC2001A-MV','*')-TAGVAL('FLDJ1-PIC2001A-MV','*-5H'))
公式显示:1#装置A线目前氯气总管调节阀PV2001A阀门开度显示值较5 h前显示的差值。利用PI-processbook软件对该差值的大小进行监控,在生产平稳情况下,该差值会在一定范围内波动,根据对该值一年内稳定负荷下运行的波动范围,设定一个波动的上下限,超过该波动值预示氯气系统发生异常变化,系统将异常情况进行报警。该设置的方法可以推广至每一个可以DCS监控数据,从而可以实现电解槽运行数据微小变化的智能提醒功能。
例3 小组电压变化率监控公式配置为:
abs(TAGVAL('FLDJ1-EI20010101-PV','*')-TAGVAL('FLDJ1-EI20010101-PV','*-12H'))
公式显示:1#装置A线1#电解槽第一组小组电压显示值较12 h前变化量的差值。根据负荷稳定情况,正常波动范围设置上下限报警值,起到异常状态下的提前预警,减少了DCS中的报警泛滥和误报造成的连锁单槽停车。
小组电压变化率在30天内的实时曲线如图2所示。
利用PI-processbook软件强大的功能与数据库匹配后,实现了电解工艺DCS数据,质检分析数据,电解槽相关电压、电耗、电流效率的实时集成显示,并根据后台程序设定,实现每个数据在微小异常情况下自动预警的功能,大大缩减了操作监控人员的劳动强度,实现了电解槽的精细化管理。
电解槽信息管理系统集成平台如图3所示。
通过对类似以上范例中各种公式的配置,以及结合电解槽设备的运行特点,数据库系统具备了以下3个区别于其他电解槽管理软件的特点。
通过大数据库的应用,电解槽管理实现了以下功能。
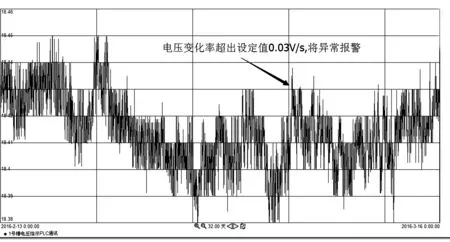
图2 小组电压变化率在30天内的实时曲线
图3 电解槽信息管理系统集成平台
2.1 智能巡检功能
(1)通过对电解工艺运行数据进行整合,形成4条线数据对标,异常数据自动闪烁和变色报警,无须逐条翻看曲线以及填写纸板记录发现异常数据,规避了人为判断异常数据的缺点。
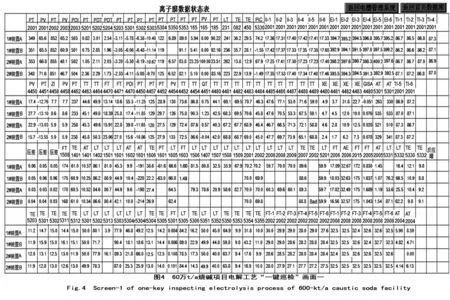
在DCS操作画面中,60万t/a离子膜法烧碱生产线的日常巡检任务为每次巡检需要8个仪表工,点击鼠标至少1 200次,记录数据240个,每班次每人都须重复巡检12次,并同时进行纸板记录的填写,来发现生产异常数据。一线主控操作人员的压力和操作繁琐性导致工作效率普遍不高,仅是配合性完成巡检工作,并不能每次都能及时发现问题。自2012年开车以来,因生产异常数据不能及时发现导致的停车多达6次。
(2)智能巡检系统应用后,逐步取消纸板记录,无须逐条查看曲线,只须关注一个显示画面中异常报警的数据即能发现生产异常。
例如,2015年12月16日00:45,1#装置4#槽小组电压波动0.02 V,触动数据库后台计算异常预警,仪表工发现后通知现场检查,发现第63片单元槽槽电压线脱落,摘除电压连锁后人工检测电压时,显示值波动已达到连锁停车条件,避免了一次电解槽连锁停车的事故。
60万t/a烧碱项目电解工艺“一键巡检”画面一如图4所示。
2.2 大数据的时间纵横向和数据间交叉分析功能
2.2.1 时间纵横向和数据间交叉分析法介绍
利用PI-processbook软件的多刻度功能和数据库的实时同步采集数据的功能,可以实现多个不同数据区域内的生产数据在同一个曲线图中显示,并能很直观地发现在某段时间内几个数据的变化趋势的相关性。
这对电解槽电压、电流效率、电耗等数据的变化原因的查找非常有用,在及时发现电解槽电压异常变化时,可以快速通过将所有影响电压的数据在几秒钟制取一个趋势图,通过趋势的相关性,即可快速判断影响电解槽电压异常变化原因。当然这种方法在查找氢氯气气相压力波动、其他温度、液位波动等所有相关性数据时都非常实用,在下文的实例中就具体介绍了一次典型的案例。这种方法打破了专业的限制,只须了解基本的曲线制作方法,一线生产操作人员、工艺、安全、设备技术管理人员都可利用此种方法来查找生产异常数据原因、生产隐患、事故调查、日常案例分享等。
2.2.2 电解槽电压检测监控
电解槽电压是检测电解槽运行状态的重要数据,阜康能源电解槽电压检测监控主要有3种。
(1)整流系统传感器电压显示。该值导入DCS显示,波动幅度较大,在2~20 V之间,不能作为电压的监控。
(2)小组电压的监控。每6片单元槽为一组电压,该值导入DCS显示,显示准确、有效;但只能检测一组电解槽电压的变化,数据较多,不易于进行记录和分析,实现不了检测整台电解槽总电压的变化。
(3)人工检测。每2 h检测1次电解槽总电压。检测时间不连续,受手持式检测设备和人为因素影响较大,而且很难检测短时间内电解槽电压的变化。检测处的数据需要按时记录,通过长时间记录的数据,进行分析电压的变化,分析和监控均较为滞后。
通过软件功能开发后,将每台电解槽的22组小组电压显示值进行加和计算,实现了电解槽总电压的实时在线监控。
例4 单槽总电压监控公式配置: ('FLDJ2-EI220010101-PV'+'FLDJ2-EI220010102-PV'+'FLDJ2-EI220010103-PV'+'FLDJ2-EI220010104-PV'+'FLDJ2-EI220010105-PV'+'FLDJ2-EI220010106-PV'+'FLDJ2-EI220010107-PV'+'FLDJ2-EI220010108-PV'+'FLDJ2-EI220010109-PV'+'FLDJ2-EI220010110-PV'+'FLDJ2-EI220010111-PV'+'FLDJ2-EI220010201-PV'+'FLDJ2-EI220010202-PV'+'FLDJ2-EI220010203-PV'+'FLDJ2-EI220010204-PV'+'FLDJ2-EI220010205-PV'+'FLDJ2-EI220010206-PV'+'FLDJ2-EI220010207-PV'+'FLDJ2-EI220010208-PV'+'FLDJ2-EI220010209-PV'+'FLDJ2-EI220010210-PV'+'FLDJ2-EI220010211-PV')
公式显示:2#装置A线1#电解槽22组小组电压进行总和计算,得出电解槽总电压,该值经过与现场实测电压对比,显示值准确、有效。该值30 s计算一次,可以实现总电压的实时在线监控,并通过总电压的变化实现电压变化率的预警,完成对电解槽电压数据的智能监控。
2015年8月22日,2#装置仪表工发现总电压显示变化率报警,之后查看曲线,发现电压在2 h内上升了1.5 V。
利用软件的快速制取曲线和多刻度功能,快速将影响电压变化的主要运行参数进行拉取,曲线显示槽温和精盐水温度与电压变化趋势正好相反,显示由于盐水温度下降4 ℃,造成了槽温的下降,从而造成电压上升。处理后,电压得到恢复[4]。
盐水温度降低造成电压短时间内升高的示意图如图5所示。
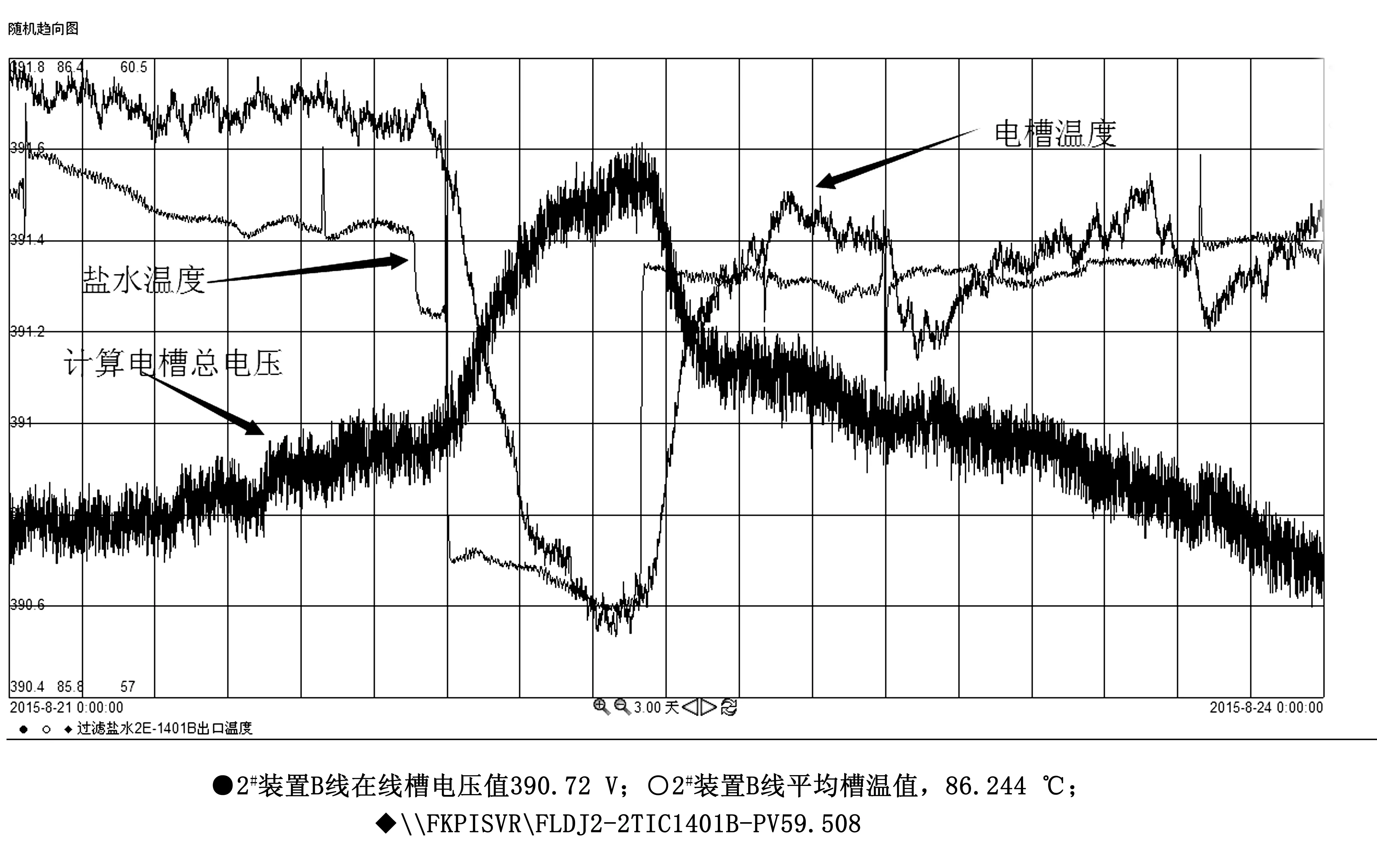
图5 盐水温度降低造成电压短时间内升高
2.3 协助技术管理人员对电解槽运行长周期的分析和总结功能
大数据应用前,电解槽管理小组定期召开小组分析会议,针对电解槽运行状况进行评估,但受限于数据少、分析问题的方法少,只能抓住较大的异常问题进行分析,很难做到精细化的分析。
项目实施后,电解槽管理小组通过应用电压总和的实时显示,以及自主创新的时间纵横向和数据间交叉分析的方法,对电解槽长周期的运行情况进行了分析。
通过分析发现了以下几个问题。
(1)利用管理系统对以往电压情况进行了分析,发现在2014年10月20—30日,4条生产线的电压均上涨0.5~0.8 V。
利用纵横向分析方法发现这段时间内精盐水中的杂质硅离子和铝离子质量浓度同时升高,分别由0.04 mg/L、0.8 mg/L升高至0.08 mg/L、1.3 mg/L;而其他运行数据均不具备与电压上涨的相关性[5]。经过与离子膜开发单位的沟通与交流,发现盐水中这两种杂质虽然没有超出控制指标,但在达到一定值后,通过综合作用一样可以造成在离子膜内部的富集沉淀,造成离子膜电压在短时间内的上升。针对后期盐水质量的管控提出了要求和控制措施,杜绝此类情况的发生,这也是历次电解管理小组会议分析中没有发现的问题[6]。
(2)利用管理系统分析发现,由于公司所在地理位置原因,每年冬夏季交替时期,电解槽的电流效率均出现小幅起伏,特别是入冬前,外界环境的急剧降温,造成盐水温度整体偏低2 ℃左右,虽然槽温变化只有0.2 ℃左右,但电流效率会在短时间内下降0.2%~0.3%。经过改造和提出控制措施后,实现盐水温度的精细化控制,实现了电解槽电耗下降5.8 kW·h/t,每年冬季4个月将为企业节约电量达到116万kW·h。
(3)发现电流负荷调整频次每个月6次以上时,离子膜阳极加酸提升速率,是每个月调整负荷低于3次时的2倍。调整频次超过6次时,15万t/a烧碱装置阳极总管加酸量提升可达到约20 L/月。
3 大数据对比
电解槽管理小组可利用数据分析对比实现如下目的。
系统应用前:每年可供分析的电压、电流效率、电耗等每个数据仅有720组。
大数据的采集计算后:电压、电流效率、电耗等数据每年分别有近100万组数据可供分析,且能通过分析工具在一个曲线中实时显示,可以实现随时对30 s~1年或几年内的电解槽运行情况进行查看和分析。并能针对发现的每一个异常数据变化,将相关数据利用交叉分析法进行及时分析和查找问题,实现电解槽运行全方位全天候的监控。
电解槽管理小组通过后期的开发实现了手持智能电子设备的在线显示,实现了在任何有网络的地方可以实时监控和分析电解槽运行。
4 取得的效益
电解槽管理系统投入使用1年,整体电流效率下降0.6%~0.7%,而在使用之前电流效率平均每年下降1%~1.2%,按照目前本公司离子膜运行42个月的离子膜周期,可延长离子膜使用周期达到30%以上。按照整体更换一批离子膜投资预算,每延长1年将节约成本至少600万元。
5 后期研究方向和改善
针对单元槽的电压检测仍然缺少。后期如能改造完成对单片单元槽电压监控,可通过对单片单元槽电压开停车时间变化,以及投送极化电流的电压变化速率等数据进行收集,配置模型后,进行大数据的分析,预期可以实现对单片单元槽的针孔、电流效率以及涂层含量的测算。
后期如能实现对每片电解槽的精细化监控,可提前发现运行效果不好的离子膜或单元槽,并逐步更换,替换目前整体更换电解槽或离子膜的模式,保持电解槽电流效率在一定范围内稳定运行。
6 结语
通过大数据的计算,准确判断电解槽运行的实时状态,精确计算电解槽电流效率、电耗、电压等数据,实现了以往常规模式不能取得的效果。大数据管理运用是电解槽精细化管控中的一个探索方向,也是提高企业核心竞争力的重要措施。
[1] 曹亚格.膜极距改造的降耗效果和经济分析[J].氯碱工业,2015,51(1):20-21.
[2] Stephen Chin, Janes L Weaver. 物联网编程实战应用Raspberry Pi 和Java[M].北京:清华大学出版社,2014:17-19.
[3] Abraham Silberschat, Henry F. 数据库系统概念[M].范红杰,译.6版.北京:高等教育出版社,2002:17-19.
[4] 陈殿彬,陈伯森,施孝奎.离子膜法制碱生产技术[M].北京:化学工业出版社,1998:165.
[5] 张伏华,徐建博,许生峰,等.膜极距电解运行的相关要求[J].氯碱工业,2015,51(5):21-23.
[6] 田中良修.离子膜交换膜基本原理及应用[M].北京:化学工业出版社,2010:344-346.
[编辑:蔡春艳]
Application of big data in management of electrolyzers
LIUChangsheng,WANGShigang,LIYongquan,HUANGXiaohu,SONGWei,WANGLin
(Xinjiang Zhongtai Chemical (Group) Co., Ltd., Urumqi 830009, China)
database management system; voltage; electrolyzer management; calculation point
A self-developed database management system using big data concept for chlor-alkali electrolyzers was introduced. The management system had the functions such as alarm of electrolyzers’ abnormal operation data, application of DCS data integration platform, comparative analysis of electrolyzers' long-period operation data, and fast analysis of causes of abnormal conditions, and thus realizing the overall management and control of the electrolysis. The practical use of the management system was introduced briefly.
*[作者简介] 刘昌盛(1988—),男,工艺技术员,2010年毕业于河南省焦作大学,2011年进入新疆中泰化学(集团)股份有限公司工作。参与新疆中泰化学(集团)股份有限公司阜康能源有限公司第1期80万t/a聚氯乙烯树脂、60万t/a离子膜烧碱循环经济项目建设,2012年至今在电解车间从事工艺技术管理工作。
2016-06-22,王世刚,李永全,黄小虎,宋伟,王林
TQ114.262
B
1008-133X(2017)01-0014-07
猜你喜欢
石油石化绿色低碳(2022年2期)2023-01-06
世界有色金属(2021年8期)2021-10-31
湿法冶金(2020年1期)2020-02-24
制造技术与机床(2019年8期)2019-09-03
江西建材(2018年1期)2018-04-04
科学与财富(2017年9期)2017-06-09
中国氯碱(2017年3期)2017-04-18
中学生数理化·高一版(2016年7期)2016-12-07
试题与研究·中考化学(2016年1期)2016-09-30
浙江大学学报(农业与生命科学版)(2015年4期)2015-12-15