
用盐酸从玻璃粉中浸出氧化铈试验研究
2017-06-19 19:27雷大士王宇斌张小波彭祥玉
湿法冶金 2017年3期
雷大士,王宇斌,张小波,彭祥玉,李 帅
(西安建筑科技大学 材料与矿资学院,陕西 西安 710055)
用盐酸从玻璃粉中浸出氧化铈试验研究
雷大士,王宇斌,张小波,彭祥玉,李 帅
(西安建筑科技大学 材料与矿资学院,陕西 西安 710055)
某玻璃粉废料中含有稀土元素,其中氧化铈质量分数为2.17 g/t。研究了采用酸浸—沉淀工艺从玻璃粉中回收氧化铈,考察了盐酸用量、液固体积质量比、浸出温度、浸出时间等因素对氧化铈浸出率的影响。结果表明:在盐酸用量150 g/L、液固体积质量比6∶1、浸出温度80 ℃、浸出时间3 h条件下,铈浸出率为92.64%。此方法可用于从固体废弃物中回收稀土。
玻璃粉;氧化铈;浸出;回收
废弃玻璃粉长期堆积会占用大量土地,且其中的有毒有害成分也会渗入土壤,造成土壤及周边水污染。玻璃粉中含有大量稀土元素,是重要的稀土二次资源[1-3],因此,研究从玻璃粉中回收稀土对环境保护和资源回收都具有重要意义[4-5]。
目前,从矿石中回收稀土多采用浮选、重选或磁选工艺,但玻璃粉中的稀土元素多呈固溶体形式存在,难以通过物理方法有效回收[6-10]。因此,研究了采用浸出—沉淀工艺从玻璃粉中回收氧化铈,以期为从类似物料中回收稀土提供参考。
1 原料性质
玻璃粉的主要有价元素组成见表1,其中Ce2O3质量分数为2.17 g/t,达到工业回收标准,但由于玻璃在生产过程中经高温煅烧,各组分被破坏形成熔融体,且其中的铈与杂质呈固溶体形式存在,回收难度较大。
表1 玻璃粉的化学组成 %
2 试验部分
2.1 试剂与仪器
试验所用主要试剂:盐酸(36%,广州德树化工有限公司),草酸(化学纯,西安裕华生物科技有限公司)。
试验所用主要仪器:RK/XJT充气多功能浸出搅拌槽(武汉克洛粉磨设备制造有限公司),pHs-3C型精密pH计(上海精密科学仪器有限公司)。
2.2 试验方法与原理
浸出试验在浸出搅拌槽中进行。每次试验称取200 g试样,配制成一定液固体积质量比,然后置于浸出槽中加温并搅拌,一定时间后过滤,分析不同浸出条件下浸出渣中的铈质量分数,计算铈浸出率。在不同温度下对浸出液进行沉淀,过滤后对沉淀物进行煅烧得最终氧化铈精矿产品。
以盐酸作浸出剂浸出铈,主要反应如下:

(1)

(2)
3 试验结果与讨论
3.1 盐酸质量浓度对铈浸出率的影响
试验条件:浸出温度90 ℃,液固体积质量比6∶1,浸出时间3 h。盐酸质量浓度对铈浸出率的影响试验结果如图1所示。
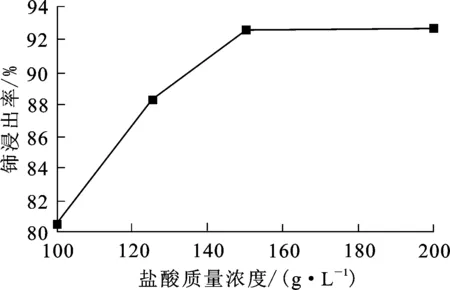
图1 盐酸质量浓度对铈浸出率的影响
由图1看出:铈浸出率随盐酸质量浓度增大而提高,因为盐酸质量浓度增大可增加其与试样中铈元素的接触概率,有利于化学置换反应的发生,从而使铈浸出率提高;当盐酸质量浓度增大至150 g/L时,铈浸出率达92.64%;再进一步增大盐酸质量浓度,稀土浸出率变化不明显。综合考虑铈浸出率和生产成本,确定适宜的盐酸质量浓度为150 g/L。
3.2 液固体积质量比对铈浸出率的影响
试验条件:浸出温度90 ℃,浸出时间3 h,盐酸质量浓度150 g/L。液固体积质量比对铈浸出率的影响试验结果如图2所示。
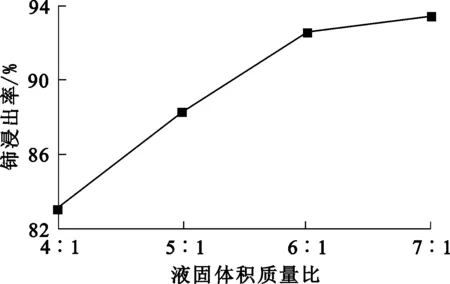
图2 液固体积质量比对铈浸出率的影响
由图2看出:铈浸出率随液固体积质量比增大而提高,因为适当增大液固体积质量比,盐酸与铈的接触概率增大,进而有利于铈的浸出;当液固体积质量比为6∶1时,稀土铈浸出率为92.64%;继续增大液固体积质量比至7∶1,铈浸出率仅提高0.79%。液固体积质量比增大,浸出液体积增大,相应的生产设备要求也会提高,综合考虑,确定适宜的液固体积质量比为6∶1。
3.3 浸出时间对铈浸出率的影响
试验条件:浸出温度90 ℃,液固体积质量比6∶1,盐酸用量150 g/L。浸出时间对铈浸出率的影响试验结果如图3所示。

图3 浸出时间对铈浸出率的影响
由图3看出:铈浸出率随浸出时间延长而提高,浸出2 h时,铈浸出率为87.44%;浸出时间延长至3 h,铈浸出率提高至92.64%;继续延长浸出时间至4 h,铈浸出率变化不大。因为物料粒度较小,比表面积较大,与溶液中盐酸接触充分,浸出速度很快,反应在较短时间内即可达到平衡,延长浸出时间对铈浸出率影响不大。综合考虑,确定适宜的浸出时间为3 h。
3.4 浸出温度对铈浸出率的影响
试验条件:盐酸质量浓度150 g/L,液固体积质量比6∶1,浸出时间为3 h。浸出温度对铈的浸出率的影响试验结果如图4所示。
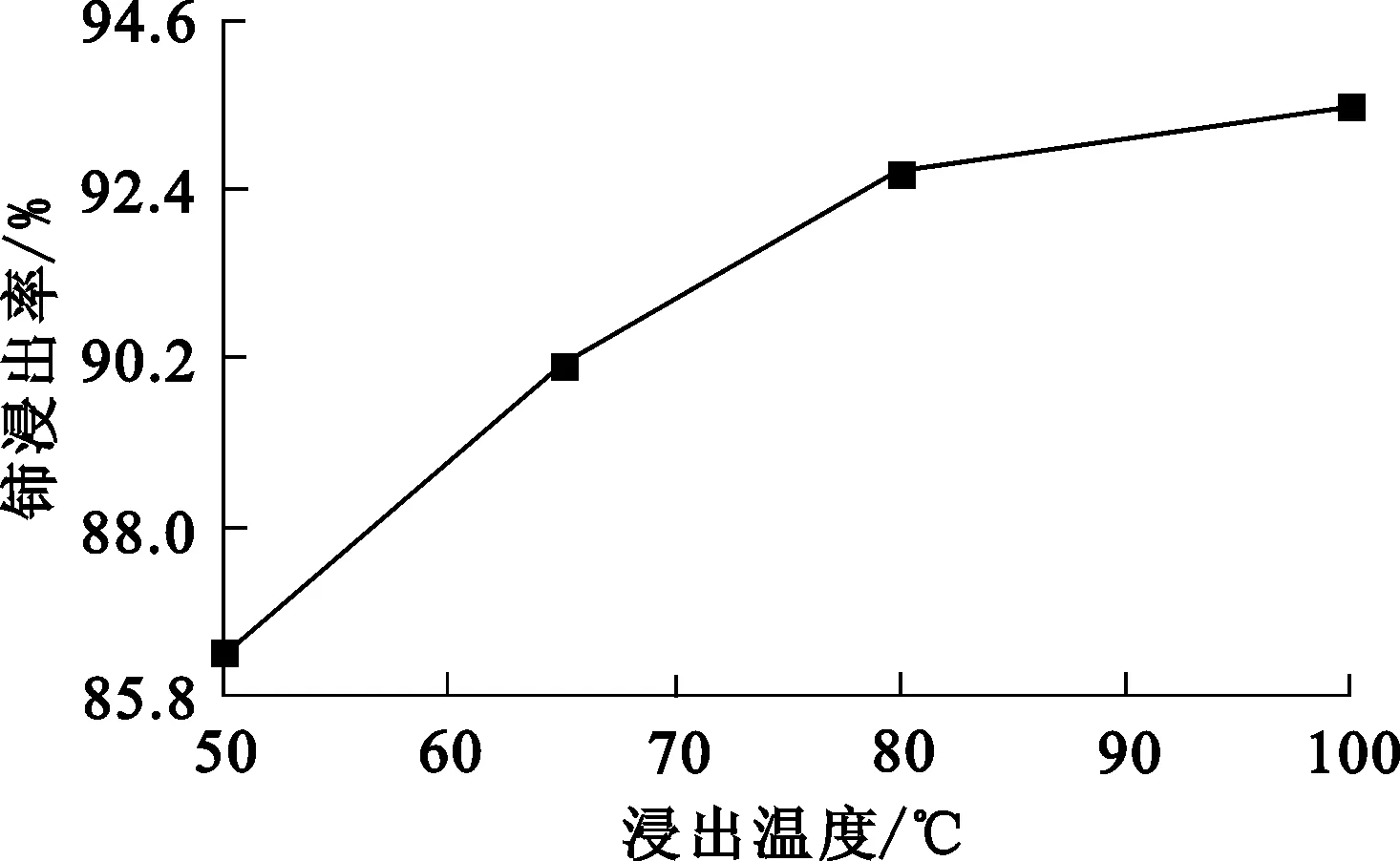
图4 浸出温度对铈浸出率的影响
由图4看出:铈浸出率随温度升高而提高,温度升高可降低溶液黏度,加快分子运动,使盐酸与固体物料之间的传质速度加快,因而可缩短反应时间,提高浸出效率;温度升至80 ℃时,铈浸出率达92.64%;继续升温至100 ℃,铈浸出率提高幅度不大。综合考虑,确定适宜的浸出温度为80 ℃。
3.5 铈的沉淀
浸出液中铈质量浓度为2.87 g/L。常温下,草酸与铈反应形成难溶于水和无机酸的草酸铈,而其他杂质不与草酸作用仍留在溶液中,铈与杂质分离。沉淀反应为:

(3)

(4)
草酸质量浓度对铈沉淀率的影响试验结果见表2,沉淀时间1 h。可见,草酸质量浓度为8 g/L时,铈沉淀率为92.15%,沉淀效果较好。
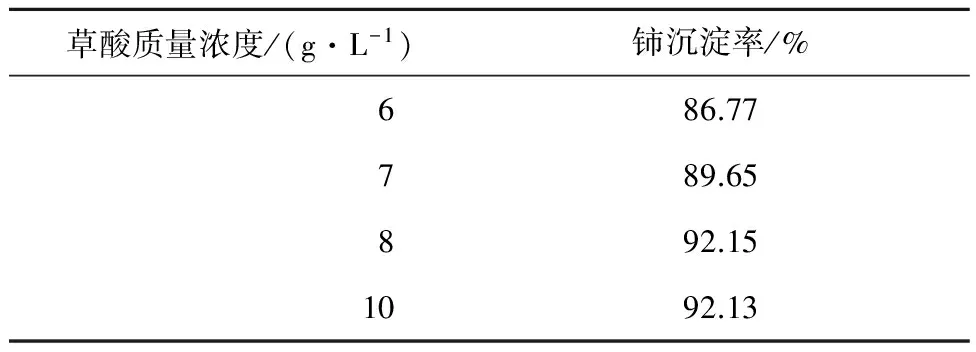
表2 草酸用量对铈沉淀率的影响
4 结论
玻璃粉中含有稀土元素铈,其与杂质呈固溶体形式存在,采用物理选矿方法不能有效分选,而采用酸浸—沉淀工艺可有效回收。在盐酸质量浓度150 g/L、液固体积质量比6∶1、浸出时间3 h、浸出温度80 ℃条件下,铈浸出率达92.64%。浸出液加草酸可沉淀草酸铈产品。该方法可用于稀土废弃物的综合回收与治理。
[1] 孙传尧.选矿工程师手册[M].北京:冶金工业出版社,2015:240.
[2] 程建忠,车丽萍.中国稀土资源开采现状及发展趋势[J].稀土,2010,31(2):65-85.
[3] 陈健,吴楠.世界稀土资源现状分析与我国稀土资源可持续发展对策[J].农业现代化研究,2012,33(1):74-77.
[4] 任忠宝,余良晖.稀土资源储备刻不容缓[J].地球学报,2011,32(4):507-512.
[5] 刘佳,李梅,柳召刚,等.包头混合稀土精矿络合浸出的研究[J].中国稀土学报,2012,30(6):673-679.
[6] 李洪枚.用硫酸从废旧稀土荧光粉中浸出稀土[J].湿法冶金,2010,29(3):188-190.
[7] 王登红,赵芝,于扬,等.离子吸附型稀土资源研究进展、存在问题及今后研究方向[J].岩矿测试,2013,32(5):796-802.
[8] 伍莺,陈冬英,欧阳红,等.从稀土抛光粉废料中回收稀土试验研究[J].湿法冶金,2015,34(5):398-401.
[9] 李永绣,周新木,刘艳珠,等.离子吸附型稀土高效提取和分离技术进展[J].中国稀土学报,2012,30(3):257-264.
[10] 许国华,赵军,刘磊,等.从氧化铈废料中回收稀土试验研究[J].湿法冶金,2016,35(4):324-326.
Experimental Study on Recovery of Cerium From Glass Powder by Hydrochloric Acid
LEI Dashi,WANG Yubin,PENG Xiangyu,ZHANG Xiaobo,LI Shuai
(CollegeofMaterialsandMineralResources,Xi’anUniversityofArchitectureandTechnology,Xi’an710055,China)
Recovery of cerium from waste glass powder containing rare earth elements by hydrochloric acid leaching-precipitation was investigated.The effects of hydrochloric acid concentration,liquid-to-solid ratio,leaching time,temperature on leaching of cerium were examined.The results show that leaching rate of 92.64% is obtained under the conditions of leaching time of 3 h,hydrochloric acid concentration of 150 g/L,temperature of 80 ℃,liquid-to-solid ratio of 6∶1.The results provided an alternative process for recovering rare earths from solid waste.
glass powder;cerium oxide;leaching;recovery
2016-09-02
陕西省科技厅基金资助项目(2014SJ-04)。
雷大士(1991-),男,河北石家庄人,硕士研究生,主要研究方向为矿产综合利用。E-mail:18710348698@163.com。
TF845.3
A
1009-2617(2017)03-0197-03
10.13355/j.cnki.sfyj.2017.03.007
猜你喜欢
中国粉体技术(2022年5期)2022-09-06
稀土信息(2022年1期)2022-02-15
稀土信息(2022年1期)2022-02-15
四川冶金(2019年5期)2019-12-23
资源节约与环保(2018年1期)2018-02-08
粉末冶金材料科学与工程(2017年4期)2017-09-06
材料科学与工程学报(2016年4期)2017-01-15
饮食科学(2016年3期)2016-07-04
饮食科学(2016年3期)2016-07-04
橡胶工业(2015年5期)2015-08-29
