
水下湿法焊接裂纹敏感性试验
2017-06-05 14:14:16黄江中王金生
电焊机 2017年5期
彭 伟,黄江中,王 超,郭 钢,王金生
(海洋石油工程股份有限公司,天津300452)
水下湿法焊接裂纹敏感性试验
彭 伟,黄江中,王 超,郭 钢,王金生
(海洋石油工程股份有限公司,天津300452)
潜水焊工在水深2m的水池里,使用水下专用焊条进行EH36和16Mn试板湿法焊接试验。依据GB 4675.1-1984斜Y型坡口焊接裂纹实验方法,评价水下湿法焊接接头的冷裂纹敏感性。小铁研实验表明,水下湿法焊接接头的抗裂性很差,裂纹率基本为100%。裂纹是从根部产生,沿着熔合线向焊缝表面或者焊缝表面熔合线区域扩展。同时提出了水下湿法焊接冷裂纹防止的一些建议。
DH36;16Mn;水下湿法焊接;裂纹敏感性
0 前言
水下焊接技术从最初作为一种钢制船体容器的修复方法,已逐步发展为一种用于工程结构建造和修复的方法,包括海洋结构、海底管道、水下港口设施和核工业装置构件的修复和改建[1]。在众多的水下焊接方法中,湿法焊条电弧焊以其设备简单、可操作性强、成本低廉等优点在浅水结构的维修中占据主要地位[2]。
水下焊接氢致裂纹敏感性大于陆地焊接,这是因为水对工件的强烈冷却作用导致低碳钢的焊接热影响区会发生相变而产生马氏体。当钢中碳当量超过0.4%时,热影响区的维氏硬度可超过400 HV,同时水下焊接过程中氢含量很高,在焊接热应力和相变应力的作用下容易引起氢致裂纹的产生。因此,冷裂纹为水下湿法接头的最主要问题之一,对水下湿法焊接接头进行裂纹敏感性研究具有重要的实际意义。
依据GB4675.1-1984斜Y型坡口焊接裂纹实验方法[3],采用Broco公司的专用水下焊条UW-CS-1,在2 m深的水池里用SMAW焊接方法得到水下湿法焊接接头,对水下湿法焊接接头的冷裂纹敏感性进行评价。
1 试验方法
1.1 试验材料及设备
试验用主要设备有Kemppi公司的Master 2850焊机和潜水设备及其配套系统、水池、空压机、冷却器、储气罐等。Master 2850焊接电源空载电压不低于65 V,具有良好的焊接引弧性能和较宽的规范调节范围,完全满足水池湿法焊接试验的所有要求。
水池尺寸2 m×2.4 m×2.4 m,水质为淡水,焊接水深2 m,焊接水温20℃。
试验用母材为EH36和16Mn。EH36高强度船板钢不仅对强度和低温冲击韧性有较高的要求,而且要求具有良好的焊接性能,EH36钢化学成分和力学性能如表1所示。16Mn属于低合金结构钢,它具有良好的综合力学性能、焊接性能及低温冲击韧性,冷冲压及可切削性均好,其化学成分和力学性能如表2所示。
试验用水下焊条为美国Broco公司生产的UW-CS-1(3.2 mm)水下焊条,属于AWS E7014系列,该焊条经过美国海军认证,采用自耗式焊接方式,焊接工艺性和力学性能优良,广泛应用于水下结构的焊接和修复。UW-CS-1焊条由4部分构成,最外层为石蜡防水层,次内层为银亮色的致密铝粉,中间为药皮和焊心。

表1 EH36钢主要化学成分和力学性能
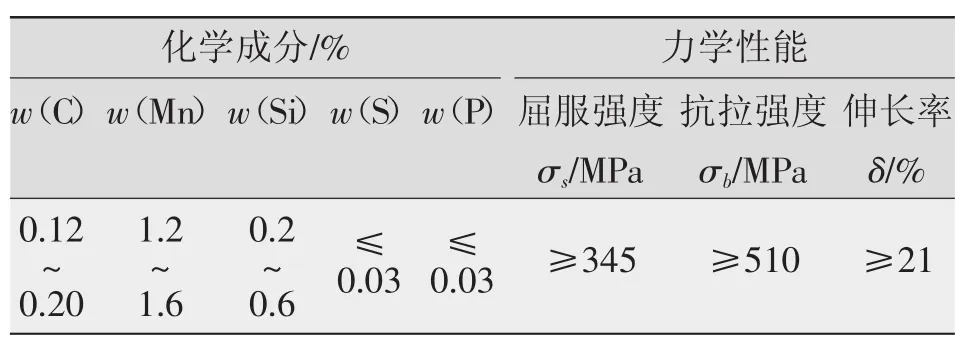
表2 16Mn钢主要化学元素含量和力学性能
1.2 试验方法
根据母材和板厚的不同,共有4组实验,分别为A、B、C、D,前三种母材为不同厚度的16Mn,后一种母材为EH36,试样规格和数量如表3所示。
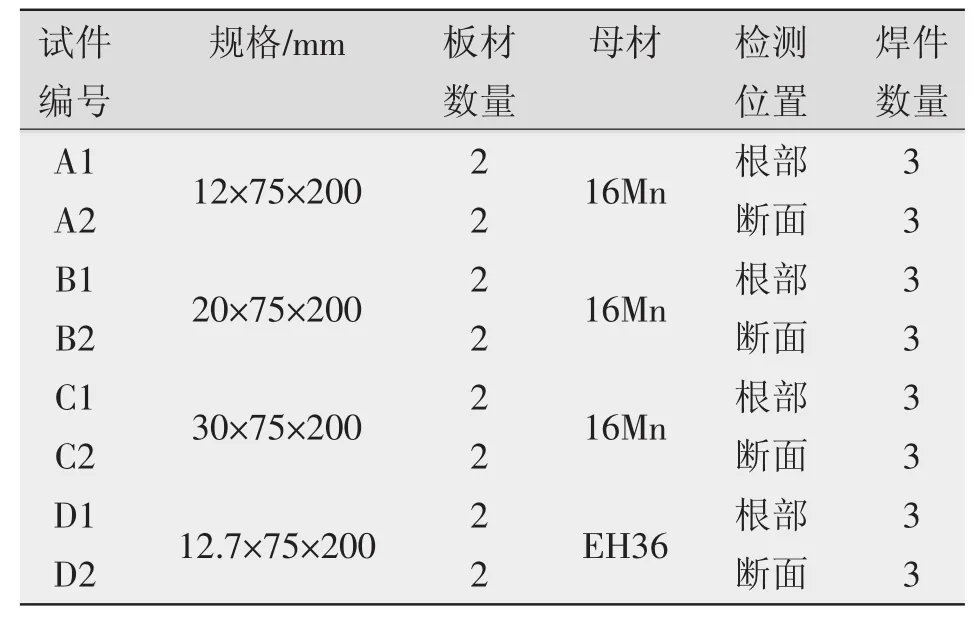
表3 试件规格及数量
1.2.1 试样准备
焊接冷裂纹倾向的测定方法很多,斜Y坡口对接裂纹实验法(“小铁研式”抗裂实验)是常用的一种方法,主要用于评定低合金结构钢焊缝及热影响区的冷裂纹敏感性。试样形状和尺寸以及实验焊缝分别如图1和图2所示。
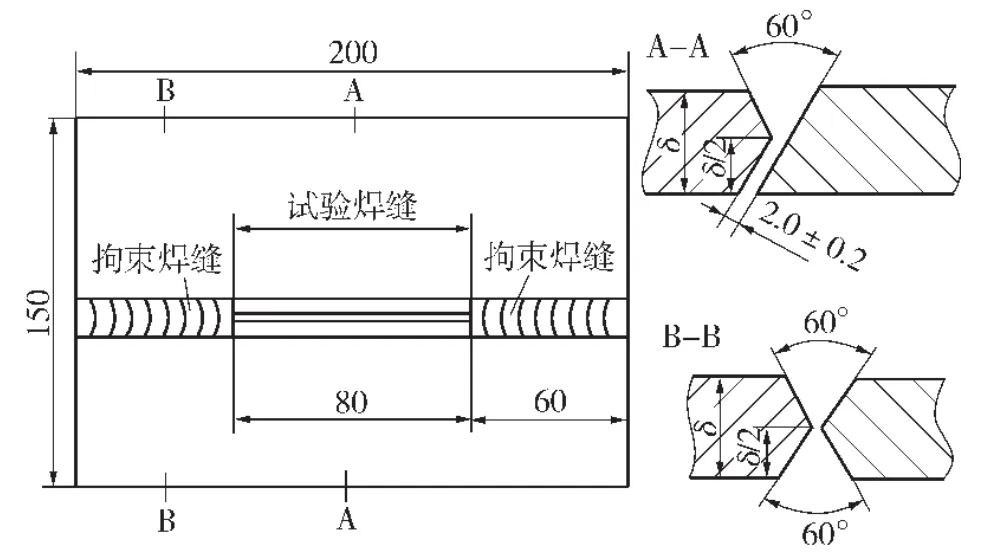
图1 试样形状和尺寸
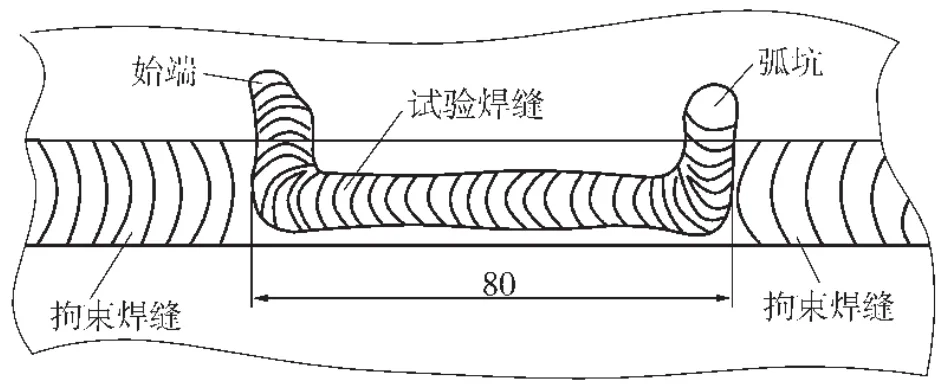
图2 采用手工焊时的实验焊缝
水下湿法焊接试验在水池中完成,焊接水深均为2 m,水温20℃,采用相同的焊接参数,焊接规范如表4所示。

表4 水下湿法焊接工艺参数
1.2.2 裂纹率计算
裂纹率计算执行GB4675.1-84标准。采用着色方法检查试件的表面和断面是否有裂纹,并分别计算出表面裂纹率、根部裂纹率和断面裂纹率。
2 结果和讨论
2.1 表面裂纹率
4组试板的表面裂纹检查情况如图3所示,相关数据见表5。
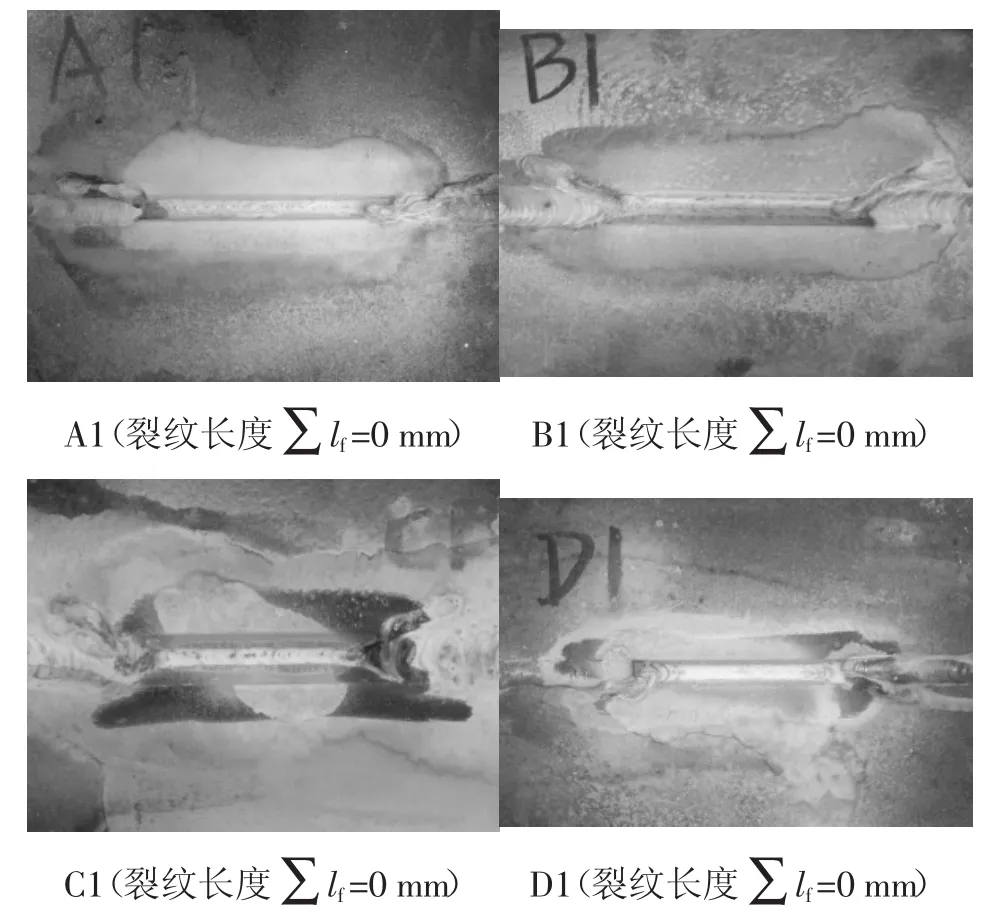
图3 试样表面裂纹的检查
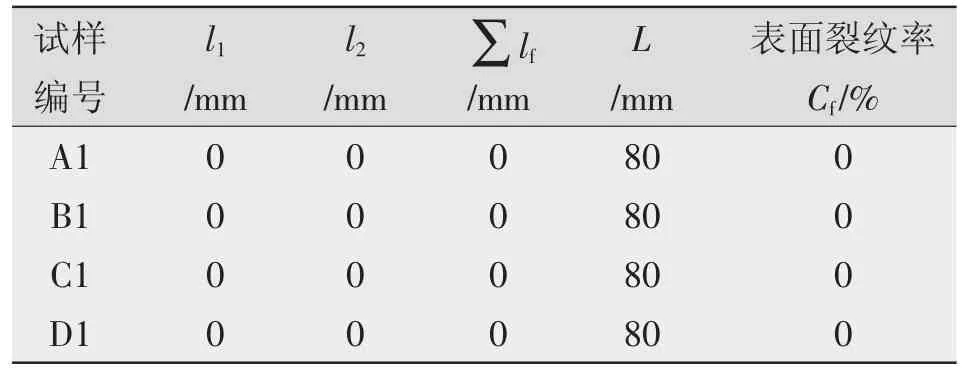
表5 表面裂纹率结果
2.2 根部裂纹率
4组试板的根部裂纹检查情况如图4所示,相关数据见表6。
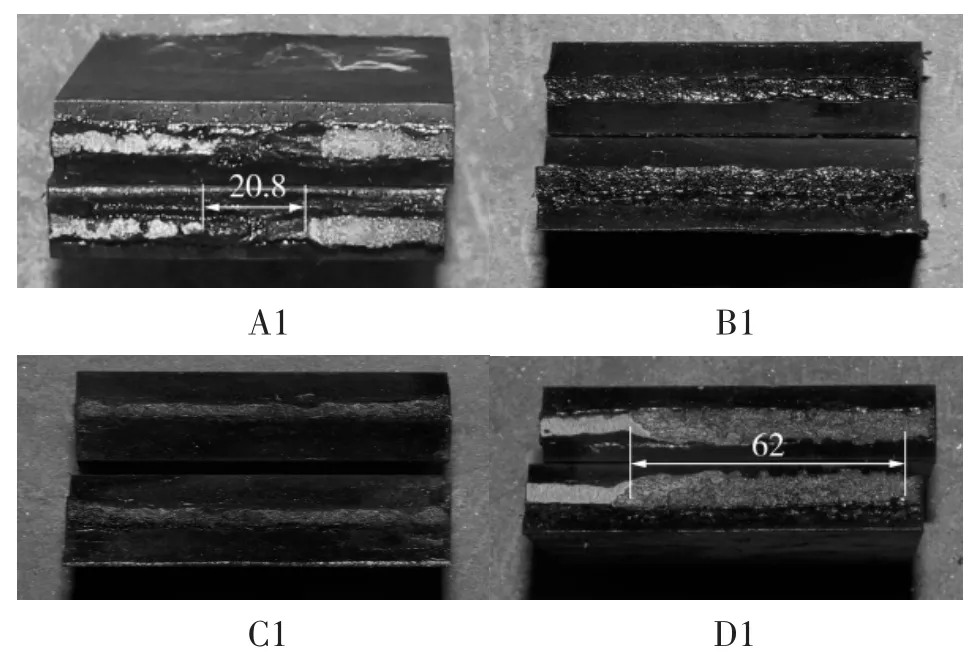
图4 根部裂纹

表6 根部裂纹率结果
2.3 断面裂纹率
根据标准,将拘束焊缝分为4部分,分别检测5个断面的裂纹率。断面裂纹如图5所示,结果见表7。

图5 断面裂纹
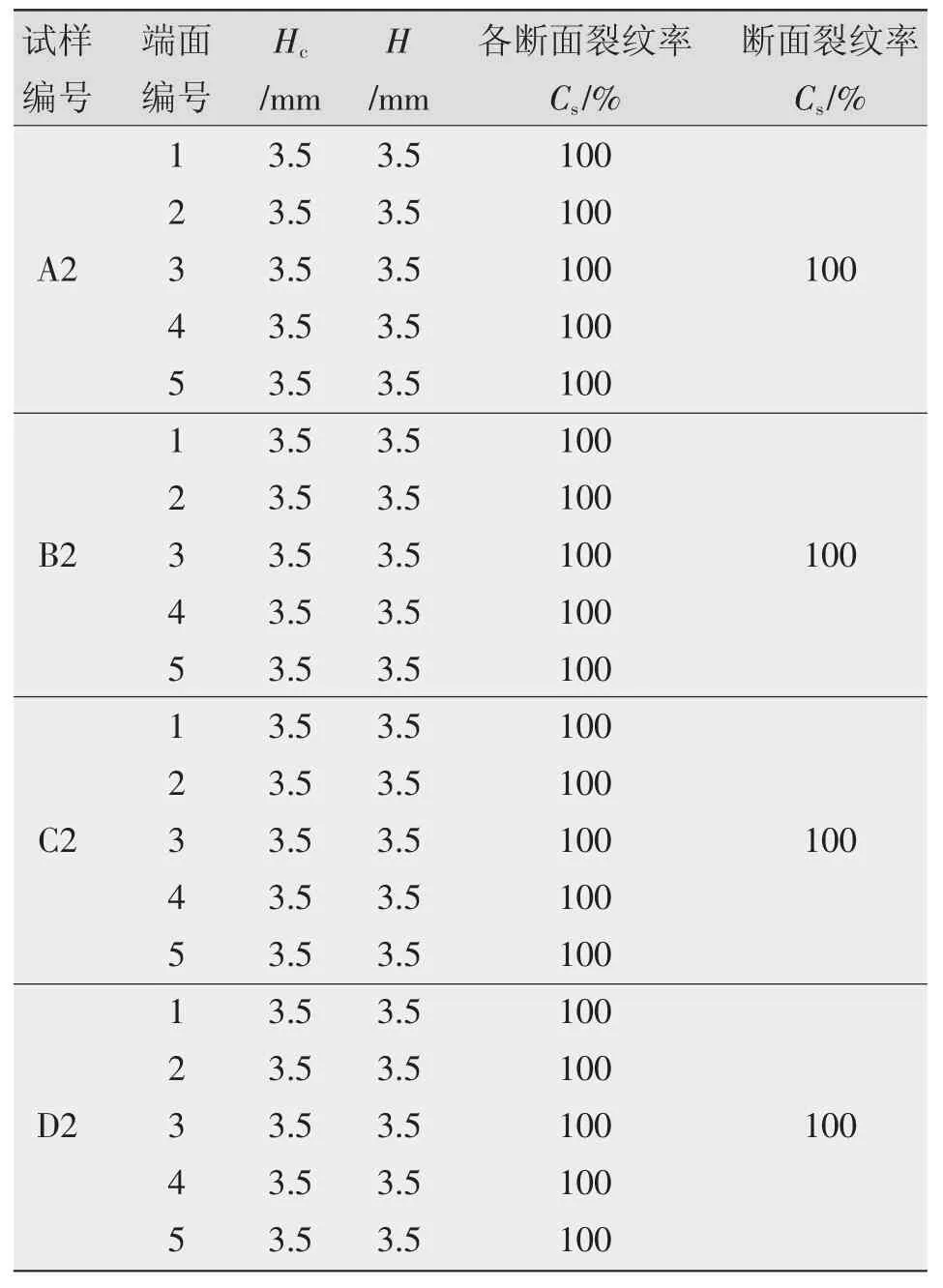
表7 断面裂纹率结果
2.4 冷裂纹分析
焊接冷裂纹是非常危险的焊接缺陷,严重影响焊接结构的使用性能和安全可靠性,根据裂纹发生的位置可分为焊缝金属裂纹和热影响区裂纹。冷裂纹的主要特点是:冷裂纹在较低温度(200℃~300℃)下形成;冷裂纹不是在焊接过程中产生,而是在焊后延续一定时间后才产生,如果钢的焊接接头冷却到室温后并在一定的时间(几小时、几天、甚至十几天以后)才出现的冷裂纹称为延迟裂纹;冷裂纹多在焊接热影响区内产生,如沿应力集中的焊缝根部形成的冷裂纹称为焊根裂纹,沿应力集中的焊趾处形成的冷裂纹称为焊趾裂纹,在靠近堆焊焊道的热影响区内形成的裂纹称为焊道下裂纹;冷裂纹有时也在焊缝金属内发生,一般焊缝金属的横向裂纹多为冷裂纹。
冷裂纹产生的原因为钢材的淬火倾向,残余应力,焊缝金属和热影响区的扩散氢含量。其中氢的作用是形成冷裂纹的重要因素,水下湿法焊接过程中,电弧将水分解产生空腔,水分解产生大量氢气,熔池中含有大量氢,由于水下冷却速度太快,氢在熔池凝固过程中来不及逸出,存在于焊缝和热影响区中,同时焊缝中的氢在结晶过程中向热影响区扩散,氢聚集在离熔合线不远的热影响区中。另外,水下冷却速度极快,焊后在热影响区形成脆硬的马氏体组织,再加上焊后的焊接残余应力,在几种因素的共同作用下,导致水下湿法焊接冷裂纹的产生。
小铁研实验表明,当母材为厚度10mm的16Mn时,根部裂纹率为26%,当厚度增至20mm和30mm时,拘束度增加,其裂纹率均为100%,母材为EH36的试板根部裂纹率达到78%。4种类型试板的断面裂纹率均为100%,断面裂纹均从焊缝根部熔合线附近区域产生,其中对于10 mm、20 mm厚16Mn母材和12.7 mm厚EH36母材,冷裂纹均沿着熔合线向上扩展,一直到焊缝表面熔合线附近区域;对于30 mm厚16Mn母材,冷裂纹产生后首先沿着熔合线向上扩展,接近焊缝表面时,裂纹偏离熔合线向焊缝表面扩展,这说明板厚增加导致接头拘束度增大,湿法焊接接头的焊缝区域和热影响区一样成为非常薄弱的区域。
根据以上结果可知,裂纹是从根部产生,沿着熔合线向焊缝表面或者焊缝表面熔合线区域扩展,说明水下湿法焊接单道打底焊缝的根部熔合线附近区域是整个焊接接头最薄弱部位。当然,实际应用中根部焊缝由于受到后续焊缝的回火作用,其抗裂性能会有部分提升。
因此,实验证明水下湿法焊条焊接由于其抗裂性很差,目前仅适合用于海洋结构物一些不重要的承受力很小的接头修复,对于重要结构裂纹的修复则需开发新的湿法焊材或者使用干法焊接,局部干法因其良好的接头性能和较低的成本,被认为是很有前途的海洋结构裂纹修复方法。
水下湿法焊接冷裂纹防止的建议如下:
(1)焊前预热和焊后缓冷。不仅能改善焊接接头的组织,降低热影响区的硬性和脆性,还能加速焊缝中的氢向外扩散,起到减少焊接应力的作用。
(2)选择合适的母材和焊接材料。可供选择的水下焊材太有限,应尽量选择碳当量和冷裂纹敏感性较低的母材。
(3)选择合适的焊接规范。尤其是焊接速度既不能过快也不能太慢。焊接速度太快,易形成淬火组织;焊接速度太慢,会使热影响区变宽。焊接时采用合理的装配和焊接顺序,以减少焊接残余应力。
(4)焊后及时进行消除应力热处理和去氢处理。消除残余应力,使氢从焊接接头中充分逸出。去氢处理是指焊件焊后立即在200℃~350℃的温度下保温2~6 h,然后缓冷,其主要目的是使焊缝金属内的氢的扩散加速逸出。焊后热处理在水下环境很难实现,因此可以尝试使用锤击或者水下超声冲击来降低焊接残余应力,从而减少冷裂纹的产生。
3 结论
小铁研实验表明,水下湿法焊接接头的裂纹率基本为100%,水下湿法焊条焊接因其抗裂性很差,目前仅适用于海洋结构物一些非重要的承受力很小的接头修复,对于重要结构裂纹的修复则需开发新的湿法焊材或者使用干法焊接。
[1]America Welding Society.AWS D3.6-2010,Underwater Weld Code[S].
[2]黄江中,高文斌,赵翠华,等.DH36水下湿法焊接接头组织和力学性能分析[J].电焊机,2014,44(6):107-112.
[3]GB4675.1-1984,焊接性试验斜-Y型坡口焊接裂纹试验方法[S].
[4]陈英,许威,马洪伟,等.水下焊接技术研究现状和发展趋势[J].焊管,2014(5):29-33.
[5]赵翠华,陈英,许威.SMAW水下湿法焊接工艺试验及接头性能[J].电焊机,2015,45(3):84-88.
Cracking sensitivity test of underwater wet welding
PENG Wei,HUANG Jiangzhong,WANG Chao,GUO Gang,WANG Jinsheng
(Offshore Oil Engineering Co.,Ltd.,Tianjin 300452,China)
EH36 and 16Mn test plates were wet welded using underwater special electrode by underwater welders at the pool of a depth of two meters.The cold cracking susceptibility of the resultant welding joints was studied according to GB4675.1-1984:Method of Y groove cracking test.The Y-groove cracking test shows that underwater wet welding joint crack resistance is poor and the crack rate is 100%basically.It originates from the root,and then propagates along the fusion line to the weld surface or the fusion line of the weld surface.At the same time,some suggestions are put forward to prevent the cold crack in underwater wet welding.
DH36;16Mn;underwater wet welding;crack sensitivity
TG456.5
B
1001-2303(2017)05-0124-05
10.7512/j.issn.1001-2303.2017.05.27
2017-03-19
彭 伟(1984—),男,工程师,硕士,主要从事焊接无损专业的研究工作。E-mail:pengwei@mail.cooec. com.cn。
本文参考文献引用格式:彭伟,黄江中,王超,等.水下湿法焊接裂纹敏感性试验[J].电焊机,2017,47(05):124-128.
猜你喜欢
纺织科学与工程学报(2020年1期)2020-06-12 09:14:38
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
黑龙江科技大学学报(2016年5期)2016-12-09 07:31:17
电焊机(2016年8期)2016-12-06 08:28:44
光学精密工程(2016年2期)2016-11-07 09:02:33
中国民族医药杂志(2016年9期)2016-05-09 07:51:51
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
山东冶金(2015年5期)2015-12-10 03:27:40
焊接(2015年11期)2015-07-18 11:12:46
