
不锈钢CMT焊接对装配间隙及错边的适应性研究
2017-06-05 14:14王红波王跃海曹兴华戴忠晨孟宪伟王春明
电焊机 2017年5期
王红波,王跃海,曹兴华,戴忠晨,孟宪伟,黎 硕,王春明
(1.中车南京浦镇车辆有限公司,江苏南京210031;2.华中科技大学材料科学与工程学院,湖北武汉430074)
不锈钢CMT焊接对装配间隙及错边的适应性研究
王红波1,王跃海1,曹兴华1,戴忠晨1,孟宪伟1,黎 硕2,王春明2
(1.中车南京浦镇车辆有限公司,江苏南京210031;2.华中科技大学材料科学与工程学院,湖北武汉430074)
使用CMT(Cold Metal Transfer,冷金属过渡焊接技术)焊接方法对2mm厚度的X2CrNiN18-7不锈钢焊接过程中间隙和错边的适应性进行研究。在板厚2 mm的情况下,CMT焊接对焊缝间隙容忍力强,达到母材厚度的37.5%;磨平处理的焊缝抗拉强度可达到母材的80%~88%;对焊缝错边量容忍力可达到母材厚度的40%。
CMT;间隙;错边;力学性能
0 前言
近年来我国轨道交通发展迅速,轨道车辆车体需求大量增加。国内大部分轨道车辆车体生产企业已使用不锈钢代替普通碳钢来生产轨道车辆车体。不锈钢轨道车辆车体焊接工艺主要采用熔化极气体保护焊(MIG或MAG)和电阻点焊[1]。电阻点焊的焊点会造成车体表面变形,严重影响车体的美观;MAG焊存在飞溅、过热等诸多缺陷[2]。热输入量低、飞溅少的CMT焊接技术非常适合不锈钢列车车体制造。
孟庆亮[3]等人研究了不锈钢薄板的CMT焊接工艺,得到焊接参数对焊缝成形的影响以及合理的工艺参数。Renno Veinthal等人[4]通过实验分析CMT焊接不锈钢薄板的T型接头焊接厚度的极限,得到适用的工艺参数和良好的成形。
但上述研究均是在设定的理想装配条件下进行,实际生产过程中的装配质量难以达到理想状态或者难以保证一致性。因此,研究CMT技术对不锈钢焊接装配间隙和错边的适应性对实际生产具有较大的指导意义。
1 实验设备和材料
实验母材采用2 mm厚度的德国牌号不锈钢X2CrNiN18-7,试样规格3 500 mm×150 mm×2 mm。焊丝为直径φ1.0 mm的308LSi不锈钢。母材和焊丝化学成分如表1所示。
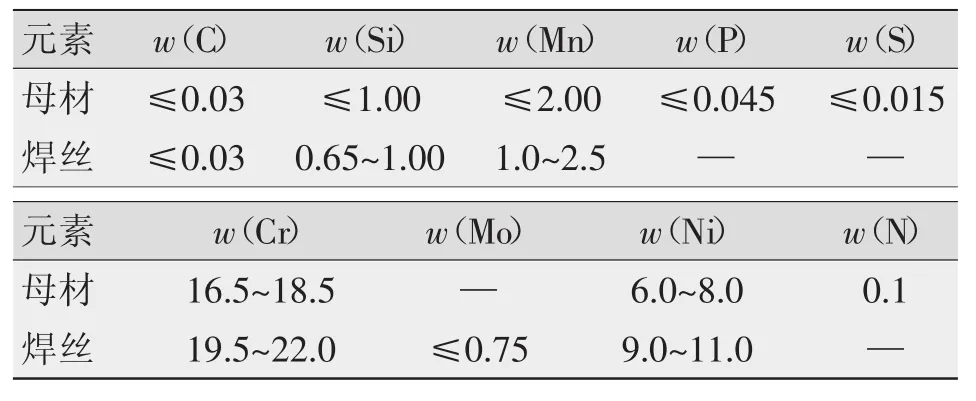
表1 母材和焊丝化学成分%
实验设备为CMT焊机和焊接机器人,如图1所示。每条焊缝取3个拉伸试样,使用WDW3200微控电子万能试验机对焊接接头进行拉伸试验,取平均值作为试验值。

图1 CMT焊机和焊接机器人
2 CMT焊接对间隙的适应性
为探究CMT焊接技术对对接间隙的适应性,在主要焊接参数(焊接速度0.8 m/min、送丝速度10 m/min、电流162 A、电压13.5 V、干伸长12 mm、弧长修正-5%、推进修正0)不变的情况下,预设焊接试样对接间隙分别为0 mm、0.25 mm、0.5 mm、0.75 mm、1.0 mm、1.25 mm,研究对接间隙对焊缝成形的影响。具体参数见表2,实验结果见表3。
由表3可知,随着间隙的增大,焊缝余高越来越低(焊缝余高h符合ISO-5817《钢、镍、钛及其合金的熔焊接头缺陷等级评定》余高质量等级B级要求:h≤1 mm+0.1b,b为熔宽),熔透越来越大,直至最后间隙为1.25 mm的焊缝。焊接开始时,熔池和板材温度不高,所以有一小段连续的焊缝。焊接过程持续一段时间后,熔池温度和板材温度上升,熔深增大导致熔池无法被托住直至熔池下塌,焊丝与板材断路。断路时焊接电流为零,熔池消失,板材冷却,此后焊接过程继续,如此反复形成了焊缝的断续。

表2 对接间隙变化
拉伸试验结果:间隙为1 mm的试样断裂在焊缝,间隙为0 mm、0.25 mm、0.5 mm、0.75 mm的试样断裂在母材(间隙1.25 mm焊接接头焊缝不连续,所以不做拉伸力学性能测试)。图2a和图2b分别为拉伸试样断裂在焊缝和母材。说明CMT焊接技术的搭桥能力很强,板厚2 mm情况下对焊缝间隙容忍力强,可达母材厚度的37.5%。

图2 拉伸试样断裂位置
为获得对接间隙对拉伸试样抗拉强度的影响,磨平焊缝再做了一组拉伸试验。焊缝磨平见图3。

图3 焊缝磨平示意
将焊缝磨平后,取拉伸试样进行测试,试样断裂在焊缝。对接间隙对抗拉强度的影响如图4所示,在对接间隙为0mm时,试样的抗拉强度为688MPa;对接间隙为0.25mm时,试样抗拉强度降至666MPa,对接间隙为0.5 mm、0.75 mm、1.0 mm时,试样抗拉强度降至约630 MPa。这是因为焊缝主要由γ奥氏体相和少量δ铁素体相组成,随着装配间隙的逐渐增大,焊缝中的δ铁素体含量逐渐降低,抗拉强度也随着δ铁素体含量的降低而下降[5]。如图5所示,对接间隙为0mm、0.25mm、0.5mm和0.75mm时,焊缝中δ铁素体含量为13.2%、12.0%、11.1%和9.8%。

表3 对接不同间隙的焊缝成形
3 CMT焊接对错边的适应性
为探究CMT焊接对错边量的适应性,在主要工艺参数(焊接速度0.8 m/min、送丝速度10 m/min、电流162 A、电压13.5 V、干伸长12 mm、弧长修正-5%、推进修正0)不变的情况下,预设对接错边量分别为0、0.2 mm、0.4 mm、0.6 mm、0.8 mm、1.0 mm、1.2 mm,观察错边量对焊接的影响,具体参数如表4所示。
对焊接试样进行拉伸试验,结果为:错边量为1mm、1.2mm的试样断裂在焊缝,错边量为0、0.2mm、0.4mm、0.6mm、0.8mm的试样断裂在母材。说明CMT焊接技术的搭桥能力很强,板厚2 mm的对焊缝错边量容忍达到母材厚度的40%。在充分焊透的条件下,对接错边量较小的拉伸试样的抗拉强度高。板厚2 mm时,对接不同错边量焊缝横截面如图6所示。
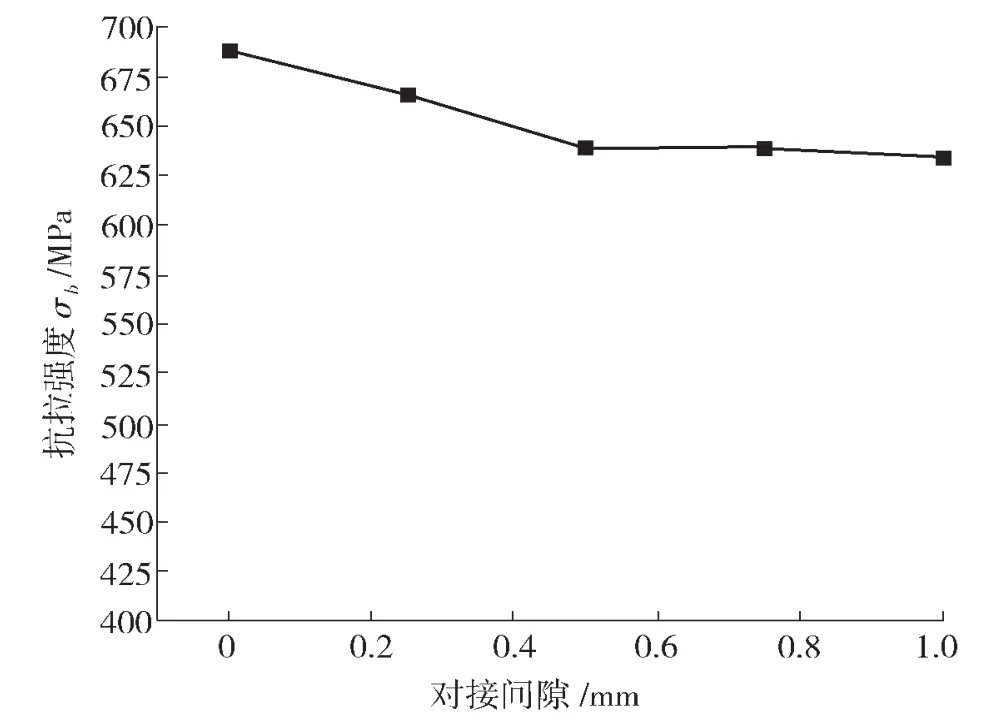
图4 对接间隙对抗拉强度的影响

表4 对接错边量变化/mm
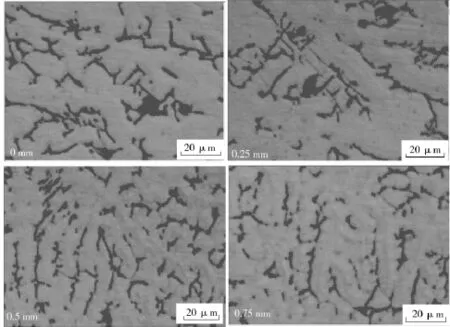
图5 不同间隙焊缝δ铁素体含量
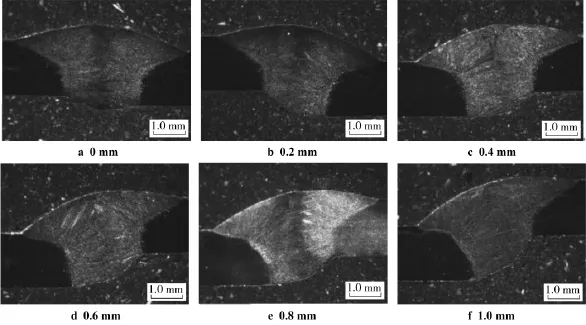
图6 板厚2 mm时对接不同错边量焊缝横截面
4 结论
(1)板厚2mm情况下,CMT焊接对对接装配间隙容忍力强,达到母材厚度的37.5%。经磨平处理的焊缝抗拉强度可达到母材的80%~88%。
(2)板厚2 mm情况下,CMT焊接对装配错边量容忍可达母材厚度的40%。
[1]段珍珍,张雪红,谷晓鹏.轨道车辆焊接制造工艺现状及发展趋势[J].焊接技术,2011,40(11):1-5.
[2]刘佳.轨道客车用SUS301L奥氏体不锈钢激光叠焊技术研究[D].吉林:长春理工大学,2012.
[3]孟庆亮.不锈钢薄板冷金属过渡焊焊接(CMT)工艺研究[D].吉林:吉林大学,2015.
[4]TALALAEV R,VEINTHAL R,LAANSOO A,et al.Cold metal transfer(CMT)welding of thin sheet metal products [J].Estonian Journal of Engineering,2012,18(3):243-250.
[5]陈洋,吴世凯,肖荣诗.SUS301L不锈钢薄板CO2激光-MIG复合焊工艺研究[J].应用激光,2013,33(2):158-163.
Investigation on the adaptability of stainless steel to the gap and unfitness using CMT welding
WANG Hongbo1,WANG Yuehai1,CAO Xinghua1,DAI Zhongchen1,MENG Xianwei1,LI Shuo2,WANG Chunming2
(1.CRRC Nanjing Puzhen Co.,Ltd.,Nanjing 210031,China;2.School of Materials science and engineering,Huazhong University of Science and Technology,Wuhan 430074,China)
2 mm thickness X2CrNiN18-7stainless steel was welded to study the adaptability to the gap and unfitness using CMT(Cold Metal Transfer)and the results were also evaluated quantitatively.The gap tolerance of CMT welding to the weld reached 37.5%of the base metal thickness and the tensile strength of weld was up to 80%~88%of the parent material after smoothly processing.In addition,the gap tolerance of weld achieved 40%of the base metal thickness.
CMT;clearance;wrong side;mechanical properties
TG457.11
A
1001-2303(2017)05-0094-04
10.7512/j.issn.1001-2303.2017.05.20
2016-10-08;
2017-01-26
王红波(1983—),男,工程师,学士,主要从事焊接技术的研究工作。E-mail:wangjelly1@163.com。
本文参考文献引用格式:王红波,王跃海,曹兴华,等.不锈钢CMT焊接对装配间隙及错边的适应性研究[J].电焊机,2017,47(05):94-97.
猜你喜欢
农业科技通讯(2023年1期)2023-02-12
东坡赤壁诗词(2021年1期)2021-03-24
东坡赤壁诗词(2020年4期)2020-09-02
中国外汇(2019年23期)2019-05-25
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
北京航空航天大学学报(2016年9期)2016-11-16
扬子江诗刊(2015年5期)2015-11-14
现代检验医学杂志(2015年6期)2015-02-06
