
基于可编程控制器的同步控制指令
2017-06-05 15:02应成,薛吉
自动化博览 2017年1期
基于可编程控制器的同步控制指令
两个或多个独立电机间的同步控制,在现有的可编程控制器应用中步骤繁琐,同步性差。本文主要介绍了采用双芯片的可编程控制器,只使用一条指令,即可完成电机间的同步控制,从轴延迟时间小,使用方便。
可编程控制器;同步控制
可编程控制器PLC由于在恶劣的环境中工作可靠性高,实时性好,功能强大,编程方便,所以被广泛应用于工业现场控制中。高速脉冲输出功能和高速计数器功能是PLC在位置控制和运动控制领域中的重要组成部分。通过高速脉冲输出来驱动电机,利用脉冲编码器可以采样电机的转速和转动方向,转化为脉冲形式,然后通过高速计数器对其高频率的脉冲进行精确计数,从而实现PLC对电机的控制。具备这两种功能的PLC可以应用在位置控制和运动控制如纺织机械、小型包装机械等各个工业领域。
在上述位置控制和运动控制的闭环控制中,特别是用于两个独立电机间的同步控制,一般需要PLC多条指令的配合。通过PLC的高速计数器采集装在电机上旋转编码器的数据,得到电机的速度信息。然后在PLC程序中加入计算过程,再通过PLC的高速脉冲输出将计算结果通过脉冲形式输出到驱动电机。这样的做法会使PLC程序量比较大,更重要的是,PLC采用顺序扫描的方式执行指令,采用多条分离指令的方式会大大增加PLC扫描周期的时间,使得运动控制的输出滞后于输入的变化,同步性不好。实际控制效果不理想,例如会使生产线传送带堆料或者产生牵拉现象。
另外,目前多数PLC的高速计数器功能和高速脉冲输出功能集成在主CPU中,占用主CPU的资源,影响整个PLC的扫描周期,使得输出滞后于输入现象更加明显,这大大缩小了此种PLC的使用范围。并且即便是一些国外知名品牌的PLC在多个端口同时工作时,标称的最高频率也大打折扣,往往几路同时使用,实际频率只能达到单路使用时最高频率的几分之一,这在他们的说明书和技术参数上都有说明。
为了达到两个或多个独立电机间同步控制的目的,在需要高精度同步控制的场合,就不得不选用价格昂贵的专用同步控制器,或者需要PLC编写复杂的同步算法应用程序,并且须配备独立的运动控制模块、高速计数器模块。这增加了整个系统的成本,对资源造成了很大的浪费。而本设计使用小型PLC和普通不带通信功能的伺服即可完成以上功能,节约了成本。
1 设计方案
本设计仅使用一条指令即可完成主从轴同步功能。PLC主机采用一块ARM芯片和一块大容量可编程逻辑器件FPGA作为主控制器。FPGA负责高速脉冲输入采样、同步算法处理以及高速脉冲输出等功能。同步功能的实现在FPGA中完成,和主芯片ARM的分离设计大大减轻了主芯片的工作量,减少了整个PLC的扫描周期。本设计和传统的PLC多指令同步控制系统相比,提高了同步性能,降低了应用难度,节约了成本。
如图1所示,可编程逻辑器件FPGA主要分成4个大的模块。高速计数器模块对编码器的脉冲信号进行精确的计数,主电机通过旋转编码器将转动转化为脉冲信号输入FPGA。通信模块主要负责和主芯片ARM的数据交换。ARM根据用户设定的同步参数传送给FPGA,通信模块将收到的这些参数分别传送给输入、输出模块和同步处理模块。最终又将实时数据和处理结果传回到ARM主控制器,用户可对指令进行监控和数据的读取。同步算法模块将高速计数模块采集的数据进行分析,计算出主轴实时的运行频率、运行距离,再通过特定的算法计算出从轴应当维持怎样的频率保持和主轴同步。并且同步算法模块有预判功能,根据一段时间内主轴的运行和用户输入的参数,事先计算从轴的运行参数。这种算法使得从轴同步精度高,延时小。最终同步算法处理模块将从轴的跟随频率和跟随距离实时发送给高速脉冲输出模块。这样就完成了一个同步周期的工作。
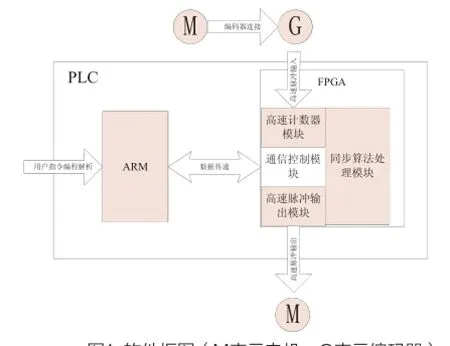
图1 软件框图(M表示电机,G表示编码器)
本设计将这些功能集成到一条指令,通过这种控制,后级电机只滞后于前级电机一个同步采样周期,这个延时是可以设定的、固定的并且可控的。这种方法同步性能高,同步精确。
本设计采用的可编程逻辑器件FPGA,实际上是一种可编程的硬件电路,最大特点是可进行多组并行工作。这种方法使得每一组高速输入输出在硬件上完全独立,不会互相影响干扰。实施中可同时进行多组脉冲同步控制,每一组互相独立。
2 同步控制流程
双轴同步控制指令的一种典型应用是飞剪系统。如图2所示,在飞剪系统中一般主轴输送待切割物体,从轴上安装飞剪刀头,定长切割主轴上的物体。根据切割物的长短不同,从轴需要调节几段速度,并且在切割前后的一段区域内需要和主轴保持相同的速度,这样才能使刀口平整。当切割长度小于从轴周长时,从轴在切割完成需要加速赶上下一次切割点;当切割长度大于从轴周长时,从轴在切割完成后减速到达下一次切割点。从轴的速度变化调整由PLC指令自动计算,达到双轴同步控制的目的。
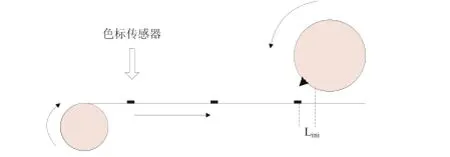
图2 飞剪系统示意图
在嵌入式系统中,同步控制的算法流程如图3所示,分为以下几个步骤:
(1)读取用户设定参数。计算出虚拟原点位置,计算从轴所需要的各个参数,包括加速或减速至同步起始位置的加减速度及脉冲个数。计算主轴离开同步区后,走完剩余长度所需的时间。从轴必须在此时间内回归到虚拟原点,计算出从轴必须达到的回归速度。
(2)从轴运行至虚拟原点后停止。等待色标传感器信号到达,从轴开始加速运行,到达同步起始点后,采样主轴的速度,根据从轴半径和主轴保持线速度一致。
(3)同步完成后,从轴以当前速度加速或减速到计算所得的回归速度。
(4)运行至内部计算所得的虚拟原点,减速停止从轴。
(5)等待色标传感器信号或者高速计数器的主轴切割长度脉冲数,接收到信号后,启动下一轮同步,周而复始。
3 起始段的特殊处理
当主轴在启动时的加速阶段,从轴同步控制有别于主轴已达到匀速运动的情况。如图3所示,在机械装置安装色标传感器时,对准材料的色标点,这时有个待同步点到实际同步起始点的距离,我们称之为初始距离Lini。
Lini的长度按照主轴已经达到匀速时来计算,Lini =主轴加速时间*主轴速度。在主轴起始加速段过程中,加速度a= ( V1 - V0 ) / T,根据加速度求距离公式Lini=V0t+1/2at2,可求得t,也就是主轴到达同步起始点的时间。从轴只在加速段加速到主轴当时的速度,后面将跟随主轴作同步运行。从而算出从轴在起始段需要等待的时间为(t-从轴加速时间),在经过这个等待时间以后,从轴开始启动工作,即从轴在规定加速时间内加速到此速度,然后跟随主轴运动,最终能与主轴在同步起始点吻合。
之后的过程,主轴匀速运动。从轴每次运行至虚拟原点,然后加速与主轴同步,如上一节所述。

图3 同步算法流程图
4 指令参数说明
本设计使用一条PLC指令实现了主从轴的同步功能。只需设定以下参数即可运行PLC指令,使用方便,同步计算自动在PLC中实现。下面以PLC中IEC61131-3中的IL语言来说明。
SYNC MLEN,SLEN,SYNSTR,SYNLEN,STIME,INMOD,MFRQ,RATIO,PORT
其中SYNC为指令的名称,后面跟着的都是指令参数:
MLEN,主轴长度,即送料轴每段同步长度,单位 pulse。
SLEN,从轴长度,即从轴周长,单位 pulse。
SYNSTR,同步起始位置,即Lini长度,单位 pulse。
SYNLEN,同步区长度,单位 pulse。
STIME,从轴加减速时间,单位ms
INMOD,输入脉冲模式,高速计数器共有3种输入,包括模式脉冲+方向;增减脉冲输入;A/B相正交输入。
MFRQ,主轴运行频率,单位Hz。
RATIO,从轴与主轴的同步倍率,浮点数。
PORT,同步轴的通道号,即同时可使用多组。
5 结语
这本来在其他公司高功能型PLC里需要多步完成的复杂功能,或者必须采用价格昂贵的专用同步控制器,在本PLC里用一条指令即可实现。如果使用多条指令完成,采样周期往往依赖于PLC的扫描周期,当PLC程序庞大的时候,扫描周期非常长,造成输出响应滞后,输出脉冲间隙大,电机运行不平稳,定位精度差。本设计的同步指令使用方便,同步性能好。同时大大提高了PLC的执行效率,缩短了整个PLC的扫描周期。使得工业运动控制响应更快,位置控制更加精确。本设计指令可以应用于飞剪,定长裁切等需要两个或多个电机间同步的装置,具有良好的社会经济效益。
[1] 邹丽梅, 郭波. 基于微型PLC通信的多轴伺服同步控制[J]. 宜春学院学报, 2015, 3 ( 37 ).
[2] 周秀君, 邓榆林. 基于PLC的电机同步数字控制模型研究[J]. 电气传动自动化, 2013, 4 ( 35 ).
[3] 朱茂林. 多电机速度同步控制策略的研究与应用[C]. 合肥工业大学, 2013.
Synchronous control of two or more independent motors is fussy and lacks synchronization in existing PLC applications. This paper describes the use of dual-chip programmable controller, which uses only one instruction to achieve the synchronization. This results in small delay time of the slave motor, and the advantage that the instruction is easy to use.
PLC; Synchronous control
B
1003-0492(2017)01-0103-03
TP273
上海人才发展资金资助项目(201533)
应成(1982-),男,浙江宁波人,工程师,本科,研究方向为嵌入式软件,工业控制、通信。
薛吉(1978-),女,江苏江阴人,高级工程师,硕士,研究方向为工业控制、通信研究与产品开发。
猜你喜欢
煤气与热力(2022年2期)2022-03-09
北京航空航天大学学报(2020年10期)2020-11-14
科学咨询(2020年36期)2020-09-10
当代陕西(2019年24期)2020-01-18
数码世界(2017年7期)2017-12-29
科学与财富(2016年34期)2017-03-23
科技创新与应用(2016年7期)2016-10-21
小猕猴学习画刊(2016年6期)2016-05-14
装备环境工程(2015年5期)2015-02-28
舰船科学技术(2015年8期)2015-02-27
