
数控机床主轴换挡原理及故障处理
2017-06-01 12:53张豹慕利军
设备管理与维修 2017年1期
张豹,慕利军
(北奔重型汽车集团有限公司设备维修中心,内蒙古包头014030)
数控机床主轴换挡原理及故障处理
张豹,慕利军
(北奔重型汽车集团有限公司设备维修中心,内蒙古包头014030)
分析数控机床主轴换挡原理,介绍换挡故障排除方法。
数控机床;换挡原理;故障处理
0 概述
数控机床换挡故障是数控机床维修中频繁出现的故障,因换挡控制方式不同,出现故障后进行维修调整的难易程度也不相同,下面以常见的两种控制方式来分析控制原理及换挡故障的维修。
1 数控机床主轴换挡原理
1.1 主轴摆动换挡原理
当主轴转速超过换挡转速或执行M41、M42等换挡指令时,通过系统PMC控制主轴电机实现摆动控制(以较低的转速正转几秒,暂停后在反转几秒),同时驱动相对应的液压阀线圈,换挡机构开始换挡动作,当检测到换挡到位信号后主轴停止摆动,换挡指令完成。如果在换挡设定时间内没有检测到换挡到位信号,系统报警,停止换挡动作。主轴换挡结构图见图1。
1.2 主轴固定位置换挡原理
当主轴转速超过或低于换挡转速或执行M41,M42等换挡指令时,主轴旋转到当前挡位的换挡位置停止,通过PMC输出执行换挡信号,换挡机构开始换挡动作,当检测到换挡到位信号换挡指令完成。如果在换挡设定时间内没有检测到换挡到位信号,系统报警,停止换挡动作。主轴换挡结构图见图2。
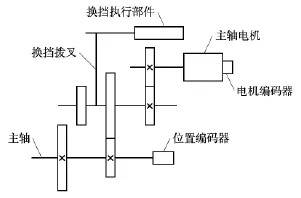
图1 主轴换挡结构图
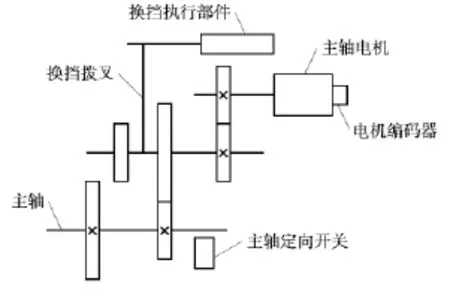
图2 主轴换挡结构图
2 常见故障及处理流程
(1)主轴摆动换挡常见故障。①换挡机构没有动作;②主轴没有正反转;③没有检测到换挡到位信号;④换挡动作声音大;⑤主轴换挡顶齿。
(2)主轴固定位置换挡常见故障。①换挡机构没有动作;②没有检测到换挡到位信号;③主轴换挡顶齿。
故障处理流程见图3。
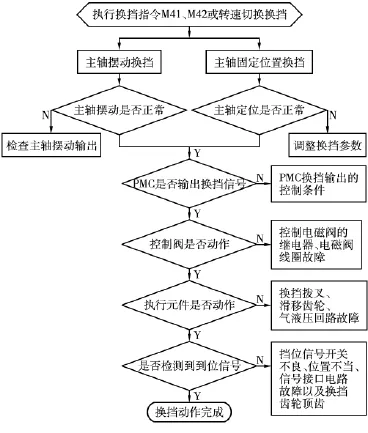
图3 常见故障处理流程
3 维修实例
(1)数控加工中心V-40从高挡向抵挡换挡过程中,主轴不停摆动,出现换挡超时报警。该故障按照换挡维修流程进行维修,换挡输出信号Y26.1输出为1,换挡机构由气缸控制执行,控制气缸的气动换向阀没有动作,经检查气压正常,连接管路没有漏气现象,判断是气动换向阀故障。通过对气动换向阀检查,发现一侧电磁阀线圈烧坏,对阀体进行全面检查后,更换新的线圈后故障排除。
(2)德国进口卧式加工中心,设备操作系统为西门子840D系统,主轴换挡时,出现换挡不到位顶齿故障。按照上述流程检查,需要重新调整换挡位置。①将主轴调整到低速挡位上,在MDI状态下执行指令SPOS=180,然后手动将主轴调整到换刀位置,用显示屏上显示的主轴当前角度减180°的值,添加到轴参数“MD34090(0)”中主轴重新回零点,再次执行SPOS=180来确认换刀位置是否正确,如主轴位置不正确可按上述步骤重新调试,正确后进行下一步。②手动旋转主轴1个角度,执行高低挡位切换,寻找高低挡位能够顺畅切换的位置,把该位置主轴显示的角度输入到轴参数“MD35012(1)”中。③切换到主轴高挡位上,在MDI状态下执行指令SPOS=180,然后手动将主轴调整到换刀位置,用显示屏上显示的主轴当前角度减180°后的值,添加到周参数“MD34090(1)”中主轴重新回零点,再次执行SPOS= 180来确认换刀位置是否正确,如主轴位置不正确按步骤3方法重调,正确后进行下一步。④在高挡位旋转主轴1个角度,进行高低挡位切换,寻找高低挡位能够顺畅切换的位置,把该位置主轴显示的角度输入到轴参数“MD35012(2)”中调整完成。经上述调整后故障排除。
4 结语
在处理数控加工中心故障前,先要弄清除故障发生前的设备运行状态,有无异响、异味,是否有操作不当等原因,还需考虑到环境的影响,包括温度、湿度、烟尘等;要了解设备结构,控制原理进行逐步分析故障原因;根据报警内容,借助设备系统自带的帮助功能,快速查找故障点。通过以上几点可以对故障的产生有全面的分析,制定有效的故障处理方案。
〔编辑 凌瑞〕
TG659
B
10.16621/j.cnki.issn1001-0599.2017.01.18
猜你喜欢
浙江共产党员(2022年10期)2022-11-23
电子制作(2019年16期)2019-09-27
中学生数理化·高一版(2019年3期)2019-04-15
汽车维修技师(2017年6期)2017-11-18
浙江共产党员(2017年11期)2017-11-15
临床医药文献杂志(电子版)(2017年11期)2017-05-17
电子制作(2016年19期)2016-08-24
试题与研究·中考物理(2014年3期)2015-05-11
汽车维修与保养(2015年2期)2015-04-17
设备管理与维修(2015年12期)2015-04-09
