
国外某1 1 000000t/dt/d项目风扫生料磨调试
2017-06-01 12:23:31贺孝一张明飞秦中华
水泥技术 2017年3期
贺孝一,张明飞,秦中华
国外某1 1 000000t/dt/d项目风扫生料磨调试
Commissioning of Air-swept Raw Mill for a Overseas
Commissioning of Air-swept Raw Mill for a Overseas 1000t/d Project ject
贺孝一,张明飞,秦中华
本文介绍了风扫生料磨的调试经验,通过改造出磨风管,降低了磨机通风阻力,增加了磨内通风量,提高了磨机的烘干能力;通过改造中心圆尺寸,增加了填充率,提高了磨机的出力,从而提高了磨机的产量,顺利实现了达产目标。
风扫生料磨;烘干;调试
1 引言
风扫磨是最早出现、也是最简单的磨内烘干兼粉磨设备。2000年前后,由于国产辊磨、辊压机尚未广泛应用,生料风扫磨系统因投资省、操作简单、原料水分适应性强等特点,被广泛应用于当时的新建水泥生产线[1,2]。
随着国内机械制造水平的提高、研发能力的增强,大型辊磨及辊压机系统开始被大量应用于新型水泥生产线,并已大面积取代了风扫生料磨系统,现在再讨论风扫磨系统的操作及调整经验,似乎已不适应时代发展的要求。然而由于国内水泥产能过剩,走出去的步伐也逐渐加快,国内许多设计院、水泥生产企业开始转向国际市场。而水泥市场需求旺盛的国家,也正是经济相对落后、工业实力较弱的地区,在一定条件下,风扫磨系统可作为推选方案。
本文结合现场实际,讨论了风扫磨的调试及整改经验,供同行参考。
2 原料条件
原料采用三组分配料,分别为石灰石、粘土、铁矿尾矿。原料湿基配比及原料综合易磨性见表1。入磨综合水分3.4%,雨季时由于石灰石堆场没有设置顶盖,粘土含水量也较大,入磨综合水分可达7.1%。

表1 各原料湿基配比及原料综合易磨性*
一般来说,生料中等易磨性邦德功为10~11kWh/t,而本厂原料邦德易磨性较正常值高,在生料中属于较难粉磨的原料。
3 系统流程、配置及保证值
图1和表2分别是该系统的流程图和设备表。R90μm=15%时系统保证产量为80t/h。生料磨分为两仓,一仓为烘干仓,二仓为粉磨仓。中间隔仓板的中心圆直径为1 290mm,出磨风管的直径为1 190mm,二仓有效长度为8 403mm,理论最大填充率27.5%。
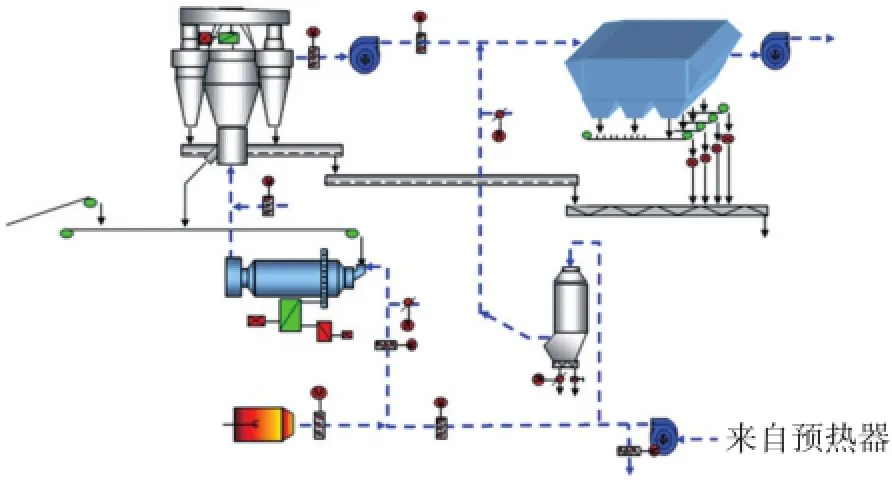
图1 系统流程图

表2 生料磨系统配置
4 存在的问题及整改措施
系统投产初期,主要存在磨机产量低、烘干效果差、选粉机回料斜槽偶尔有泥块、磨机装球量受限等问题。产量只有52t/h左右,最大达到60t/h,与性能保证指标存在着较大的差距。
4.1 磨机装球量
表3是按照理论计算的不同装球量与理论运行功率、理论产量之间的关系表。

表3 磨机理论计算结果
从表3的关系中可以看出,要使磨机系统达到理论产量,必须使装球量达到100t以上,磨机填充率25%左右。根据前期的调试经验,本台生料磨系统最大装球量只能到85t,填充率22%左右,超过这个填充率后,发现有大球串入烘干仓,影响烘干仓扬料板的使用寿命。出现这一问题的原因在于,磨机带负荷运行过程中,物料会使磨机填充率上升,影响磨机的有效钢球装入量。显然在磨机中心圆设计时,未充分考虑这部分物料对磨机装球量的影响,致使装填量处于较低状态,运行功率也只有1 450kW左右,主电机出力只占磨机装机功率的80.5%。
为了提高产量,必须增加装球量。根据前期的运行经验,中心圆直径必须缩小至能满足最大填充率32%的要求,直径由原来的1 290mm改为1 040mm。图2中箭头所指部分是中心圆处后加的钢板。中心圆封堵后,根据表4级配重新加入钢球。从图2可以看出,磨机急停状态下,料层已到新加的中心圆挡圈部分。

图2 中心圆改造

表4 磨内补加球记录*
4.2 磨尾弯管积料
风扫磨系统主要靠风力的作用把物料带出磨机,进入选粉机进行分选。由于风扫磨系统通风量大,为了降低磨机本体阻力,一般都设计成单仓磨,这样大块难碎物料就会积聚在磨尾,甚至会堵塞部分出风管道,影响磨内通风及烘干,进而影响系统产量。这也是风扫磨系统最常见的问题之一。
图3是磨尾弯管及弯管内积料情况。在调试期间,对磨尾弯管进行了改造,加大出口风管的角度,使随风带入管道中的物料不易积聚在风管内。图4是改造后的效果图,从图中可以看出,在风管处没有粗料堆积,只有一些粉料,保证了有效通风面积。
5 改造后效果及磨机系统评述
改造后,磨机运行功率为1 640kW左右,与理论计算值非常接近,磨机产量能够稳定在80~85t/ h,R90μm筛筛余在15%左右,回料斜槽现场也再无泥块出现,证明烘干能力也相应提高。表5是生料磨系统最终考核结果。由于生料本身较难磨,相对于一般条件下的球磨系统,磨机主电机电耗较高。

图3 磨尾弯管及弯管内积料

表5 生料磨考核结果
风扫磨系统由于单仓设置,磨内流速较快,一般适合于中等偏易磨的原料,而本厂原料易磨性为13.3kWh/t,属较难粉磨的原料,风扫磨系统并不是一个最佳选择。
在考核阶段,我们对磨机系统的风量进行了标定,经过热平衡计算,得到磨内各点的风速情况(见表6)。整体上讲,除磨尾风管外,各点的风速较为正常。磨尾风管风速接近28m/s,相比其他磨机,风速显然过高,无形中增加了磨机阻力。这也说明,该磨机的粉磨能力与烘干能力的匹配存在着不足。在磨机设计阶段,笔者认为磨尾风管设计成较小直径,当初主要是为了满足粉磨能力的需要,但这样却影响了磨机系统的烘干能力。雨天原料水分增加时磨机产量下降明显。

表6 磨内各点风量
6 结语
风扫生料磨具有系统简单、烘干能力强、操作容易、投资省等特点,比较适合原料易磨性较好的中小规模生产线配套选用。磨机及系统设计只有结合原料特点,才能顺利达标达产。
[1]王仲春.水泥工业粉磨工艺技术[M].北京:中国建材工业出版社,2000,(6).
[2]吴志明,邹一峰,吴雨波.风扫生料磨系统工艺与设备的改进[J].中国水泥,2013,(6):93-94.■
TQ172.632.1
A
1001-6171(2017)03-0036-03
天津水泥工业设计研究院有限公司,天津300400;
2016-08-30;编辑:吕光
猜你喜欢
橡塑技术与装备(2023年12期)2023-12-05 06:29:44
建材发展导向(2022年24期)2022-12-22 07:44:32
建材发展导向(2022年12期)2022-08-19 02:31:20
建材发展导向(2021年6期)2021-06-09 05:56:48
水泥工程(2020年3期)2020-10-28 01:45:26
硅酸盐通报(2020年3期)2020-04-20 10:36:04
金属加工(热加工)(2020年12期)2020-02-06 05:59:24
上海建材(2019年3期)2019-09-18 01:50:50
四川水泥(2017年8期)2017-08-30 17:04:43
河南科技(2014年24期)2014-02-27 14:19:43
