
TC17合金均质整体叶盘毛坯等温成形技术研究
2017-06-01 12:31:12赵兴东沈阳黎明航空发动机集团有限责任公司
锻造与冲压 2017年3期
文/赵兴东·沈阳黎明航空发动机(集团)有限责任公司
TC17合金均质整体叶盘毛坯等温成形技术研究
文/赵兴东·沈阳黎明航空发动机(集团)有限责任公司
确定TC17合金均质整体叶盘毛坯的热加工工艺,生产出组织和性能均符合标准要求的大型整体叶盘毛坯,进行了锻造工艺、热处理制度对TC17合金均质整体叶盘毛坯组织和性能影响的研究。试验结果表明,采用近β等温锻成形+双固溶处理可实现整体叶盘毛坯不同部位综合性能的良好匹配,保证了不同部位对性能的不同设计要求。
整体叶盘对盘而言要有高的强度、断裂韧性、抗裂纹扩展能力、蠕变性能和较高的低周疲劳,叶片要有高的强度、塑性、热稳定性、高周疲劳性能。要在一个锻件上同时满足各项性能指标,采用合理的锻造工艺及热处理工艺是获得综合性能优良锻件的关键。某发动机用整体叶盘锻件最大直径近1100mm,重量达500kg。考虑叶盘不同部位性能各有侧重又彼此兼顾的要求,开展了整体叶盘等温锻造工艺参数和热处理工艺对TC17合金盘件组织和性能影响的研究。
试验方案
锻造工艺试验
⑴试验材料。试验用棒料(φ170mm×440mm)相变点为 895℃,将棒材加热到850℃,在水压机上锻造,变形量75%,锻成圆饼后分成六个相同的扇形饼坯。
⑵试验方案。①β锻造工艺试验。将1个扇形饼坯再次锻造,坯料加热温度920℃, 变形量50%,锻后空冷。经固溶+时效(800℃保温4h,水冷+620℃保温8h,空冷)处理后,进行组织性能检测。②α+β锻造工艺试验。将其余5个扇形饼坯再次锻造,变形量50%,每个扇形饼坯的加热温度和冷却方式见表1。经固溶+时效处理后,进行组织性能检测。
热处理工艺研究
⑴试验材料。试验料是采用近β锻的整体叶盘锻件。
表1 α+β锻造工艺试验方案
⑵试验方案。将盘件分成两个半盘,对每个半个盘件进行不同制度的热处理,具体方案见表2。处理后进行组织性能检测。

表2 热处理试验方案
试验结果与分析
锻造工艺试验
⑴β锻造工艺试验。β锻的组织见图1,性能数据见表3及表4。试验表明,采用β锻工艺,锻件的组织为典型的网蓝组织,其室温拉伸、高温拉伸、热稳性能均能达到指标要求,特别是断裂韧性、蠕变性能好,但高周疲劳性能数据偏低,无法达到性能指标要求。
⑵ α+β锻造工艺试验。α+β锻的组织见图2,性能数据见表5、表6。
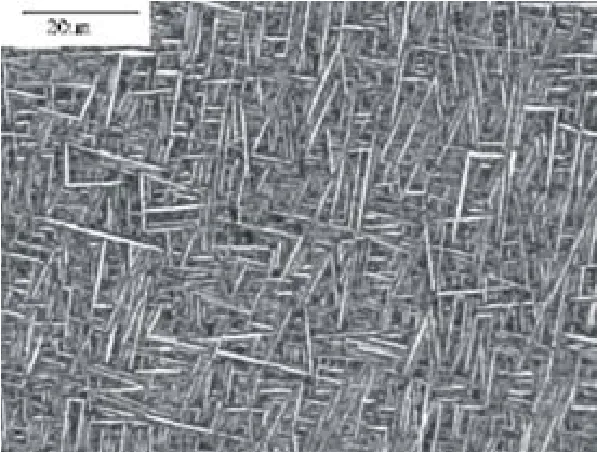
图1 β锻的组织
从图2可以看出,α+β锻后经固溶+时效处理,组织均为等轴组织,但两种温度下锻造后的组织中的α相的数量有明显的差异,880℃(近β锻)组织中α的数量约为25%,与双态组织相似;而845℃(两相锻)组织中α的数量约为40%,是典型的等轴组织。相同温度锻后不同冷却方式对组织的影响不大,随着冷速的增加,等轴α相略有减少,条状α略有增加,α相总量基本没变。
从表5、表6中可以看出,采用(α+β)两相区下部锻造工艺,其室温性能、高温性能、高周疲劳性能、低周疲劳均能达到目标要求,但(α+β)两相区下部锻造断裂韧性、蠕变性能较差;采用近β锻造工艺,其室温性能、高温性能、高周疲劳性能满足目标要求的同时,其断裂韧性较(α+β)两相区下部锻造的数据有很大的提高,蠕变性能也有所改善,解决了强度、塑性、韧性、蠕变性能和高低周疲劳性能的综合匹配问题。近β锻锻后冷速对力学性能也有一定的影响,水冷的强度和高周疲劳性能比空冷的略高些。
热处理工艺试验
⑴高倍组织。两种不同热处理制度下的盘件高倍组织见图3。
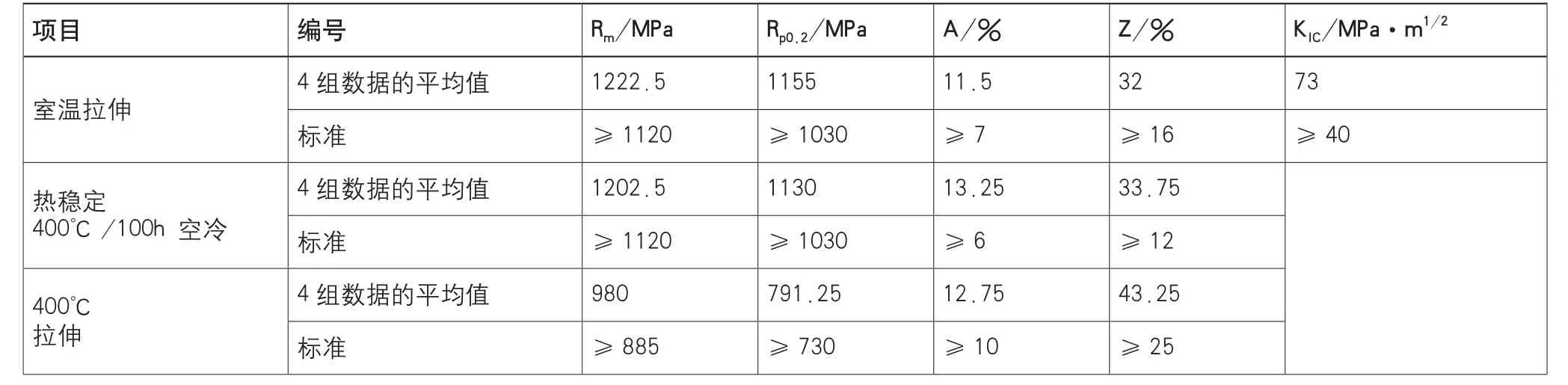
表3 β锻造组织力学性能数据一
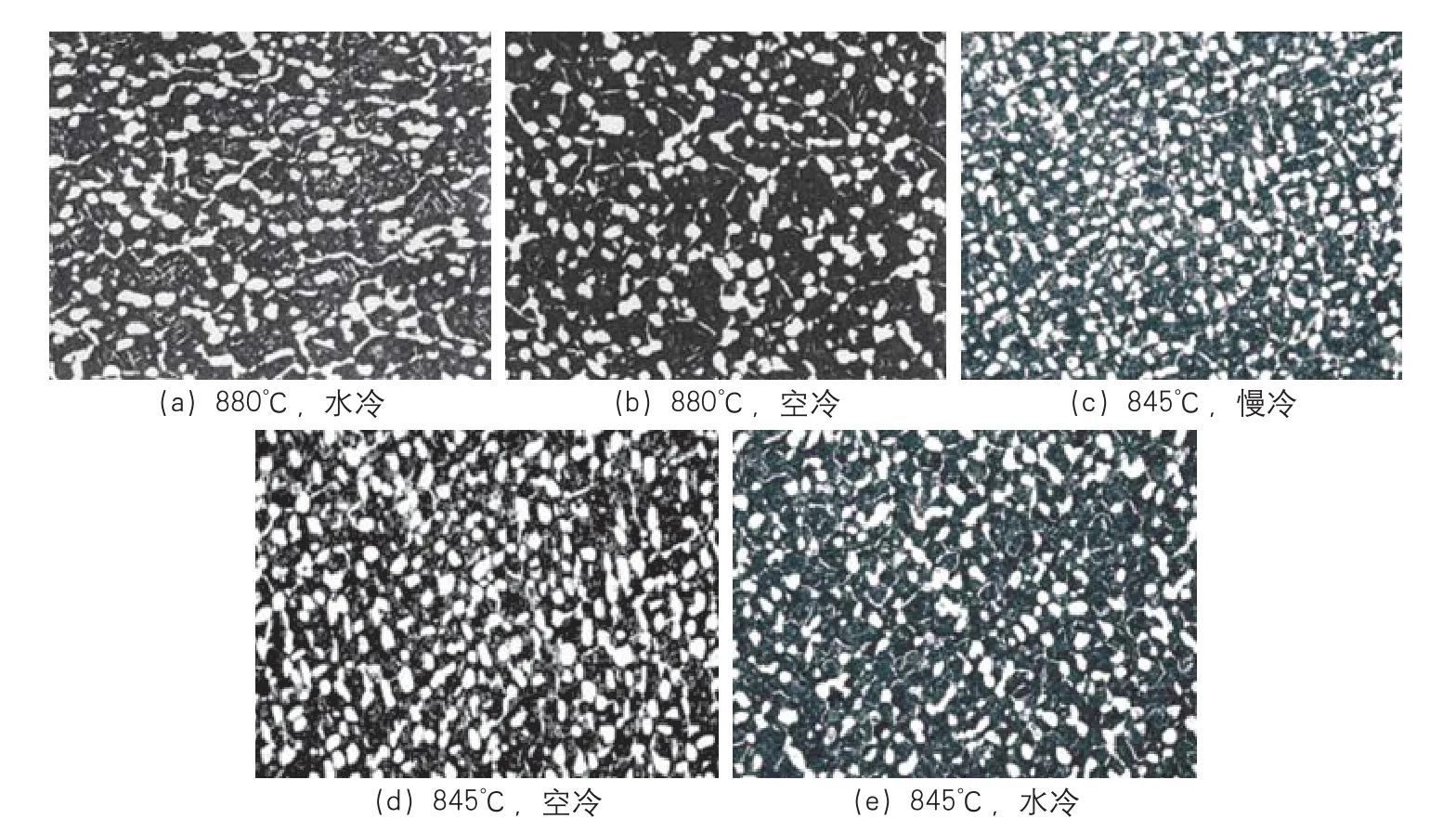
图2 α+β锻的组织(×500)

表4 β锻造组织力学性能数据二

表5 α+β锻造组织力学性能数据一
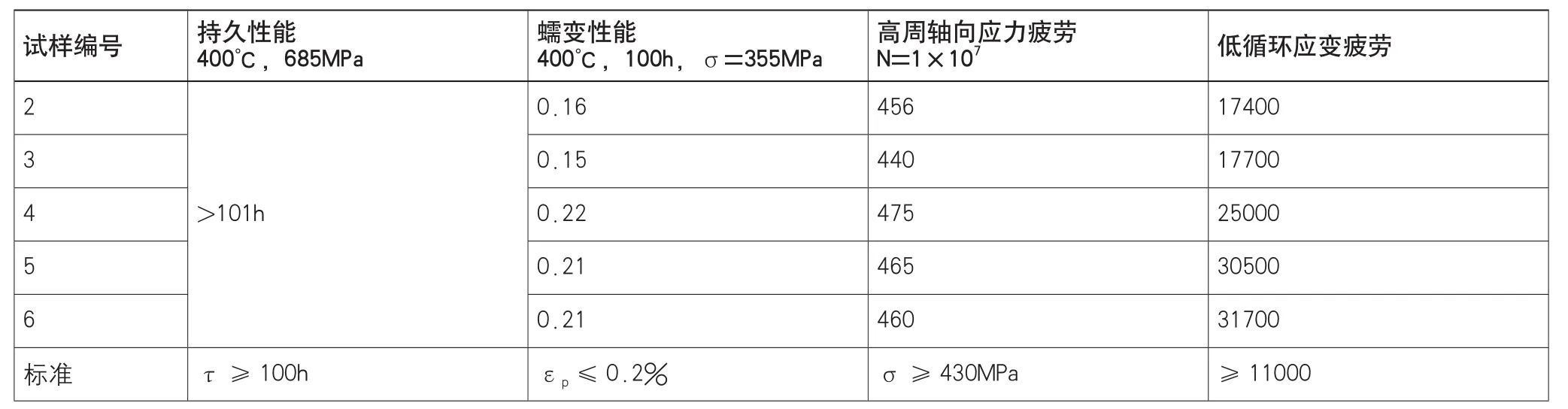
表6 α+β锻造组织力学性能数据二
从图中可以看出,经均匀化(880℃保温2h,风冷)处理较未均匀化处理的盘高倍组织中等轴α相减少,条状α增加,α相总量略有减少。
⑵力学性能。两种不同热处理制度下盘件力学性能见表7、表8。
为了提高轮盘的断裂韧性,在热处理(800℃/4h,水冷+630℃/8h,空冷)之前,增加一次高温均匀化(880℃)处理,以期适当降低合金的强度来提高轮盘的KIC值。由表7、表8可知,在固溶时效处理之前,增加一次均匀化处理,其室温强度降低,从而改善了轮盘的平面应变断裂韧性值(KIC)。另外,增加一次均匀化处理,虽使盘件的室温拉伸性能、室温高周轴向应力疲劳强度有所降低,但均能满足标准要求。
从组织来看,即使在等轴组织中,等轴α相的数量和大小同样影响合金的断裂韧性,减少组织中等轴α相的数量,断裂韧性增高。在固溶时效之前,增加均匀化处理,正是出于减少等轴组织中的等轴α相,增加条状α的目的。试验结果表明,增加一次高温均匀化处理以适当降低合金的强度,有利于提高轮盘的断裂韧性。
整体叶盘毛坯的试制
成形工序
基本成形工序:下料→加热(两相区)→制坯→加热(两相区)→镦饼→粗加工→探伤→加热(近β相区)→等温锻→热处理(双固溶+时效)。
试制结果
⑴力学性能。解剖件的力学性能见表9、表10。

图3 两种热处理制度下盘件的高倍组织

表7 室温拉伸性能

表8 室温断裂韧性性能和高周轴向应力疲劳性能
检测结果表明,整体叶盘叶片部位的室温拉伸、硬度、热稳定、缺口位伸、高温拉伸、高温持久、高周疲劳性能,盘件部位的室温拉伸、冲击、低循环疲劳、断裂韧性、高温蠕变性能均符合标准要求。
⑵高低倍组织。低倍组织无冶金缺陷,高倍组织(见图4)基本上是双态组织,组织中等轴α相的含量为15%~20%,低高倍组织均符合标准要求。
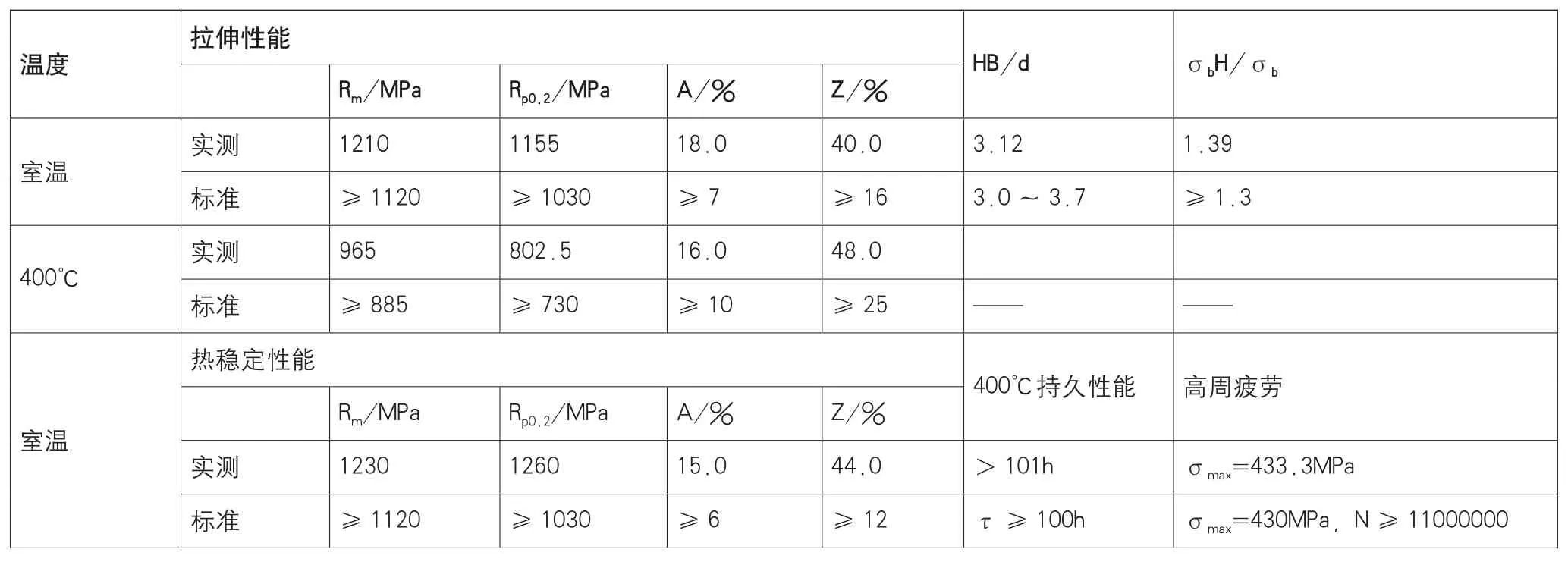
表9 力学性能(叶片部位)
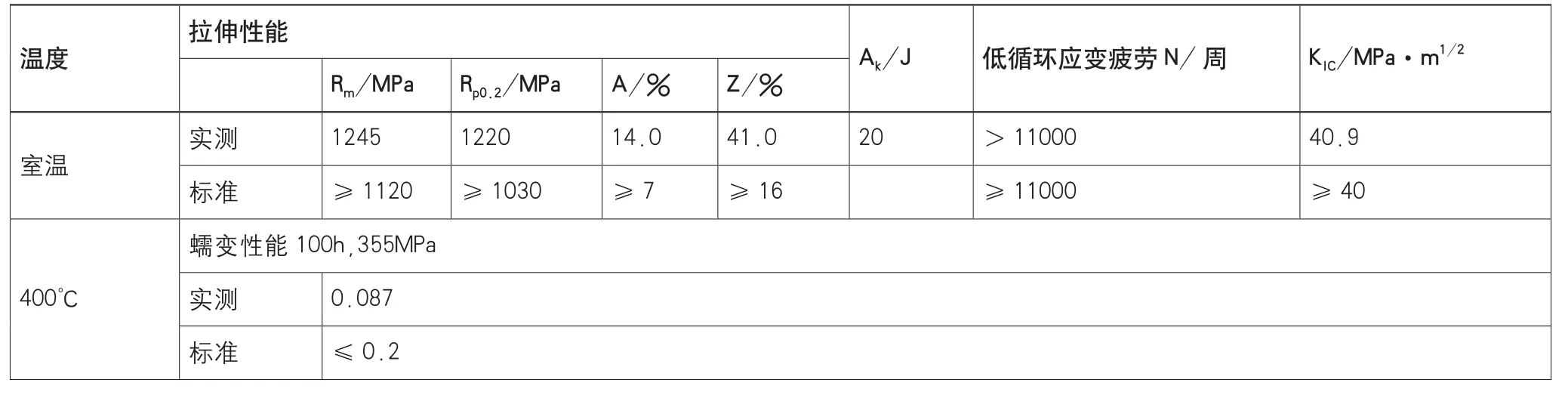
表10 力学性能(盘部位)
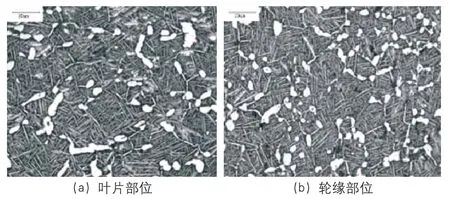
图4 不同部位的高倍组织
结论
⑴确定的近β等温锻造,并经双固溶加时效处理的工艺,可使整体叶盘毛坯获得优异的综合性能,既能满足叶片具有高的强度、塑性和高周疲劳性能,又能满足轮盘好的高温性能、低周疲劳性能和断裂韧性性能要求。
⑵试制的整体风扇叶盘毛坯,组织和性能均达到了技术标准要求。
猜你喜欢
铝加工(2020年6期)2020-12-20 14:08:41
铝加工(2020年3期)2020-12-13 18:38:03
中国海上油气(2019年5期)2019-10-24 03:41:08
制造技术与机床(2019年9期)2019-09-10 07:36:20
制造技术与机床(2018年12期)2018-12-23 02:41:00
制造技术与机床(2017年7期)2018-01-19 02:29:47
焊接(2016年7期)2016-02-27 13:05:05
机械研究与应用(2015年4期)2015-06-11 00:46:22
振动、测试与诊断(2014年5期)2014-03-01 01:14:24
焊管(2013年11期)2013-04-09 07:16:56
