
锻造自动润滑装置的应用
2017-06-01 12:31高红林陕西法士特汽车传动集团有限责任公司
锻造与冲压 2017年3期
文/高红林·陕西法士特汽车传动集团有限责任公司
锻造自动润滑装置的应用
文/高红林·陕西法士特汽车传动集团有限责任公司

高红林,热加工工艺室主任,工程师,长期从事锻/铸件新产品工艺开发和改进工作,在热模锻加工工艺、有色合金铸造工艺等专业领域有丰富的从业经验,带领技术团队多次获得公司科技创新奖、先进班组、全省劳动竞赛优秀班组、陕西省工人先锋号等荣誉。
在整个锻造生产的成本中,模具费用是锻件成本的主要组成部分,一般占生产成本10%~25%,因此提高模具寿命可减少锻件生产成本中的模具成本。在生产制造过程中,喷淋润滑环节是延长锻造模具寿命的重要组成部分。在锻造生产中,锻造润滑剂成本仅占2%左右,但是对锻造模具寿命起着决定性作用。近年来,随着锻造行业装备及技术发展,以及生产制造过程人力成本的上升,原来手工的润滑冷却方式已经越来越不被大家所接受,从质量稳定及成本角度考虑,实现自动化锻造无疑是今后大家选择的方向,锻造自动润滑装置的应用是其中必不可少的因素。
自动润滑装置方式
锻造生产线目前采用的自动润滑装置主要有以下几种:一类是安装在机床外部,利用滑块抬起的空间深入模具型腔对模具进行润滑的自动润滑结构;另一种是安装在热模锻压力机的步进梁上的自动润滑装置。
⑴采用步进梁自动化锻造生产的热模锻生产线,该喷淋系统将喷淋头、喷淋液管、气管软管都安装在步进梁上方,整线集成由PLC连线控制,步进梁传输过程中对锻造完毕的上下锻造模具进行喷淋润滑。这种结构优点可以对模具进行充分润滑,即使满工位生产也可以避免润滑过程中润滑液喷在锻件上面,但由于受往复运动和高温烘烤,易出现管线故障。这种喷淋润滑方式仅限于采用步进梁自动化的简单中小型锻件自动化锻造模具的喷淋润滑(图1)。

图1 安装在机床外部的自动润滑装置
⑵热模锻自动生产线另一种喷淋润滑方式是安装在设备上,采用摆臂式自动喷淋润滑系统。摆动润滑装置由一个润滑喷洒单元和配液单元组成,使用高压软管和钢管将该单元和送料单元以及一个或者多个喷嘴装置相连接。在压力机的主控台处对其进行调整,由SPS控制的阀系统可以实现非常精确的冷却水量和润滑材料混合物剂量的分配。通过摆动润滑装置将空气、水和脱模剂送入到模腔内。该脱模剂自动喷涂机是齿轮锻造业内能够良好配合锻压机实现全自动代替人工操作的设备。该设备主要由机座、储液箱、搅拌系统、气动系统、喷液系统及电气控制系统等构成,采用日本三菱PLC控制,且配备触摸屏,实现人机对话。通过合适的气液配比,将水基脱模剂均匀地喷涂在锻压机上下模具表面,并立即吹干,使模具表面形成耐高温、耐氧化薄膜。同时,给模具降温,使之锻打时不粘模,锻件规整,延长模具使用寿命。

图2 安装在设备上的自动润滑装置
这种润滑装置喷水用于冷却模具温度,确保模具处在一个合适的温度,空气用于吹干模具上残余的水和氧化皮,润滑材料用于对模具进行润滑。整个润滑装置通过机器凸轮角度进行控制,通过主机屏幕界面对各个工位模具润滑用参数进行输入。图3为主机屏幕参数输入界面。
在机器凸轮窗口内和编程时间内对所有阀进行控制,每工位的润滑阀在凸轮转到一定角度开始工作,到一定角度停止工作,确保润滑的精准性和节能。图4所示为润滑阀控制界面。

图3 主机屏幕控制界面

图4 润滑阀控制界面
在主机操控界面可以对冷却水,脱模剂和压缩空气的喷洒时间长短进行控制,确保精确冷却润滑,节省能源。图5所示为主机操控界面。

图5 主机操控界面
在生产过程中,步进梁上卡爪后面的卡爪座内安装有感应开关,用来检测每个工位是否有工件,并根据PLC程序设置水、脱模剂、压缩空气在工件来、走、或者来和走都喷洒。
⑶对封闭空间足够大的压机锻模润滑,锻造自动化生产线的喷淋润滑方式可以采用锻造毛坯转运夹具与喷淋头安装在同一机械手(或机器人)自动化设备上的方式,锻造毛坯工序间自动化夹持转运操作时,顺带完成模具的喷淋润滑。锻件在转运过程中,由于机械手需要继续完成喷淋任务,上模喷淋液溅落到锻件上容易造成锻件上表面较大温降,在终锻前易造成锻件芯表温差大,氧化皮厚,易形成锻造缺陷。同时锻件在机器人夹持过程中等待完成氧化皮吹扫、喷淋润滑冷却,机器人夹具受热时间较长,连续生产时因受热时间过长其强度快速下降,影响后续精确定位操作(图6)。

图6 喷淋头与转运夹具安装在同一机械手上
锻造自动线喷淋润滑装置发展方向
一套自动化喷淋润滑系统一般由润滑剂原液供给系统、润滑剂搅拌供给系统、冷却水系统、电气控制系统和喷淋头及管路组成。先进的喷淋润滑系统均设有搅拌混液供给系统对润滑剂按要求进行稀释,稀释后润滑液经过滤器过滤后进行喷淋。冷却水经过滤器过滤,利用高压空气压入喷淋系统的管路中喷出用于模具冷却。为保证润滑剂和冷却水质量,储液箱、管路等润滑系统零件均使用不锈钢或耐腐蚀材料。模具润滑液喷淋、冷却水喷淋、氧化皮吹扫各动作次序、时间长短都可通过程序定义改变。同时随着节能降耗和环保要求,回收再利用系统也是必不可少的。
热模锻自动化生产线模具润滑剂
石墨乳在锻造自动生产线作为润滑剂广泛使用,但其也存在着各种缺陷:⑴残渣顺着顶料杆间隙下漏至模具和垫板之间,使下顶料孔堵塞,造成顶料杆无法落回或顶出距离发生变化,影响卡爪对工件定位抓取;⑵模具模腔表面石墨乳残渣硬化粘附在模具型腔难以清理,降低了润滑效果,影响锻件的金属流动成形和模具寿命;⑶干燥后石墨粉四处漂浮扩散,容易致电器元件电路短路;⑷加剧相对运动机械部件间磨损。故目前安全环保的绿色锻造润滑剂逐渐替代石墨乳,使用环保安全的新材料水基无毒高温脱模润滑剂和喷淋工艺是未来锻造工艺发展的趋势。有机水基润滑剂必定会提高锻造自动生产线效率,改善锻造生产环境,增加锻造模具寿命,使锻造企业获得产品成本差别化竞争优势。
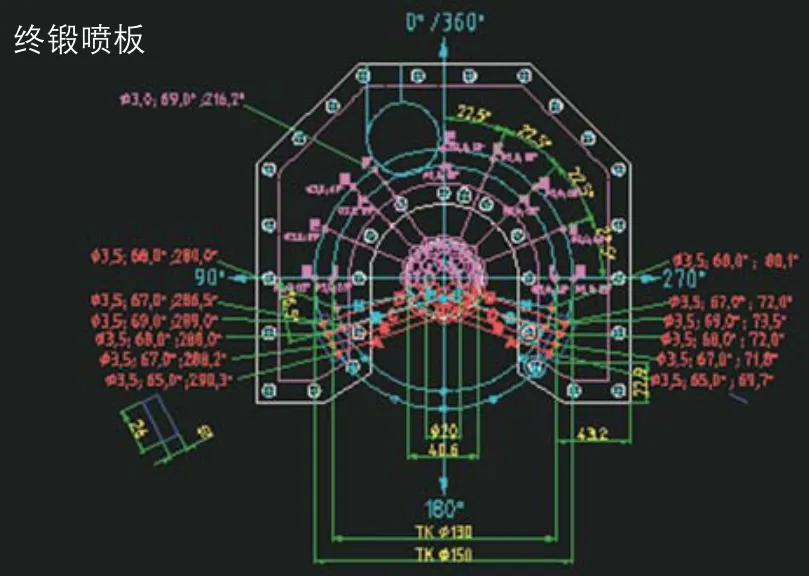
图7 喷淋板喷眼设计
热模锻自动锻造线自动润滑装置柔性化生产问题
热模锻自动锻造线如何适应不同锻造产品柔性化生产问题是其发展的方向,不同产品的锻造工艺复杂程度差别决定了其喷淋润滑工艺的不同。根据锻造工艺的不同,调配增减喷淋润滑浓度剂量,调整喷淋冷却水量,配置匹配的喷淋头部件精细化喷淋润滑工艺参数;吹扫氧化皮、喷淋冷却水冷却、吹扫残存冷却水、喷润滑液四者次序时间长短设定,应对不同的锻件模腔探索采用差异化模具润滑工艺。图7所示为根据锻件规格设计喷淋板喷眼角度示意图。
为了更好实现脱模和提高模具寿命,脱模剂和润滑装置的应用在生产中起到举足轻重的作用。目前法士特公司主要采用的是白色水溶性脱模剂和水基石墨润滑剂,针对精密齿形锻造使用水基石墨润滑剂,针对其他模锻件使用白色水基润滑剂。
结束语
在自动润滑装置的应用上,法士特公司目前吸取日本、韩国、德国等国家的先进经验,针对不同产品,使用不同的喷洒方式,实现脱模剂的高效、节能利用。目前主要采用喷板式、喷嘴式润滑,生产过程中,为了实现自动润滑装置的高效性,法士特公司逐步实现润滑剂的自动配比,在机床操控面板上实现脱模剂的数字化配比,确保根据产品实现脱模剂使用的可控性。
通过各种自动润滑装置的使用,润滑喷涂的均匀性和有效性得到保证,产品质量的稳定性得到提高,脱模剂的使用量也得到有效地控制,模具成本逐步降低,使法士特产品在市场的竞争力得到有效地保证。
猜你喜欢
铝加工(2022年1期)2022-11-24
轮胎工业(2022年3期)2022-07-20
河南科技(2022年8期)2022-05-31
民用飞机设计与研究(2020年4期)2021-01-21
山西建筑(2020年18期)2020-09-14
水上消防(2020年3期)2020-07-25
钻井液与完井液(2019年4期)2019-10-10
应用化工(2019年8期)2019-03-02
钛工业进展(2018年6期)2018-01-25
锻压装备与制造技术(2016年3期)2016-06-05
