
医用高压氧压力曲线波动故障分析与工程学对策
2017-06-01 10:45肖龙坤谢少玲李坤强汤栋生毛坤剑
中国医学装备 2017年3期
肖龙坤 谢少玲 李坤强 汤栋生 毛坤剑*
医用高压氧压力曲线波动故障分析与工程学对策
肖龙坤①谢少玲①李坤强①汤栋生①毛坤剑①*
目的:分析山东冰轮医用高压氧治疗过程中出现的压力曲线波动故障原因,提出合理的工程学对策,以提高医用高压氧的临床安全性能。方法:根据医用高压氧工作原理对高压氧在加压、稳压及减压3个阶段中出现的压力曲线波动进行故障原因分析,提出工程学对策,以降低医用高压氧的故障率。结果:通过对医用高压氧设备的故障分析,发现环境因素和机械性能是导致故障发生的主要因素;针对设备性能的环境适应能力、结构设计以及机械部件性能等进行改进,确保高压氧的正常运行。结论:加大医用高压氧设备研究力度,提高设备对环境的适应能力,注重维修技术人员专业素质培养,可有效降低氧舱的故障率,提高患者治疗效果。
医用高压氧;压力曲线波动故障;工程学对策;故障率;治疗效果
肖龙坤,男,(1993- ),本科学历,助理工程师。厦门大学附属成功医院 解放军第174医院器材科,从事医疗设备的维修、质量控制、使用管理等方面的研究工作。
近年来,高压氧在临床治疗中取得了显著的治疗效果[1]。然而,由于高压氧设备在治疗过程中出现故障,致使舱内空气压力在加压、稳压及减压过程中出现压力曲线波动,使患者的高压氧治疗不能达到预期效果。为此,本研究以山东冰轮多人空气加压氧舱为例,分析研究氧舱治疗中加压、稳压及减压3个阶段出现压力曲线波动故障原因,提出工程学对策及故障处理方法。
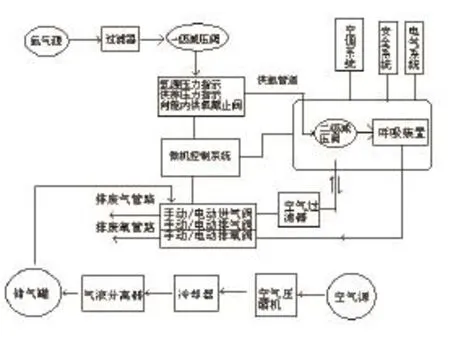
图1 高压氧舱工作原理示意图
1 高压氧舱工作原理
高压氧舱工作原理主要分为加减压原理和排氧原理[2]。其工作原理如图1所示。
1.1 加压与减压原理
空气压缩机将新鲜空气压缩后,以一定的压力和排量送至冷却器进行冷却,通过气液分离器,气体中的液态悬浮物及杂质从气体中分离出来,经过气液分离后的压缩空气,经管道流入储气罐[3]。储气罐起稳压的作用,同时气体在储气罐内的自然冷却过程中进一步除尘、除水。储气罐气体在微机控制台控制下经进气阀进入空气过滤器,进一步净化,空气质量达到呼吸气体标准要求。达到质量标准的气体通过舱内消音器进入氧舱,以达到高压氧舱升压的目的。氧舱系统在减压时,舱内气体在微机控制台控制下通过排气阀排出舱外,达到减压目的。
1.2 供排氧原理
氧气源(制氧机)在经过过滤器除去杂质并通过一级减压阀后,由微机操作系统控制氧气向舱内供氧,经二级减压阀进一步减压,通过呼吸装置向患者供氧[4]。呼吸装置工作原理以调节器式呼吸器为例:①当吸气时膜下腔相对上腔产生负压,使膜片下移,迫使摇杆活门开启,氧气进入膜下腔,通过面罩进入吸氧者的肺部;②呼气时膜下腔内的负压消失,膜片复原,摇杆活门在弹簧的作用下使活门关闭,氧气中断进入,达到与肺部同步启闭的动作[5](如图2所示)。
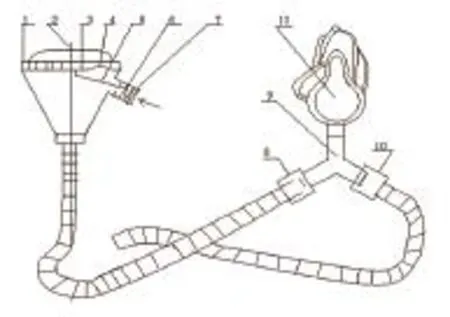
图2 调节器式呼吸器示意图
2 压力曲线波动故障分析与处理
在高压氧治疗过程中,在微机控制系统预设好患者治疗所需要的空气压力、治疗休息时间、加压时间以及减压时间等信息。通过微机系统,高压氧舱内压力按照预设治疗曲线进行加压、稳压以及减压。高压氧正常工作治疗曲线如图3所示。
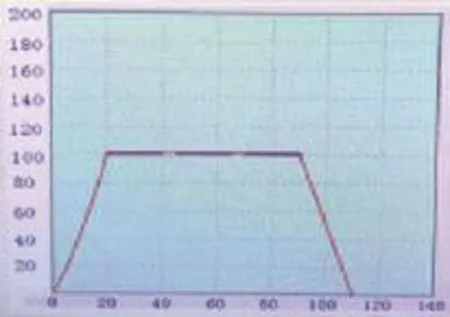
图3 高压氧正常状态治疗曲线图
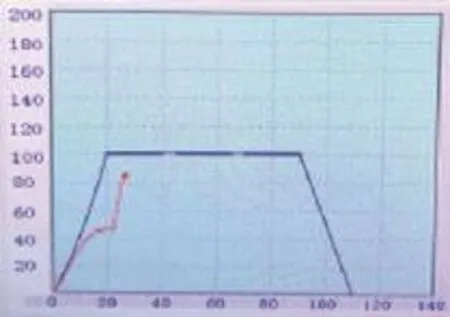
图4 加压过程故障曲线图
2.1 加压过程故障案例
2.1.1 故障现象
高压氧舱在加压过程中氧舱内空气压力上升,曲线偏离预定治疗曲线、达不到治疗所需压力0.1 MPa,如图4所示。
2.1.2 故障分析与处理
从整个氧舱空气加压系统的工作原理分析,其主要故障原因为:
(1)气源供气和储气罐供气压力不足。观察微机控制台上的气源压力是否<0.5 MPa。故障处理方法:开启空压机,增加储气罐储气压力。
(2)高压氧舱舱体部件有气体泄露[6]。故障处理方法:逐级检查高压氧舱舱体是否漏气,并排除其故障。
(3)加压气动阀灵敏度失常或堵塞[7]。加压气动阀灵敏度失常,加压气动阀开启程度与电磁控制不一致,导致空气加压氧舱减压过程中出现压力无法下降或下降速度失常。加压气动阀堵塞,由于气动阀的气源是由储气罐通过细铜管供给,高压气体在通过细铜管时会进一步减压,出现冷凝水,冷凝水容易堵塞气动阀[8]。故障处理方法:观察电磁阀开启状态,若是电磁阀灵敏度过小或过大,则调节气动阀灵敏度,在电磁阀未动作的状态下,旋转气源调节螺母,将气源气体压力调至>0.3 MPa。旋动气动阀灵敏度调节旋钮,使得阀门指示压力表刚好处于零刻度线。如若是气动阀堵塞,关闭气动阀上气源进气口的旋钮开关,清理气动阀内的冷凝水,并可以在气动阀气源分流处增置集水杯。
(4)高压氧舱进气口堵塞,即消音器堵塞[9]。由于长期使用,高压氧舱的过滤器达到使用寿命,空气过滤效果不佳,使得空气中的微尘颗粒堵塞舱内进气口消音器。故障处理方法:①拆卸消音器,用牙刷和洗洁精轻刷消音器内壁,同时用清水冲洗。清洗后,自然风干,重新安装;②检查空气过滤器的使用寿命,一般空气过滤器滤芯一年更换一次,如果已达到使用寿命,则更换空气过滤器的滤芯[10]。
2.2 稳压过程故障案例
2.2.1 故障现象
高压氧舱在稳压过程中,出现压力曲线波动>±0.004 MPa,如图5所示[2]。
2.2.2 故障分析与处理
高压氧舱在稳压过程中出现压力曲线波动,且波动范围>±0.004 MPa,其主要故障原因为:
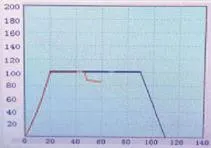
图5 稳压过程故障曲线图
(1)排氧流量过大导致舱内空气压力下降[11]。故障处理方法:适当关小手动排氧阀和排氧流量计的开度,同时检查气动排氧阀灵敏度,若灵敏度失常,则需重新校准,校准方法同加压阀一致。
(2)空气加压氧舱舱体部件有气体泄露。故障处理方法:逐级检漏,并排除。
(3)气动加减压阀灵敏度失常。当空气加压氧舱处于稳压过程时,气动加减压阀灵敏度失常。气动阀在未动作时,气动阀处于启动状态,导致高压氧舱内空气压力出现波动,无法维稳。故障处理方法:重新校准加减压阀灵敏度,气动阀灵敏度校准方法同加压阀一致。
2.3 减压过程故障案例
2.3.1 故障现象
高压氧舱在减压过程中,出现无法减压、减压过快或过慢,偏移预定的减压曲线等故障,如图6所示。
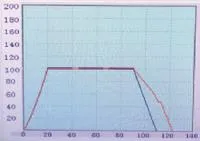
图6 加压过程故障曲线图
2.3.2 故障分析与处理
(1)高压氧舱舱体部件有气体泄露[12]。故障处理方法:逐级检漏,并排除。
(2)气动减压阀堵塞或灵敏度不准[13]。气动减压阀开启程度与电磁控制不一致,导致空气加压氧舱减压过程中出现压力无法下降或下降速度失常。故障处理方法:重新校准减压阀灵敏度,校准方法同气动加压阀校准方法一致。
(3)加减压阀的气动气源有冷凝水,堵塞气动阀的开启和关闭[14]。由于气动加压阀、减压阀及排氧的气动气源是由储气罐通过细铜管直接供给,由于南方夏季空气湿度大,气动气体在通过细铜管时易出现冷凝水,冷凝水堵住气动阀气孔,导致减压阀堵塞而无法调节。故障处理办法:拆卸气动减压阀气腔,清干气动减压阀气腔内冷凝水[15]。在气源铜管分流处,加装自动集水杯,可有效减少冷凝水的堵塞气动阀现象。
3 结语
在高压氧治疗过程中出现曲线波动,将会很大程度地影响患者的治疗效果,甚至会导致患者出现呼吸困难、头痛、咳嗽及关节不适等症状。因此,快速对高压氧治疗过程中出现的曲线波动故障进行分析并及时解决故障,在高压氧治疗中意义重大。在日常工作中应定期对多人空气加压氧舱进行维修与保养,可以有效的减少氧舱的故障率,保证空气加压氧舱的系统性能和患者安全[16]。
[1]朱剑铭.高压氧设备日常使用常见问题浅谈[J].上海生物医学工程,2006,27(1):56-58.
[2]吴晓东,李宁,陈渝,等.医用高压氧舱维护保养及常见故障维修[J].重庆医学,2004,33(3):351-352.
[3]李学文,姜艳,孙孝东,等.高压氧治疗氮气泄漏缺氧症2例报告[J].中华临床医学杂志,2008,9(5):60-60. [4]潘志东.关于医用高压氧舱安全管理的几点建议[J].医疗设备信息,2007,22(10):80-81.
[5]杨旭坤,周清龄.医用高压氧舱防火防爆对策[J].临床与实验病理学杂志,2009,15(5):465.
[6]赵蕊,刘洋,吴小青.医用高压氧舱操作方法的改进[J].临床病理学杂志,2002(4):50.
[7]韩浩.浅析医用高压氧舱的维护与维修[J].医疗装备,2013,26(8):86-87.
[8]田琳,王作艳,张小红.高压氧舱内医院感染危险因素分析[J].中国消毒学杂志,2013,30(8):777-778.
[9]卢盛,钱晓凌,杨玲.医用高压氧舱预防性维护与维修[J].医疗装备,2013,26(7):85-86.
[10]杨威.医用高压氧舱的安全管理与日常维护[J].实用医技杂志,2013,20(5):552-553.
[11]黄杰.高压氧舱治疗噪声的测量与分析[J].中国医学装备,2013,10(5):31-33.
[12]聂卓均.医用高压氧舱的安全管理及维护[J].中国医疗器械杂志,2012,36(2):151-152.
[13]刘向峰,汤剑波.医用高压氧舱安全管理与安全事故的探讨[J].中国医疗器械信息,2012,18(3):48-51.
[14]刘磊,刘少波.高压氧舱的安全维护及故障维修[J].中国医疗设备,2012,27(1):100-101.
[15]韦勇,李利,陈曙斌,等.医用高压氧舱现存问题及维修改造的相关建议[J].医疗卫生装备,2012,33(1):106-107.
[16]鲁永杰,何彩红,王金菊,等.高压氧舱预防性维护与质量管理[J].中国医学装备,2014,11(11):100-101.
Failure analysis and engineering countermeasure for medical hyperbaric oxygen pressure fluctuation curve/
Objective: To provide reasonable engineering countermeasure for the failure reason of pressure fluctuation curve appeared in treatment process of medical hyperbaric oxygen (produced by Shandong Moon Group) in order to improve the clinical safety performance of medical hyperbaric oxygen. Methods: To analyze the failure reason for fluctuation of hyperbaric oxygen pressure cure in 3 stages (pressuring stage, stabilization stage and decompression stage) based on working principle of medical hyperbaric oxygen; and provide engineering countermeasure for reducing the failure rate of medical hyperbaric oxygen. Results: Through analyzing the failure of medical hyperbaric oxygen, environmental factors and mechanical properties were confirmed as the main factors causing the failure of the equipment; through improve the adaptive capacity to environment, design of structure and performance of mechanical parts, the medical hyperbaric oxygen could be normal operated. Conclusion: The failure rate of hyperbaric chamber can be reduced and the treatment effect for patient can be improved when we improve the research capability of medical hyperbaric oxygen equipment, increase the adaptive capacity to environment for equipment and pay more attention to the professional quality training for maintenance technician.
Medical hyperbaric oxygen; Pressure curve fluctuation failure; Engineering countermeasure; Failure rate; Therapeutic effect
1672-8270(2017)03-0049-03
R197.39
A
10.3969/J.ISSN.1672-8270.2017.03.013
2016-09-01
①厦门大学附属成功医院 解放军第174医院器材科 福建 厦门 361003
*通讯作者:361601005@qq.com
[First-author’s address] Department of Equipment, Chenggong Hospital Affiliated to Xiamen University, The 174thHospital of PLA, Xiamen 361003,China.
猜你喜欢
低温与特气(2022年3期)2023-01-14
河南科技(2022年21期)2022-11-23
北京航空航天大学学报(2022年7期)2022-08-06
中华养生保健(2020年9期)2021-01-18
中学生数理化·高一版(2020年6期)2020-12-17
中学生数理化(高中版.高二数学)(2020年6期)2020-12-04
汽车零部件(2019年10期)2019-11-13
消费导刊(2018年10期)2018-08-20
中国医药指南(2017年3期)2017-11-13
小天使·六年级语数英综合(2017年3期)2017-04-25
