
基于deform—3d车削TC4加工过程仿真
2017-05-18 08:44陈卓
科技视界 2016年19期
陈卓


[摘要]Deform-3D是一套基于工艺模拟系统的有限元仿真(FEM)软件,是模拟3D材料流动的理想工具。它不仅鲁棒性好,而且易于使用。借助于该模拟分析环境,能够对切削过程中切削条件以及加工过程中的其他因素产生的影响进行研究。应用DEFORM-3D自带的切削仿真模型,分析加工过程中工件对不同刀具的影响,以及对切削力、切削温度、切削应力结果进行分析。模拟结果对减少产品试验、降低开发成本、缩短开发新产品及新工艺的时间等方面都具有重大意义。
[关键词]车削;Deform-3D;切削力;切削温度;切削参数
0引言
金属切削过程是一个非常复杂的工艺过程,它涉及到弹性力学、塑性力学、断裂力学、热力学、摩擦学等多个学科,刀具形状,温度分布、刀具磨损等因素都会对切削过程产生重要影响。因此利用传统的解析方法,很难对切削过程进行分析和研究,但随着现代制造技术和计算机软件技术的不断进步,出现了很多针对金属切削过程进行数值模拟和仿真的软件,如DEFORM、ANSYS、ABAQUS等等,为金属切削過程仿真提供了非常有效的方法和技术手段。本文选择三维有限元软件DEFORM,以硬质合金刀具切削钛合金TC4作为研究对象,对切削过程进行仿真,利用控制变量的方法得出了刀片在不同切削参数下的切削力、切削温度、以及切削应力的影响。
1有限元模型的建立
1.1几何模型及仿真参数设置
使用有限元分析软件DEFORM-3D模拟分析车削钛合金的加工过程,应用DEFORM-3D中的Machining(Cutting)模块进行建模。建立的切削模型如图1所示。本分析中是直接从Deform封装的刀片库中选取刀片,所选取的刀片代号是CNMA432。模拟过程中关于网格划分方面,DEFORM-3D提供了两种网格划分方式,分别为相对网格划分方式和绝对网格划分方式。本文中工件采用的是绝对网格类型,最大网格单元尺寸和最小网格单元尺寸之比为7。刀具采用的是相对网格类型,其单元数为35000。在模拟仿真中,参数的设置分别为:切削速度为别为80、100、120m/min。进给量分别为0.05、0.1、0.15mm/r,背吃刀量分别为0,3、0,6、1mm。
1.2材料模型的建立
DEFORM-3D自带丰富的材料库,并且还可以根据需要添加自定义材料。仿真中使用的材料流动应力数据必须真实地反映高应变率、高温和大应变下的材料本构行为,目前对于材料在切削状况下本构关系的研究并不多,并且很多研究都基于已有的材料本构模型来展开,因此只能在一定程度上反映切削模型的真实性。美国Ohio州立大学已经开始着手建立切削模型材料数据库,其部分材料本构模型已经封装到Deform材料库中,本文中使用的工件材料就是封装到Deform材料库中的Ti-6AI-4V,选取的材料基本达到了现实切削过程的材料性能条件。
2仿真结果与分析
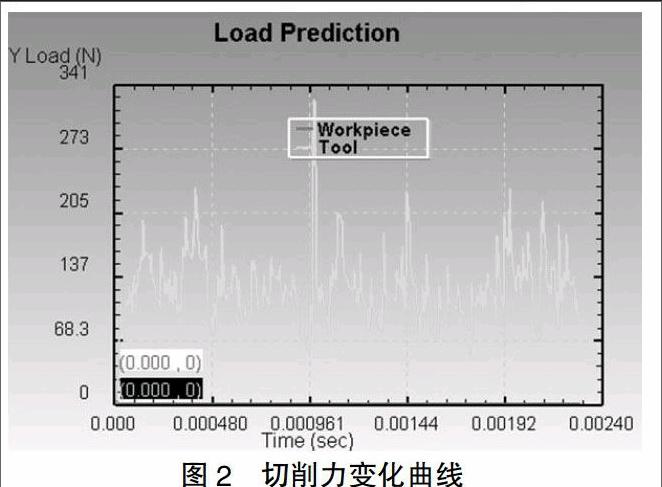
切削力是车削加工中重要现象之一,切削力直接决定着切削热的产生,并影响刀具磨损、破损、使用寿命、加工精度等。在实际车削过程中,被切削层金属、切削和已加工表面层金属产生弹性变形和塑性变形,切削力增大,随着车削过程的进行将会在刀刃产生应力集中,这样就是在刀刃附近的金属剪应力超过材料的强度极限,材料就会被剥离,随后切削力会减小。此过程周而复始,因此车削过程中切削力会在平衡值附近振荡,如图2所示。图2为切削速度100m/min,切削深度为0.3mm,进给量为0.1m/r时的切削力变化曲线图。
切削温度是影响金属切削过程的又一重要物理现象,切削过程中克服切削力所消耗的能量90%以上转换为热量,这样就使切削区温度升高,影响刀具磨损和试用寿命。所有研究切削过程中切削温度的产生和变化规律对实际生产有重要的意义。图3所示为切削速度100m/min,切削深度为0.3mm,进给量为0.1m/r时工件的切削温度条形图。
2.1切削速度对切削力和切削温度的影响
保持切削深度0.3mm,进给量为0.1mm/r不变,采用deform对切削速度分别为80m/min、100m/min、120m/min时的切削过程进行仿真研究。根据仿真结果得出的各切削力值和切削温度值,绘制的不同切削速度下切削力和切削温度的变化曲线图如图4所示。
2.2切削深度对切削力和切削温度的影响
保持切削速度100m/min,进给量为0.1 m/r不变,采用deform对切削深度分别为0.3mm、0.6mm、1mm时的切削过程进行仿真研究。根据仿真结果得出的各切削力值和切削温度值,绘制的不同切削深度下切削力和切削温度的变化曲线图如图5所示。
2.3进给量对切削力的影响
保持切削速度100m/min,切削深度0.6mm不变,采用deform对进给量分别为0.05m/r、0.1m/r,0.15m/r时的切削过程进行仿真研究。根据仿真结果得出的各切削力值和切削温度值,绘制的不同进给量下切削力和切削温度的变化曲线图如图6所示。
根据以上分析,刀具车削钛合金时,切削深度对切削力的影响是最大的,其次是进给量,最后才是切削速度。因此在选择切削参数时,要得到较高的切削效率,并且保证系统的刚性,可以选择较高的切削速度,再选择进给量,最后根据加工要求选择背吃刀量。可以看出切削速度、进给量和背吃刀量对切削温度都有影响。不同的是背吃刀量对切削温度的影响是最小的,其次是进给量,影响最大的是切削速度。从切削温度的来源方面看影响切削温度主要是因为:刀具切削材料时切削层金属发生的弹性变形和塑性变形,切屑与前刀面、工件和后刀面间的消耗摩擦功也将转化为热能。切削速度的增加加剧了切削层与刀具之间的摩擦,并且随着切削速度的增大,单位时间内金属的切除量增多所消耗的功增加,这些都能使切削温度上升。当增加背吃刀量时,虽然切削材料的量和切削力增大了但相应的切削刃工作长度也增加了,切削刃的工作长度的增加有利于散热。随着进给量的增加,单位时间内金属的切除量增加,切削温度也随着上升:但进给量的增加也使得切削厚度增大,切削厚度的增大改善了散热条件,所以进给量对切削温度的影响没有切削速度大。
3结语
本文通过使用DEFORM有限元分析软件对车削钛合金过程进行了模拟分析。采用控制变量法,通过改变切削速度、切削深度和进给量,研究三者对切削力及切削温度的影响,得到的结论有:对切削力影响最大的是切削深度,其次是进给量。影响最小的是切削速度;并且切削力的大小随着背吃刀量的增加而线性递增:对切削温度的影响最大的是切削速度,进给量次之,背吃刀量影响最小。
[责任编辑:张涛]
猜你喜欢
机床与液压(2022年4期)2022-09-21
金属加工(冷加工)(2022年4期)2022-06-21
装备制造技术(2020年4期)2020-12-25
机械设计与制造(2020年10期)2020-10-21
上海交通大学学报(2019年1期)2019-02-19
制造技术与机床(2018年10期)2018-10-13
制造技术与机床(2017年9期)2017-11-27
轴承(2014年9期)2014-07-24
制造技术与机床(2014年5期)2014-04-27
兵工学报(2013年4期)2013-02-28
