
浅谈利用覆膜砂字号砂芯提高铸件铸字号的外观质量
2017-05-18 02:21郭晓东
铸造设备与工艺 2017年2期
郭晓东
(牡丹江中车金缘铸业有限公司,黑龙江牡丹江157013)
浅谈利用覆膜砂字号砂芯提高铸件铸字号的外观质量
郭晓东
(牡丹江中车金缘铸业有限公司,黑龙江牡丹江157013)
随着产品质量需求的提高,铸件铸字号的外观质量也成为客户对产品验收的一项基本要求。本文介绍了利用覆膜砂做字号砂芯提高铸件铸字号外观质量的方法。以铸钢件为例,对铁路货车使用的摇枕、侧架、钩体等配件进行了铸字号外观质量的改进和提高,取得了较好成效,解决了铸字号成型不良、清晰度不够等问题。
覆膜砂;铸件;铸字号;外观质量;改进;成效
随着近年轨道交通的快速发展,客户对产品的质量要求越来越高,产品外观及铸字号清晰程度已纳入产品验收的一项重要指标。目前,生产摇枕、侧架、钩体的铸造厂大多数使用酯硬化水玻璃砂自硬工艺制作,浇注出的字号存在塌陷、铸瘤、凹坑、缺失等缺陷,为清理工作带来不便,字号尺寸精度不能满足图纸要求。覆膜砂字号铸字清晰可见,轮廓鲜明,避免了酯硬化水玻璃砂工艺出现的缺陷,且覆膜砂具有强度高、发气量低、溃散性好、成本低廉等优点,使用覆膜砂字号,能够解决铸字号成型不良、清晰度不够等问题。
1摇枕、侧架、钩体等铸字号的生产工艺及设备
1.1酯硬化水玻璃砂工艺
酯硬化水玻璃砂工艺是将有机酯做硬化剂,均匀混入水玻璃砂中进行自硬的造型方法。
原辅材料:原砂、改性水玻璃、有机酯。
使用设备及工装:字号模具芯盒(铸铝)、字号模块(铸铝)、混砂机、锉刀。
制作方法:手工制作。
制作流程:清理模具芯盒→安放字号模块→喷涂脱模剂→混砂机混砂→放砂、埋砂→舂实→刮砂面刮平→空气中自然硬化(20 min~40 min)→起模→整理模具活块→利用锉刀打磨处理字号砂芯→清理模具芯盒以备下次使用。
1.2覆膜砂热芯盒制芯工艺
覆膜砂是砂粒表面在造型前即覆有一层固体树脂膜的型砂或芯砂。覆膜砂热芯盒制芯工艺是利用覆膜砂通过加热到达一定温度固化成型的原理设计的。
原辅材料:覆膜砂。
使用设备及工装:字号模具芯盒(铸铁),字号模块(铸铁)、加热装置、隔热手套、镊子、锉刀、装料斗。
制作方法:手工制作。
制作流程:清理模具芯盒→安放字号模块→开启加热装置→将模具芯盒放置在加热装置上→模具芯盒温度加热至220℃以上→利用装料斗往模具芯盒内加入覆膜砂→加热约45 s→带上隔热手套→通过翻扣热芯盒方式使砂芯与模具热芯盒进行脱离→利用镊子及锉刀将字号模块取下→重新将字号模块放置到模具热芯盒内→将模具热芯盒放置在加热装置上→加覆膜砂重新制芯→重复制芯过程→利用锉刀打磨字号砂芯。覆膜砂热芯盒如图1所示。1.3覆膜砂热芯盒制芯工艺与酯硬化水玻璃砂工艺对比后的优点

图1覆膜砂热芯盒结构原理图
1)显著缩短了砂芯硬化时间,克服了原工艺自然硬化耗时过长难以满足生产需求的问题,减少了制作工时,提高了生产效率。
2)利用热起模工艺取代冷起模工艺,使铸字表面光洁度得到明显改善,提高了铸字砂芯成型率和工件铸字的成型质量。
3)工艺过程稳定,操作易于控制,避免了原工艺砂芯硬化不充分造成砂芯粘砂、或者硬化过度造成砂芯破损等现象,提高了砂芯成型质量。
4)简化了工艺过程,使工装、加热装置可循环使用,能够降低生产消耗,节约制作成本。
5)覆膜砂砂芯不易与空气、水分发生反应,可长时间存放;酯硬化水玻璃砂芯中的水玻璃与空气中CO2发生化学反应,且水玻璃可以溶于水,发生物理反应,砂芯易出现粉化及砂芯潮湿情况,酯硬化水玻璃砂砂芯存放时间少于48 h.制作完成后的覆膜砂砂芯如图2所示。

图2覆膜砂砂芯
2覆膜砂字号制芯工艺
2.1原材料要求
应选用强度较高、粒度较细、发气量较低的覆膜砂。其性能如表1所示。

表1选用覆膜砂性能
2.2模具及加热装置选取要求
覆膜砂固化需要持续加热,在选取热芯盒时,从经济性能和导热方面来说,一般热芯盒及字号模块使用灰铸铁材料(HT200以上),可以多次循环使用,根据铸件铸字的大小及铸字号的长度调整热芯盒工装的尺寸。覆膜砂热芯盒模具见图3.
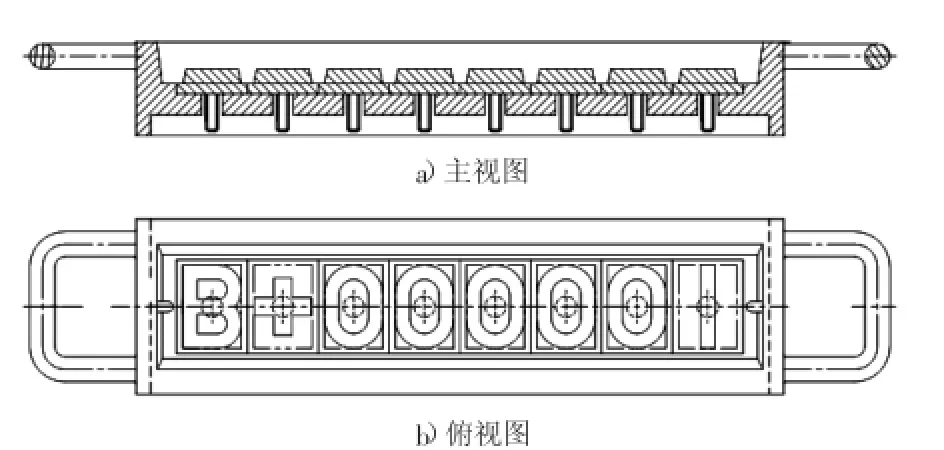
图3覆膜砂热芯盒模具
加热装置由热芯盒托架和加热机构组成,加热装置主管道可以分为若干个支管道,支管道的长度可以根据热芯盒尺寸大小确定,两支管道之间的距离一般在100 mm~150 mm,在每个支管道上设有若干个燃点,同一支管道的相邻两个燃点之间的距离为50 mm~70 mm.加热装置如图4所示。
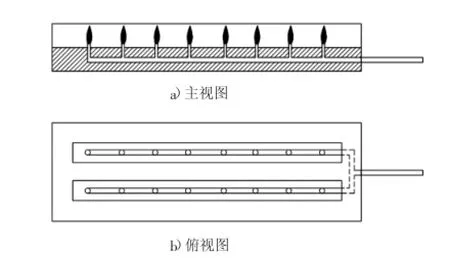
图4覆膜砂热芯盒加热装置
2.3工艺参数
加热方式可以选用燃气加热方式或电加热方式。本文采用燃气加热方式,一般实际加热温度220℃~280℃,固化时间在20 s~100 s左右,覆膜砂芯厚度为10 mm~15 mm左右。底部利用加热装置可持续加热,覆膜砂顶部可以使用燃气枪手工加热,加快砂芯的制作速度。
2.4操作要求
为了烤透,应掌握合适的生产节拍,按测定的平均时间节拍或观察固化颜色测定节拍。正常的情况是:砂芯外表应为均匀的黄褐色,中心为黄色;过烧时外表呈褐色乃至黑色;硬化不足时外表呈黄色,中心呈白色。操作过程中,应注意温度的调节及掌握合适的生产节拍。
3覆膜砂字号砂芯对铸件字号的影响
使用覆膜砂字号砂芯生产出的铸件,字号清晰可见,解决了酯硬化水玻璃砂自硬工艺带来的字号塌陷、铸瘤、凹坑、缺失等缺陷,字号尺寸精度满足图纸要求。利用酯硬化水玻璃砂自硬工艺和覆膜砂字号制芯工艺生产的铸件分别如图5和图6所示,后者清晰程度明显提高,且无缺陷。
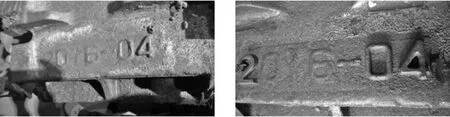
图5酯硬化水玻璃砂自硬工艺生产的铸件
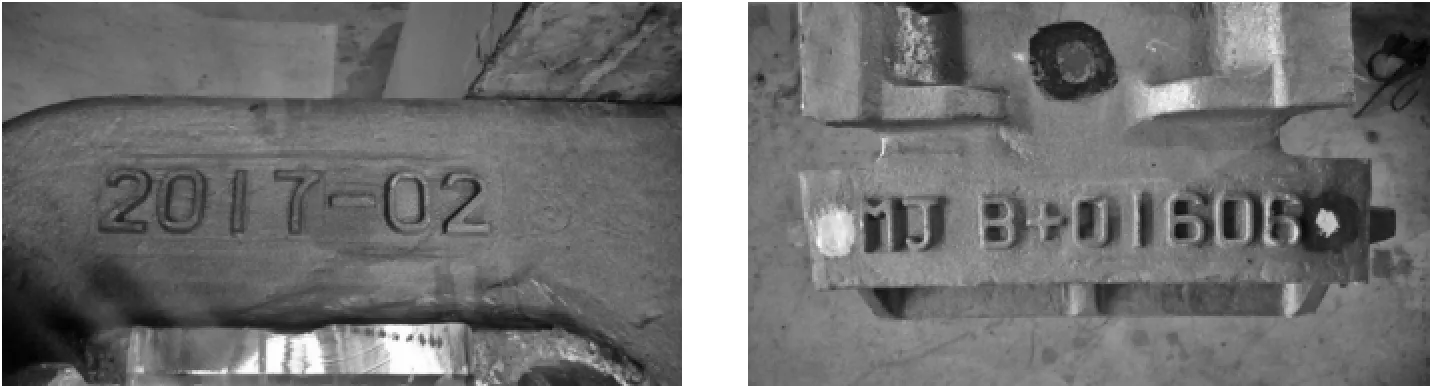
图6覆膜砂字号制芯工艺生产的铸件
4结论
随着客户对铸件质量要求的不断提高,铸件铸字的清晰程度也纳为产品验收的一项重要指标。通过使用高强度、低发气性的覆膜砂字号砂芯,能够提高铸件字号的成型和清晰程度,解决了酯硬化水玻璃砂工艺中字号塌陷、铸瘤、凹坑、缺失等缺陷问题。
[1]刘性红,李明,武雪梅,温杰.低发气量覆膜砂在热芯盒制芯工艺中的应用[J].中国铸造装备与技术,2001(4):28-29.
[2]梁春永,王磊,李海鹏,李刚.覆膜砂工艺参数优化的研究[J].中国铸造装备与技术,2007(6):28-31.
[3]王文清,张继伟,吕洪涛,黄德东.覆膜砂的应用[J].铸造工程,2010,34(5):29-30.
[4]施郭健.热芯盒制芯的关键工艺环节[J].铸造技术,2000(6):17-19.
TG24
A
1674-6694(2017)02-0015-03
10.16666/j.cnki.issn1004-6178.2017.02.005
2017-02-22
郭晓东(1987-),男,辽宁朝阳人,学士学位,助理工程师,主要从事铸钢件铸造工艺等工作。
猜你喜欢
机械工业标准化与质量(2022年3期)2022-08-12
硫酸工业(2022年2期)2022-05-06
西部探矿工程(2022年1期)2022-02-13
今日农业(2021年19期)2022-01-12
化工管理(2021年24期)2021-09-10
航空世界(2020年6期)2020-10-26
科技视界(2020年26期)2020-09-24
商情(2017年5期)2017-03-30
铸造设备与工艺(2017年1期)2017-03-30
雷达与对抗(2015年3期)2015-12-09
