
小桐子油非临氢催化裂化制备燃料油的研究
2017-05-15 13:36曹茂炅苏有勇何小玲李关艳
中国油脂 2017年3期
曹茂炅,苏有勇,何小玲,李关艳
(昆明理工大学 现代农业工程学院,昆明 650500)
油脂化工
小桐子油非临氢催化裂化制备燃料油的研究
曹茂炅,苏有勇,何小玲,李关艳
(昆明理工大学 现代农业工程学院,昆明 650500)
以硅铝比20∶1的HZSM-5分子筛作为催化剂、小桐子油为原料,于实验室的小型模拟固定床装置中进行催化裂化试验。通过考察不同裂化温度、质量空速、催化剂用量对催化裂化反应的影响优化反应条件。结果表明:小桐子油催化裂化制备燃料油的最佳工艺参数为裂化温度500℃、质量空速2.72 h-1、催化剂用量33.3%(以原料质量计),此时转化率最高,为29.60%,脱氧率为53.77%,产物多为芳烃类化合物。
小桐子油;催化裂化;HZSM-5;燃料油
能源是人类进步的重要基础,人们对能源需求量增大,而化石能源是有限的,发展可替代能源的生物燃料刻不容缓[1-3]。小桐子油作为燃料的成本较低,利用价值高,有很高的经济价值[4],但小桐子油特殊的物性是制约其作为燃料的重要因素[5]。燃料油的制备方法有酯交换法和裂化法。然而酯交换法制备的燃料油存在缺陷限制了其发展[6]。而催化裂化技术较成熟,多应用于石油工业中[7]。早期采用氧化硅等[8-9],随着研究的深入,开始使用具有择形效果的催化剂,如石油工业中已经广泛使用的ZSM-5催化材料[10-13]等。研究表明,氢型 ZSM-5 催化材料(HZSM-5)的二次裂化生产的产品有较高的液相收率和较低的气相收率。而FCC工艺中,催化加氢能够提高生物油品质,经过加氢后,烃类为主要产物,但该法有反应条件苛刻、能耗较高等缺点[14]。陈洁[15]对大豆油的催化裂化进行试验,产物性质接近石化柴油;于凤文等[6]从裂化硬脂酸的试验得出,温度对反应产物有重要影响。因此,开展HZSM-5的非临氢催化裂化具有重要意义。本文以小桐子油为原料、硅铝比为20∶1的HZSM-5分子筛为催化剂,考察了裂化温度、质量空速以及催化剂用量对小桐子油制备燃料油的影响,并优化了工艺条件,以期为催化裂化油脂制备燃料油提供理论参考。
1 材料与方法
1.1 试验材料
1.1.1 原料与试剂
小桐子油:以云南楚雄的小桐子为原料,压榨提取试验用的小桐子油,其基本理化指标见表1。

表1 小桐子油基本理化指标
氢氧化钾、68%硝酸、拟薄水铝石,分析纯;95%乙醇;酚酞指示剂;HZSM-5(硅铝比20∶1),天津南化催化剂有限公司。
1.1.2 试验装置
催化裂化试验使用实验室自制催化裂化固定床装置进行试验,如图1所示。
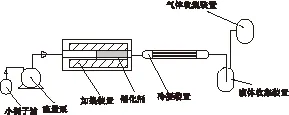
图1 催化裂化试验装置
1.2 试验方法
1.2.1 催化剂成型
将市购催化剂与拟薄水铝石按质量比7∶3混合后,加入5%的稀硝酸以及少量的田箐粉混匀揉捏搓球成型,放入烘箱105℃烘烤2 h后,取出放入马弗炉中550℃煅烧2 h。过40~60目筛备用。
1.2.2 催化裂化
称取一定量的催化剂置于反应器中,并启动加热装置,当反应器达到预设温度时,使用流量泵以一定质量空速将小桐子油通入反应器中,进行催化裂化反应;产物蒸气通过回流冷凝装置流入收集器得生物燃料油,并从收集器另一端出口收集不可凝气体。将所得液体产物按照馏程室温至160℃分馏,并进行相应的油品鉴定分析。
1.2.3 转化率及脱氧率计算

(1)
式中:m为小桐子油质量,g;m1为160℃分馏的燃料油质量,g。
同时以该反应中脱除的CO2与H2O作为考察指标,考察脱氧率,脱氧率计算公式如下:

(2)
式中:n1为气体中CO2的质量,g;n2为产物含水量,g;n为原料中氧含量,g。
1.2.4 产物分析
性能分析:酸值测定参照GB/T 2558—1977,密度测定参照GB/T 1884—2000,黏度测定参照GB/T 265—2006。
组成分析:使用美国Finnigan质谱公司TRACE DSQ气相色谱-质谱联用仪进行催化液体产物组成分析。分析条件为载气高纯氦,流速1.0 mL/min;柱起始温度35℃,保持5 min,10℃/min升温到150℃,保持2 min,2℃/min升温到240℃;EI离子源温度200℃。
2 结果与讨论
2.1 裂化温度的影响
催化剂占原料质量的33.3%,质量空速为 2.30 h-1,分别在440、460、480、500、520、540、560℃裂化温度下对小桐子油进行催化裂化,考察裂化温度对转化率及脱氧率的影响,结果如图2、图3所示。
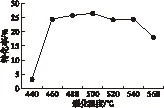
图2 裂化温度对转化率的影响
由图2可知,随着裂化温度升高,转化率迅速增加,500℃时,转化率达到顶峰值26.5%,而后降低。催化裂化反应中,当裂化温度较低时,催化剂未能达到活化温度,油脂经过高温裂化作用,其中酯基断裂形成脂肪酸,几乎无法获得所需的燃料油产物;随着裂化温度的升高,达到催化剂的活化温度,碳正离子反应加剧,油脂的碳链断裂增加,由此获得的小分子烃类物质增多。由于催化裂化反应中,液相产物多为C6~C16物质,而在适宜条件下,催化剂活化后,使得所期盼的燃料油成分增加。但随着裂化温度继续升高,催化裂化反应愈发剧烈,使得碳链断裂情况加剧,C1~C5产物增多,相应的气体产物增加,液体产物相对减少,造成转化率降低。
对不同裂化温度下产物的性能进行分析(见表2)发现,在500℃时产物有较高的密度与较低的运动黏度,酸值也相对较低。对比于凤文等[6]的研究情况可知,催化裂化的作用下,裂化温度越高,所形成的不饱和烃数量呈现递增趋势,因此相对应的密度也呈增加的趋势。

表2 不同裂化温度下小桐子燃料油性能指标
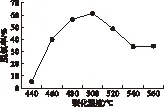
图3 裂化温度对脱氧率的影响
脱氧率代表了原料中氧元素的脱除情况,氧的脱除表示了羧基、酯基等含氧基团的减少,含氧基团减少的同时,带走了基团中的氧原子,由此获得更多的烃类物质,侧面反映了十六烷值以及热值的提高[16-18]。由图3可知,随着裂化温度的升高,脱氧率先升高后降低,在500℃时达到最大值。裂化温度的升高使反应逐渐到了催化剂的活化温度,碳正离子反应加剧,反应中形成的中间产物碳正离子基团脱氧生成H2O与CO2,带走了原料中的氧原子,由此产生了烃类物质。因此,脱氧率逐步增高。而到达500℃后脱氧率开始降低,原因是分子中异构化反应随着裂化温度升高而加剧,使得基团中的氧与氢发生了转移,未能形成碳氧化合物释放出去。综上所述,选择最佳的裂化温度为500℃。
2.2 质量空速的影响
催化剂占原料质量的33.3%,裂化温度为 500℃,分别在1.88、2.30、2.72、3.14、3.56、3.98、4.40 h-1质量空速下对小桐子油进行催化裂化,考察质量空速对转化率及脱氧率的影响,结果如图4、图5所示。
由图4可知,质量空速从1.88 h-1提高至2.30 h-1时,转化率有所提高,之后转化率逐步降低。随着原料质量空速的增加,在催化剂比表面积不变的情况下,原料与催化剂接触的面积越来越大,碳正离子反应增强,使得原料中的碳碳键断裂的总体速率加快,因此转化率呈现逐渐升高趋势。但当质量空速高于2.72 h-1时,催化剂与物料接触面积已达最大值,所能够达到催化筛分的分子已覆满催化剂表面,再增加则会覆盖于反应进行中的物质。反应速率无法继续增加,则无法完全反应,同时产生的结焦覆盖于催化剂表面,进一步减少反应的有效面积,导致反应效率降低。参照产物的性能(见表3)数据可知,分馏产物的酸值随质量空速增加呈逐渐升高趋势,原因是其反应停留时间缩短,裂化后产生的脂肪酸无法充分反应。当质量空速达到4.40 h-1时,密度变化明显,同时燃料油性能的各项指标产生明显的变化。
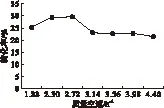
图4 质量空速对转化率的影响
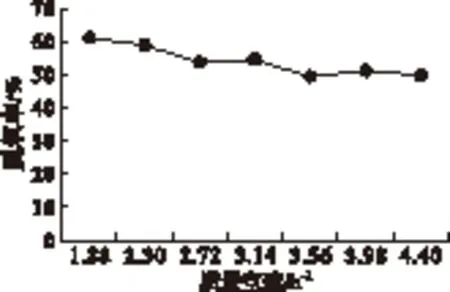
图5 质量空速对脱氧率的影响
由图5可知,脱氧率随着质量空速的增加呈缓慢降低的趋势。在反应器中,质量空速的提高缩短原料分子与催化剂接触时间的同时,使未能经过催化作用的原料,仅通过热反应,因此形成了结焦,覆盖于催化剂的表面,进一步减少了催化剂的反应比表面积,不利于催化裂化反应的充分进行,造成了脱氧率的下降。从经济成本及上述各项参数考虑,选择最佳质量空速为2.72 h-1。
2.3 催化剂用量的影响
在裂化温度500℃和质量空速2.72 h-1条件下,催化剂用量对试验结果影响如图6、图7、表4所示。

图6 催化剂用量对转化率的影响
由图6可知,当催化剂用量低于33.3%时,随催化剂用量增大转化率呈上升的趋势,而当催化剂用量高于33.3%时转化率缓慢降低。随着催化剂用量的增加,原料与催化剂表面接触愈加充分,转化率有了明显的增加。但催化剂用量过高,其在反应器中对油气的行进形成阻力,延长了原料的停留时间,造成二次裂化现象发生,气体产物增加,导致转化率有了一定的降低。
该装置使用的反应器为30 mm的粗管,考虑到单位时间内油剂接触的面积,催化剂不得少于一定的量。参照表4数据,可以很明显地看出,当催化剂用量未达到33.3%时,无法充分反应,此时酸值、运动黏度较高,密度较低。而当催化剂用量为33.3%时,反应得以正常进行,而当催化剂用量继续增大后,造成的阻抗效应降低了产物密度等性能。

表4 不同催化剂用量下小桐子燃料油性能指标

图7 催化剂用量对脱氧率的影响
由图7可知,当催化剂用量低于33.3%时,同样是原料无法在催化剂的作用下得到充分的反应,脱氧率较低。而催化剂用量达到33.3%时,脱氧率达到最大,之后继续增加催化剂用量,脱氧率降低。这是因为继续增加催化剂用量造成的阻抗效果会影响反应的流畅度,从而造成二次裂化增加,所得的产物与含氧的基团异构化,降低了脱氧率。因此,最佳的催化剂用量为33.3%。
2.4 小桐子燃料油的组成
对上述最佳工艺组合下所得产物组成进行分析,其主要成分及含量见表5。由表5可知,产物多为芳烃类化合物。
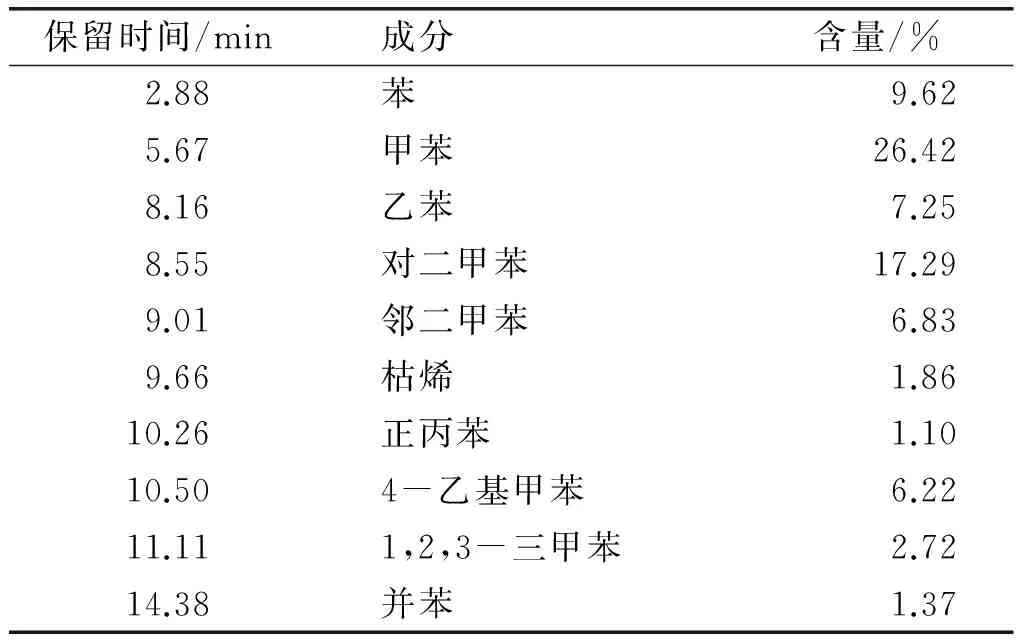
表5 产物的主要成分及含量
3 结 论
(1)在HZSM-5催化裂化小桐子油的试验中,以小桐子油作为原料,通过单因素试验优化工艺条件,同时参考所选择的燃料油各项性能指标,确定该工艺的最佳工艺参数为:裂化温度500℃,质量空速2.72 h-1,催化剂用量33.3%。此时的转化率最高,为29.60%,脱氧率为53.77%。在最佳条件下,产品的性能测试结果较为理想,并且达到催化剂活化的合适温度时,产品的性能变化不大。
(2)通过气相色谱-质谱分析得出,产物多为芳烃类化合物,具有一定的应用意义。
[1] 罗福强,王子玉,梁昱,等. 作为燃油的小桐子油的物化性质及黏温特性[J]. 农业工程学报, 2010, 26(5): 237-241.
[2] 闵恩泽. 利用可再生油料资源发展生物炼油化工厂[J]. 化工学报,2006,57(8):1739-1745.
[3] 林敏,万斌,桂双林,等. 国内外能源消费现状[J].能源研究与管理,2015(3):7-8,15.
[4] 宋洪川,张无敌,董锦艳. 植物油燃料[J]. 太阳能,2000(1):18.
[5] 罗萍,罗文扬,赵伟强,等. 麻疯树的研究、利用现状及面临问题[J]. 中国园艺文摘, 2009, 25(10): 172-174, 135.
[6] 于凤文,王玮瑾,高龙超,等. 熔融碱裂解硬脂酸钠制备烃类液体燃料油的初步研究[J]. 太阳能学报,2015, 36(3):684-689.
[7] 刘熠斌,王洪刚,杨朝合,等. 催化裂化汽油二次反应过程中反应热的变化[J]. 化工学报,2009,60(2):358-364.
[8] MAHER K D, BRESSLER D C. Pyrolysis of triglyceride materials for the production of renewable fuels and chemicals[J]. Bioresour Technol, 2007, 98(12): 2351-2368.
[9] VONGHIA E, BOOCOCK D G B, KONAR S K, et al.Pathways for the deoxygenation of triglycerides to aliphatic-hydrocarbons over activated alumina[J]. Energy Fuels, 1995, 9(6): 1090-1096.
[10] LIMA D G, SOARES V C D, RIBERIRO E B,et al. Diesel-like fuel obtained by pyrolysis of vegetable oils[J]. J Anal Appl Pyrol, 2004, 71 (2): 987-996.
[11] THANH A N,JINSOO K,SUN K K,et al. Pyrolysis of soybean oil with H-ZSM5(proton-exchange of zeolite socony mobil#5) and MCM41(mobil composition of matter No.41) catalysts in a fixed-bed reactor[J]. Energy,2010,35:2723-2728.
[12] FAROUQ A,TWAIQ F,ABDUL R M,et al. Performance of composite catalysts in palm oil cracking for the production of liquid fuels and chemicals[J]. Fuel Process Technol,2004,85:1283-1300.
[13] SANG O Y,TWAIQ F,ZAKARIA R,et al. Biofuel production from catalytic cracking of palm oil[J]. Energy Sources,2003,25(9):859-869.
[14] 徐莹,王铁军,马隆龙,等. Ru基催化剂上生物油临氢催化改质的试验[J]. 太阳能学报, 2014, 35(4): 677-680.
[15] 陈洁. 旋转锥式反应器催化大豆油裂解制备可再生燃料油 [J]. 太阳能学报, 2011, 32(3): 354-357.
[16] 刘玉环,刘英语,王允圃,等. 油脂催化裂解制备可再生烃类燃料研究进展[J]. 化工进展, 2013,32(11): 59-63.
[17] XU J M,JIANG J C,LU Y J,et al. Liquid hydrocarbon fuels obtained by the pyrolysis of soybean oils[J]. Bioresour Technol,2009,100(20):4867-4870.
[18] 史晓杰,邢侃,樊红超,等. ZSM-5分子筛的合成与改性研究进展[J]. 无机盐工业, 2016, 48(2): 6-8.
Catalytic pyrolysis ofJatrophacurcasoil for fuel oil in non-hydrogen
CAO Maojiong, SU Youyong, HE Xiaoling,LI Guanyan
(Faculty of Modern Agricultural Engineering, Kunming University of Science and Technology, Kunming 650500, China)
Using HZSM-5 molecular sieve with ratio of silica to alumina 20∶1 as catalyst,Jatrophacurcasoil as raw material, and the mini fixed bed in laboratory as reactor,the catalytic pyrolysis reaction was conducted.The effects of pyrolysis temperature, weight hourly space velocity and dosage of catalyst on catalytic pyrolysis reaction were investigated to optimize the pyrolysis conditions.The results showed that the optimal pyrolysis conditions were obtained as follows: pyrolysis temperature 500℃, weight hourly space velocity 2.72 h-1and dosage of catalyst 33.3%(based on mass of raw material). Under these conditions, the conversion rate ofJatrophacurcasoil was the highest,reaching 29.60%, and the deoxygenation rate was 53.77%. The product was mainly composed of aromatics.
Jatrophacurcasoil; catalytic pyrolysis; HZSM-5; fuel oil
2016-08-11;
2016-12-13
国家自然科学基金项目(51466004)
曹茂炅(1991),男,硕士研究生,主要从事生物质能转换与利用方面的研究工作(E-mail)361826737@qq.com。
苏有勇,教授(E-mail)497611561@qq.com。
TQ645;TK63
A
1003-7969(2017)03-0048-05
猜你喜欢
缔客世界(2020年10期)2020-04-10
含笑花(2019年3期)2019-06-12
文苑(2018年20期)2018-11-09
新农村(2018年13期)2018-08-20
科学与财富(2017年33期)2017-12-19
中国新技术新产品(2017年3期)2017-03-07
航运交易公报(2016年35期)2016-12-13
少年文艺(2015年5期)2015-05-28
探测与控制学报(2012年6期)2012-12-01
