
高温气冷堆汽轮机低压缸装配变形的分析*
2017-05-15 03:16:53许雄国申如国葛春新
装备机械 2017年1期
□许雄国 □申如国 □葛春新
上海电气电站设备有限公司上海汽轮机厂上海200240
高温气冷堆汽轮机低压缸装配变形的分析*
□许雄国 □申如国 □葛春新
上海电气电站设备有限公司上海汽轮机厂上海200240
高温气冷堆汽轮机低压缸为薄壁零件,尺寸大,装配中在重力、接触变形等综合作用下易产生变形,装配误差控制难度大。针对这一情况,基于有限元分析与仿真技术,通过UG建模软件对低压缸进行实体造型,通过Hypermesh软件对低压缸缸体进行网格划分,导入ANSYS有限元分析软件进行装配变形分析。分析了低压缸半缸和全缸两个不同装配状态下的装配变形,得出低压缸体在半缸和全缸状态下转子的中间区域变形较大,且低压内缸下半中间向上凸,两侧向下凹。通过分析,可以指导低压缸装配工作,降低制造成本,缩短制造周期,提高产品质量。
上海汽轮机厂研发的高温气冷堆汽轮机低压缸[1]为薄壁零件(尺寸大,刚性差)[2],装配中在重力、接触变形等综合作用下易产生变形[3-4],采用常规的装配测量工艺方法难以对装配误差进行控制[5],且制造成本大、周期长。针对这一情况,笔者基于有限元分析与仿真技术[6-10],应用UG软件对低压缸进行实体造型,应用Hypermesh软件对低压缸缸体进行网格划分,最后导入ANSYS有限元分析软件,对半缸和全缸两个不同装配状态下的装配变形进行分析,得出高温气冷堆汽轮机低压缸在半缸和全缸状态下的装配变形的情况。
1 缸体装配变形简述
在缸体装配变形分析中,主要有两类问题:一类是装配中由重力引起的自重变形,另一类是装配中存在的接触变形。自重变形为静态线性,接触变形为非线性,自重变形会对接触变形造成影响。
在缸体装配中,主要存在两种接触变形:一类是平面与平面之间的接触变形,即低压缸台板与低压外缸裙座之间的接触变形,如图1所示;另一类是圆柱面与圆柱面之间的接触变形,即轴承与低压缸之间的接触变形,如图2所示。
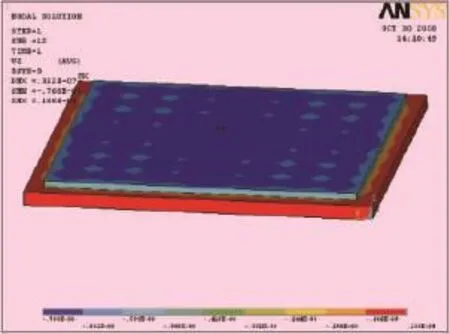
图1 平面与平面接触变形云图

图2 圆柱面与圆柱面接触变形云图
2 半缸状态下装配变形有限元分析
在半缸状态下,装配好的UG模型如图3所示。由于模型关于XOZ平面完全对称,因此只需要取一半进行分析。
由于装配体图形非常复杂,相对的微小几何特征比较多,因此在进行有限元分析时,在前处理过程中使用Hypermesh软件划分网格,如图4所示。

图3 半缸装配UG模型
图4 半缸有限元网格划分
前处理完成后,将有限元模型导入ANSYS,在ANSYS中设定约束条件和接触对,约束低压缸台板底部的全部自由度,以XOZ平面为对称面,对整个模型施加Z方向的重力加速度。在模型中建立低压缸台板与低压外缸裙座之间,即平面与平面之间的接触,以低压缸台板为刚性目标面,以低压外缸裙座为柔性接触面。轴承和汽缸的接触为两个45°方向上的接触,在实际计算中也可以在这两个方向上建立单元连接。设置完毕后对有限元模型进行求解,可得半缸状态下的装配变形云图,如图5所示。
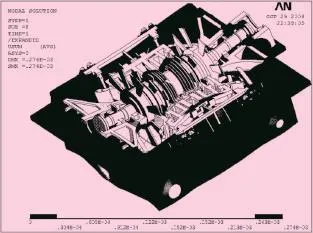
图5 半缸状态下装配变形云图
由图5可见,低压缸台板以上部分低压外缸裙座四周有不同程度的上翘,低压缸台板以下部分外缸下爿一些区域向外鼓起,低压内缸下爿中间向上凸、两侧向下凹,转子中间区域变形较大。
3 全缸状态下装配变形有限元分析
在全缸状态下,装配好的UG模型如图6所示。由于模型关于XOZ平面完全对称,因此只需取一半进行分析。
图6 全缸装配UG模型
在前处理过程中使用Hypermesh软件划分网格,如图7所示。

图7 全缸有限元网格划分
在全缸网格划分中,主要分为四大块:低压缸台板、低压转子(与动叶合为一体)、低压内缸、低压外缸。低压缸台板形状比较规则,可以划为质量很高的六面体单元。低压转子可以利用Hypermesh的三维自动网格划分技术Tetramesh快速地划分为四面体单元。低压内缸和低压外缸形状复杂,各种细小特征及间隙比较多,因此还采用了一些其它技巧和方法。
对低压外缸采用分块划分技术,将低压外缸模型切为几块,再对每一块利用Tetramesh技术划分为四面体单元,最后将各个分块之间的公共节点融合在一起,保证整个低压外缸合为一体,如图8所示。

图8 低压外缸网格划分
由于低压内缸是对称体,因此取低压内缸模型的一半进行划分,再把一半切为三块,与低压外缸连接区域切作一块,剩余部分切为上下两块。对切分的三块分别划分网格,注意对应连接区域的一块划分时网格大小与低压外缸网格大小一致。三块网格划分后将公共面节点融合在一起,进行反射操作,完成镜像,并对公共面上的节点进行等值操作,以使整个低压内缸融合在一起,如图9所示。

图9 低压内缸网格划分
低压外缸和低压内缸网格划分好后,将连接处的节点融合在一起,使低压外缸和低压内缸连接为一体。如果节点太多,也可以在低压内缸与低压外缸连接处建立一条焊缝,进而使两者连接在一起。
前处理完成后,将有限元模型导入ANSYS,在ANSYS中设定约束条件和接触对,约束低压缸台板底部的全部自由度,以XOZ平面为对称面,再对整个模型施加Z方向重力加速度。在模型中建立低压缸台板与低压外缸裙座之间,即平面与平面之间的接触,以低压缸台板为刚性目标面,以低压外缸裙座为柔性接触面。轴承和汽缸的接触为两个45°方向上的接触,在实际计算中也可以在这两个方向上建立单元连接。设置完毕后对有限元模型进行求解,可得全缸体状态下的装配变形云图,如图10所示。
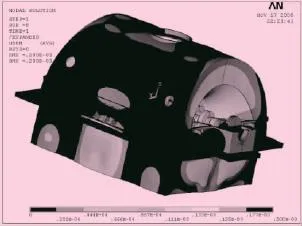
图10 全缸状态下装配变形云图
由图10可见,全缸装配状态下,低压外缸下爿四周某些区域有不同程度的外凸,低压外缸上爿有凸有凹,低压缸裙座有不同程度的翘起,低压缸转子两端相对向上翘,中间则向下凹。最大变形发生在低压转子的中间区域,如图11所示。

图11 全缸状态下装配变形剖面云图
4 结论
在半缸和全缸装配状态下,对高温气冷堆汽轮机低压缸进行了有限元仿真、分析、研究和比较。在半缸装配状态下,低压转子中间区域变形较大,且低压内缸下爿中间向上凸,两侧向下凹。在全缸装配状态下,最大变形也发生在低压转子的中间区域,且低压缸裙座有不同程度的翘起,低压缸转子两端相对往上翘,中间向下凹。全缸装配状态下汽缸的变形比半缸装配状态下小,但转子变形在全缸装配和半缸装配状态下并没有差别。获得的数据和结论可以更好地指导高温气冷堆汽轮机低压缸车间总装工作,减小了反复调整装配面和委托加工的工作量,使低压缸通流部分轴向和径向动静间隙满足设计要求。
目前,笔者的研究结果已经在上海汽轮机厂高温气冷堆汽轮机低压缸总装中得到了应用,缩短了制造周期,降低了制造成本,提高了产品的装配质量。
[1]何阿平,沈国平,黄庆华,等.中国核电汽轮机发展与展望[J].热力透平,2015,44(4):225-232.
[2]石广丰,王景梅,宋林森,等.薄壁零件的制造工艺研究现状[J].长春理工大学学报(自然科学版),2012,35(1): 68-72.
[3]赵家黎,郭伟,于鸿彬.制造过程中误差传播问题研究的进展分析[J].中国机械工程,2006(S2):445-449.
[4]管志俊,张青雷,郭井宽.一种QD250/50/10t-25.5型桥式起重机有限元分析[J].上海电气技术,2011,4(2):1-5.
[5]周志革,黄文振.薄壁件的装配误差诊断与控制综述[J].汽车工程,2000,22(1):62-65.
[6]梁清香,张根全.有限元与MARC实现[M].北京:机械工业出版社,2003.
[7]刘天祥.二维弹塑性接触问题的无网格伽辽金—有限元耦合方法研究[D].西安:西北工业大学,2002.
[8]董玉文,任青文,苏琴.接触摩擦问题的扩展有限元数值模拟方法[J].长江科学院院报,2009,26(5):45-49.
[9]CAMPOS L T,ODEN J T,KIKUCHI N.A Numerical Analysis of a Class of Contact Problems with Friction in Elastostatics [J].Computer Methods in Applied Mechanics and Engineering1982,34(1-3):821-845.
[10]彭红梅.薄壁件装配公差的计算与分析[D].天津:河北工业大学,2004.
(编辑:启德)
Low-pressure cylinder ofsteamturbine in high pressure gas-cooled reactor is made ofthin-walled parts.Due to their large sizes,under the combined effects caused by gravity and contact deformation during assembly they may be distorted with poor control of assembly error.Aim at this problem,based on the finite element analysis and simulation technology,the lowpressure cylinder was modeled by UG modeling software.The low pressure cylinder block was meshed by the Hypermesh meshing software and the ANSYS finite element analysis software was introduced for the analysis of assembly deformation.Based on the analyses of the assembly deformation for the low-pressure cylinder assembled in different modes i.e.half cylinder assembly and the whole cylinder assembly,it was found that in both cases the deformation of the middle region of the rotor was larger than other part,and the middle region of the lower half of the inner cylinder of the lowpressure cylinder was in convex shape while both sides were in concave shape.This analysis will help to guide the assembly job of low-pressure cylinder,cut manufacturing costs,reduce the manufacturing cycle and improve the product quality.
汽轮机;低压缸;装配;变形
Steam Turbine;Low-pressure Cylinder;Assembly;Deformation
TH123;TK266
A
1672-0555(2017)01-035-04
*上海市科学技术委员会资助项目(编号:14DZ1118100)
2016年8月
许雄国(1961—),男,本科,高级工程师,主要从事汽轮机装配工艺研究工作
猜你喜欢
东方汽轮机(2021年4期)2022-01-18 04:37:40
能源工程(2021年5期)2021-11-20 05:50:38
能源工程(2020年5期)2021-01-04 01:29:00
机械设计与制造(2020年9期)2020-09-15 01:32:44
东方汽轮机(2018年2期)2018-07-03 11:32:42
石油化工建设(2018年6期)2018-04-22 03:16:36
福建轻纺(2016年8期)2016-10-16 01:08:17
广西电力(2016年4期)2016-07-10 10:23:38
工业设计(2016年4期)2016-05-04 04:00:23
设备管理与维修(2015年2期)2015-12-25 01:49:36
