
汽车维修中的螺栓常识与紧固方法(上)
2017-05-15 02:40:17辽宁王振选庄开明
汽车维修与保养 2017年1期
◆文/辽宁 王振选 庄开明
汽车维修中的螺栓常识与紧固方法(上)
◆文/辽宁 王振选 庄开明
汽车发动机是由许多零部件组装而成,将这些零部件结合起来大多需要采用螺纹连接。螺纹连接和焊接、铆接、黏接等永久结合方式有所不同,如有需要则可进行简单的分离。螺纹零件是非永久结合方式不可缺少的零件。对于汽车维修来说,进行螺栓的拆卸及组装是基础。然而,使用螺钉不当有时会在安全上、品质造成重大的影响,因此本文将为读者介绍螺纹的紧固原理以及紧固方法。
一、螺纹的种类
现代汽车基本上使用的螺纹采用ISO规定的公制螺纹。除特殊的部分以外,标准的公制螺纹零件(螺栓、螺母、螺钉类)均采用以下的螺纹直径和螺距,如图1和表1所示。
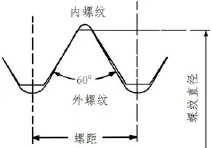
图1 螺距与螺纹示意图
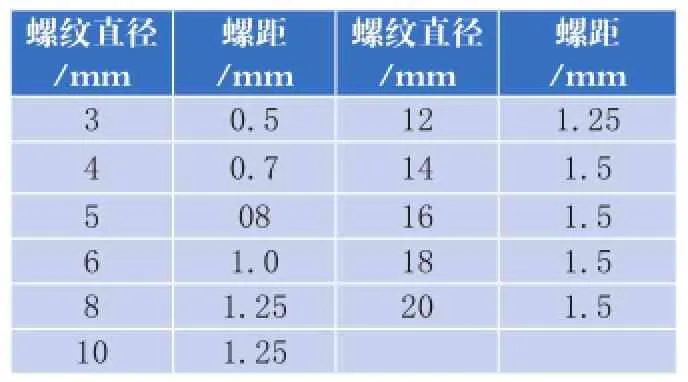
表1 螺纹的直径和螺距
特殊螺纹与标准公制螺纹没有互换性,如表2所示。

表2 特殊螺纹
二、螺纹的大小
螺纹的大小用外螺纹的外径表示。六角面的对边宽度尺寸只表示适当的工具尺寸与螺纹的大小没有关系,如图2所示。
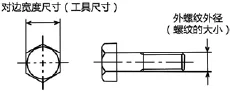
图2 螺纹的大小与对边尺寸
三、对边宽度尺寸
六角面的对边宽度是使用扳手、内六角扳手等工具的参考值。在表示工具的尺寸时用该对边宽度的尺寸表示。例如10×12mm扳手表示适合于六角面的对边宽度尺寸为10mm和12mm的螺纹零件(不限追加范围)。图3为常用的典型对边宽度尺寸和螺纹大小对照表,但要注意对边宽度尺寸与螺纹大小的对应有时和右表有所不同。有的对边宽度尺寸有22mm、24mm、27mm、30mm、32mm等。由于火花塞采用的是特殊的对边宽度,所以必须用专用的火花塞套筒扳手拆卸(16mm、18mm、20.6mm等)。
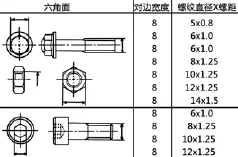
图3 对边宽度与螺纹尺寸
四、六角头螺栓的强度代号
根据螺栓的材质,对六角头螺栓设定了强度代号,如图4所示。
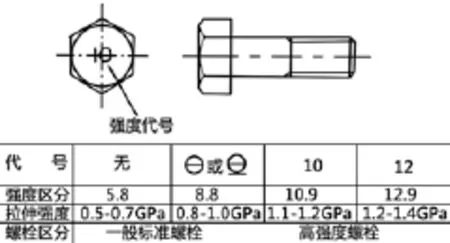
图4 螺栓强度代号
根据螺栓的材质的区别为标准螺栓和高强度螺栓。在组装时应注意高强度螺栓的位置,且标准螺栓只要不是特别指定时都可用标准力矩紧固,而高强度螺栓则有指定的紧固力矩。没有强度代号的6mmSH螺栓(对边宽度8mm,螺纹大小为6mm的凸缘螺栓)全部按一般标准螺栓对待。
图5所示为没有强度代号的DR螺栓(六角头部减轻重量的凸缘螺栓),根据凸缘的外径来区别。相同的六角面尺寸但凸缘大的螺栓则是高强度螺栓,我们将这种螺栓称为塑性区域螺栓,这种螺栓在汽缸盖、连杆、飞轮上使用比较多,紧固时要求达到一定转矩后,再旋转一个角度,应注意它们的安装位置和紧固力矩。
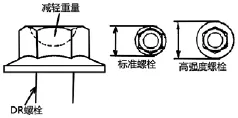
图5 DR螺栓(塑性区域螺栓)
图6 所示为UBS螺栓,包括在高强度螺栓中,从外观上是根据螺栓头的根部是否有根切来区别。UBS螺栓有时带强度代号,有时不带,且承压面上还带有5-60′微小角度。
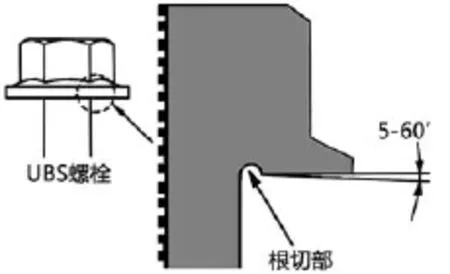
图6 UBS螺栓
五、螺纹的紧固力
在采用螺纹将两个以上的零件连接时,使用过程中这些零件必须能承受住外拉力且结合状态不发生变化,也就是说必须维持住没有分解脱落、没有间隙、没有错动的状态。总之,最重要的就是采用螺纹连接的结合零件相对于外力能否充分的紧固力进行连接。采用螺纹的结合体在使用中能维持其功能充分的紧固力就是适宜的紧固力。
图7所示为采用一颗螺栓的紧固力,其相当于螺栓轴方向的拉伸力。因此,有这样的说法:螺栓的紧固力和螺栓的轴向力两者意义相同。
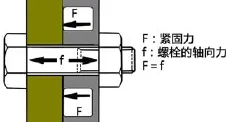
图7 螺栓紧固力与轴向力
用螺栓紧固所提供的紧固力(初期紧固力)由于时间的推移使用中的外力与振动,紧固力会降低,这就是螺纹的松驰。即使初期紧固力适宜,但由于松驰而丧失紧固状态,也会导致零件损坏。因此对于螺栓使用初期接合面磨合、弹性丧失等不可避免的紧固力降低的问题,解决方法就是经过一定时间后再进行紧固增紧。
螺纹的适宜紧固力由螺纹的强度、被紧固件的强度、外力的大小等来决定,对特别重要的部位必须正确地紧固。如图8所示,当连杆轴承盖等紧固力比适宜值大时,被紧固件(轴承盖)就会稍微变形,轴瓦的油膜间隙就会比规定值小,严重时甚至会烧伤轴瓦。反之,若轴承盖得不到充分的紧固力,由于急剧的连杆的外力变动,有可能产生螺母、轴承盖在发动机旋转中脱落,导致重大的发动机故障。
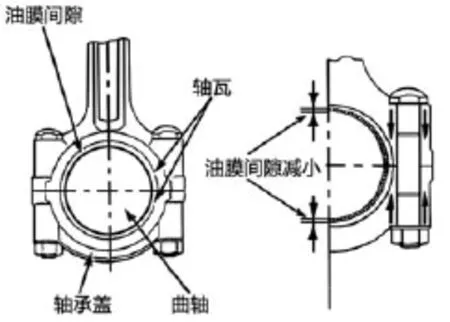
图8 连杆螺栓与油膜关系
六、紧固力矩
在螺纹的紧固中最重要的是紧固力,但是紧固力(轴向力)的测定较为困难。如图9所示,假定螺纹的紧固力矩旋转角不变,那么紧固力矩则与螺纹的轴向力成比例。通常进行的就是对紧固力矩的核定。在力矩的核心定法中必须注意,在一定条件下虽可得到轴向力和力矩的比例关系,但条件不同时,即使用同样的力矩来紧固螺纹,轴向力也会发生变化。

图9 紧固力矩与轴向力
图10 表示在螺纹部粘附着油脂类时的摩擦系数(μ),图11表示不同摩擦系数时螺纹的紧固力矩与轴向力。在紧固力矩和被紧固件的材质等都相同的条件下,μ也有很大的不同。施加给无润滑螺纹的紧固力矩的88%~92%由支承面及螺纹面的摩擦所消耗,能有效地改变轴向力范围的约为8%~12%。若减少摩擦,改变轴向力的比率就会变大。也就是μ越值低轴向力越高。因此,即使是同样的紧固力矩,轴向力也是不同的。
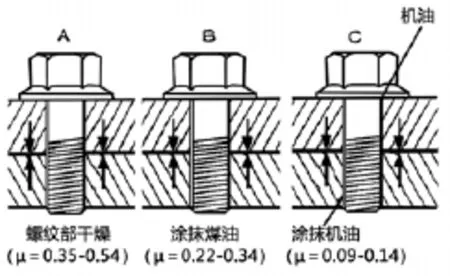
图10 不同条件时螺纹的摩擦系数
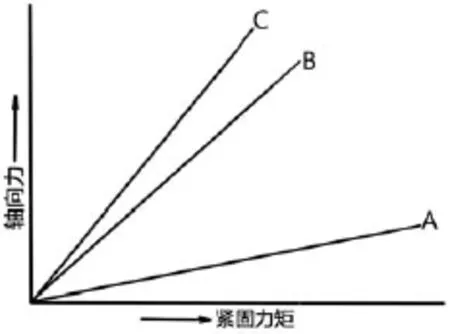
图11 不同摩擦系数时螺纹的紧固力矩与轴向力
在无润滑状态下μ的波动范围较大,反复地拆卸螺纹还存在着μ的数值变大的倾向。在维修手册中指定涂抹机油的部位就是稳定这种轴向力的重要部位,必须遵守维修手册的规定。在维修手册中不指定涂抹机油的部位可以是无润滑状态。
润滑螺纹部及支承面,摩擦力变小,螺纹的锁紧效果就会变差。为了提高螺纹的轴向力、充分获得紧固力,螺纹的松驰也就不容易产生了。紧固力矩由螺纹的大小、强度和被紧固件的强度来决定,适宜的紧固力矩在设定时应具有一定的范围。但考虑到扭力扳手的精度及螺纹摩擦系数的误差,有必要以力矩的下限与上限值间的中间值为目标进行紧固,在各维修手册中基本上是以中间值表示。
七、钢性域紧固与塑性域紧固
螺栓紧固通常是在所谓“弹性域”内完成的。在弹性域里所紧固螺栓的轴向拉伸应力与螺栓的旋转角成正比增加。如超过弹性域紧固螺栓,则会有螺栓的旋转角变化,而螺栓的轴向拉伸应力则变化很少。这个区域就称为塑性域。
通常有两种紧固螺栓的方法:一种是在弹性域内紧固螺栓(常规方法);另一种是在塑性域内紧固螺栓。在一些发动机中,发动机盖、连杆轴承盖或曲轴盖之间的连接螺栓都是在塑性域内紧固的。在这种紧固方法中,先用预定扭矩将螺栓紧固至接近其屈服点,然后再用一预定的扭矩使其超过屈服点进行紧固。在塑性域内,这类螺栓发挥轴向拉伸应力。在弹性域内,紧固扭矩与螺栓轴向应力(与螺栓旋转角等效)成正比。在紧固过程中,螺栓拉伸应力会有较大变化。如图12所示,在塑性域内,相对于旋转角的变化,轴向拉伸力没有什么变化。
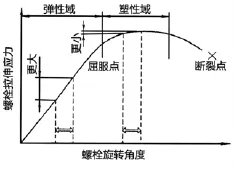
图12 螺栓拉伸应力与螺栓旋转角关系
这里需要说明的是,塑性域螺栓是一种特殊螺栓,普通螺栓不能应用这种方法紧固,否则会造成断裂。另一方面,塑性螺栓必须在塑性域内紧固,否则就达不到规定的扭矩。
例如丰田2C发动机汽缸盖螺栓的紧固方法如下。
1.将18颗汽缸盖螺栓按要求分2~3次依图13所示顺序均匀地紧固到44Nm,如有不符合扭矩标准的螺栓,应立即更换。并且在紧固之前,先在汽缸盖螺栓螺纹和螺帽下方涂上一薄层机油。如有螺栓断裂和变形,即予以更换。
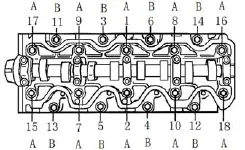
图13 丰田野C发动机汽缸盖螺栓紧固顺序
2.在每个缸盖螺栓顶部的前方,如图14所示,用油漆涂上标记。

图14 缸盖螺栓顶部涂上标记
3.按图13所示顺序,将18颗缸盖螺栓拧紧90°,然后将螺栓再拧紧90°,如图15所示。
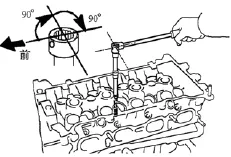
图15 拧紧螺栓
4.进行检查,油漆标记应对准后方,如图16所示。在旧式发动机中,如图17所示,六角螺栓用于塑性域紧固,这类螺栓的头部有安装槽,使其易识别为塑性域螺栓。
八、螺纹的松驰
螺纹出现松驰情况,大部分是由于螺纹的结合体上加有循环外力,导致螺纹的轴向力降低而引起的,如图18所示。
一般说来,被紧固件紧固后,螺纹的反力由螺纹零件的支承面承受。若对该结合体施加循环外力,被紧固件就承受不了作用在支承面上的压缩应力,随着时间推移,支承面陷落(压塌)使螺纹的轴向力降低。另外,螺栓自身的疲劳、螺牙的磨合等也会降低轴向力。某种程度的早期磨合引起的轴向力降低通常是不可避免的,但若充分地给予初期紧固力,虽有压塌及磨合引起的轴向力降低,还能维持必要的轴向力,螺纹的自然松驰也就难以产生。

图16 标记对准后方
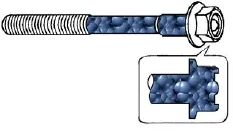
图17 塑性域螺栓

图18 螺纹的松驰现象
在循环外力较为急剧的部位,如图19所示,往往采用对应于紧固力的弹性变形量大的特殊螺栓,或对应于连接部位的磨合,压塌的轴向力降低比例较小的特殊螺栓。在这些特殊螺栓的位置上若误装平常的螺栓也会产生松驰,在组装时必须给予和螺栓的强度区分同样的注意。
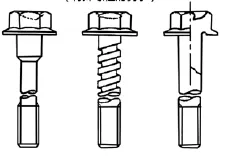
图19 特性螺栓(塑性)
(未完待续)
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12 02:12:12
九江学院学报(自然科学版)(2022年2期)2022-07-02 02:33:24
装备制造技术(2020年2期)2020-12-14 03:09:44
上海建材(2020年3期)2020-09-25 08:30:58
制造技术与机床(2019年12期)2020-01-06 03:17:58
装备制造技术(2019年12期)2019-12-25 03:06:40
制造技术与机床(2017年9期)2017-11-27 02:13:45
制造技术与机床(2017年3期)2017-06-23 08:11:47
制造技术与机床(2017年3期)2017-06-23 08:11:41
光学精密工程(2016年1期)2016-11-07 09:01:59
