
基于红外热成像的TC4钛合金光纤激光焊接接头拉伸力学性能研究
2017-05-14 01:53段爱琴杜学铭
航空制造技术 2017年14期
彭 欢,段爱琴,杜学铭
(1.武汉理工大学材料科学与工程学院,武汉 430070;2. 中国航空制造技术研究院,北京 100024)
钛合金具有比强度高、耐蚀、耐高温等优异的综合性能,光纤激光器是高速、大熔深焊接最适当的热源之一[1]。钛合金多用于航空航天构件,光纤激光焊接是其常用连接方式之一[2]。红外热成像技术通过红外热像仪可以将接收到的红外波段的热辐射能量转换为电信号,图像中的每一个点的灰度值与被测物体上该点发出并到达光电转换器件的辐射能量相对应[3]。在常规静力拉伸试验中附加红外热像测量温度场变化在国内外已有一些研究。杨宏伟[4]借助红外热成像技术观测到了材料受到轴向拉伸应力时温度变化的两个阶段,即弹性阶段温度下降,塑性阶段温度上升,吴广贺[5]将根据热弹性效应理论计算得到的理论值与采用红外热像法记录的实际值相比,发现误差在7%,Liu[6]则通过实时监测和分析试件表面颜色及热点区域的变化对试件损伤演变进行了直观准确的预测。
本文采用FLIR SC7000红外热像仪对钛合金TC4及其光纤激光焊接接头的拉伸过程进行拍摄,分析试样温度的演变过程,直观地探究TC4母材及其光纤激光焊接接头拉伸过程中的弹塑性变形,基于红外热像研究钛合金TC4及其光纤激光焊接接头受静载轴向应力时的拉伸性能,其拉伸过程弹性阶段表现出的应力集中现象可用于无损探测构件在受力状态下的应力集中位置,进行失效预测及预防;在屈服点前发生的微观塑性变形可用于适当修正构件在实际应用条件下避免屈服的最大应力;而在塑性变形阶段的剧烈变形区域长度可与焊接工艺相结合以寻找恰当方式增加接头的剧烈变形区域长度,提升接头的塑性。
1 试验材料及方法
试验材料选用2.5mm厚TC4钛合金板材(GJB 2505-1995 M/退火态)。选用工业用纯Ar作为保护气,钛合金温度被加热到250℃以上易于吸收空气中的氢、氧、氮而影响焊缝的成形质量和性能,因而钛合金激光焊接需要对焊接区域进行保护[7]。激光器采用IPG公司生产的YLS-5000光纤激光器,激光束采用光纤传输。焊后对母材和接头按北京材料研究院标准《金属力学性能试样图册》制取拉伸试样,试样尺寸如图1所示。
分别在Z100电子万能材料试验机上进行室温拉伸试验,拉伸速率为2mm/min,同时在拉伸试验过程中使用SC7000中波红外热像仪进行红外热像监测,将红外热像仪置于试样正前方,拉伸试验机底座距离红外热像仪前沿的距离为294mm,红外热像仪高度为840mm,选取50mm定焦镜头,标定曲线温度测量范围为-20~150℃,帧频为50Hz,画面尺寸为全幅640mm×512mm,视场范围为90mm×45mm。室温为25.4℃,相对湿度为60.8%。在装夹拉伸力学性能试验试样之前,使用干石墨喷剂均匀地喷涂在试样表面,以提高材料的辐射率,使测温更加准确。
2 试验结果及讨论
选取优化的光纤激光焊接参数对2.5mm厚TC4试件进行对接焊,选取母材和经过X光检测无明显气孔缺陷焊接接头样本各3个,并将接头试样的余高及咬边磨平进行拉伸力学性能试验,同时进行全过程的红外热像记录。其接头与母材的拉伸性能试验结果如表1所示,可以发现,3个焊接接头抗拉强度的均值为1011MPa,3个母材样本的均值为1043MPa,接头抗拉强度均值约为母材的97%;再看其屈服强度,接头的均值为887MPa,母材的均值为895MPa,二者基本相当;但从表1中可以发现,接头和母材的延伸率存在差异,接头延伸率均值为8%,而母材的均值为14%,接头延伸率均值仅相当于母材的57.14%。接头的强度略低于母材,但塑性明显低于母材,母材具有更好的抵抗塑性变形的能力,这种现象主要是由接头的组织不均匀性所造成的[8]。
通过同步记录的拉伸过程红外热像来进一步分析母材和焊接接头在连续加载过程中的温度场分布变化。根据弹塑性理论[9],静载拉伸过程中,材料在单调拉伸载荷作用下发生弹性应变和塑性应变,外界施加的机械能从而转化为弹性应变能和塑性应变能。在弹性应变时,材料所受应力与其温度变化遵循热弹性理论:
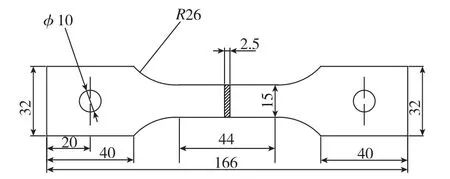
图1 拉伸试样尺寸Fig.1 Size of tensile test sample
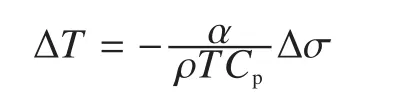
式中,∆T代表热弹性效应带来的温度变化,T代表绝对温度,α代表材料的线膨胀系数,ρ代表材料密度,Cp代表材料等压比热容,∆σ代表弹性应力的变化。
为了消除环境温度对试样的影响,本文的温度场表征值都处理为温度差值,可以看出试样温差随加载力的增加而减小。但在塑性应变时,塑性变形越剧烈,产生的热量越多,其在红外热像上的表现为温度上升[10]。因此在弹性阶段试样在所选区域内温差最大值点代表应力最大的点,发生塑性变形后温差最大值点代表塑性变形最剧烈的点。选取典型接头样本1-1及典型母材样本2-1作为详细研究对象,选取试样平行段沿中心在长度方向各延伸20mm区域的红外热像作为研究区域(如图2所示)。

表1 TC4光纤激光焊接接头及母材拉伸性能试验结果
首先,通过所选择的试样平行段所有点的温差均值随应变的变化来分析接头和母材的温度变化规律。图3为接头与母材载荷-应变和温差均值的对比曲线,可以发现,当载荷低于屈服强度对应载荷时,接头与母材的温差都表现为连续下降趋势,而当载荷大于屈服强度对应载荷时,温差会在很小的应变内保持下降的趋势,直到载荷分别到34742N和33221N,大于屈服强度对应载荷的0.71%和0.33%,温差达到最低点随后开始上升,随应变量的增加,试样温差剧烈升高,表现为明显的塑性变形。出现这种现象的原因可能是塑性变形初期产生的热量要小于弹性变形吸收的热量,因此试样整体温差表现为下降,当塑性变形进行到一定程度时,塑性变形产生大量的热量,远大于弹性变形吸收的热量,因此试样整体温差回升。
图4(a)、(b)分别为接头和母材在不同载荷下该区域温度场分布图。而图5(a)、(b)则分别为接头和母材同样区域温差最大值、最小值及均值与所对应的载荷随加载时间的变化曲线。结合图4和图5发现:

图2 红外热像区域选取Fig.2 Infrared thermal imaging region selection
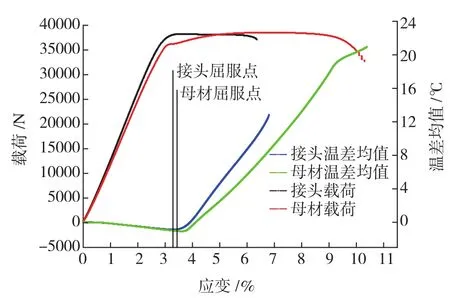
图3 接头与母材载荷-应变和温差均值对比Fig.3 Comparison of load-strain and mean temperature difference value of the joint and the base material
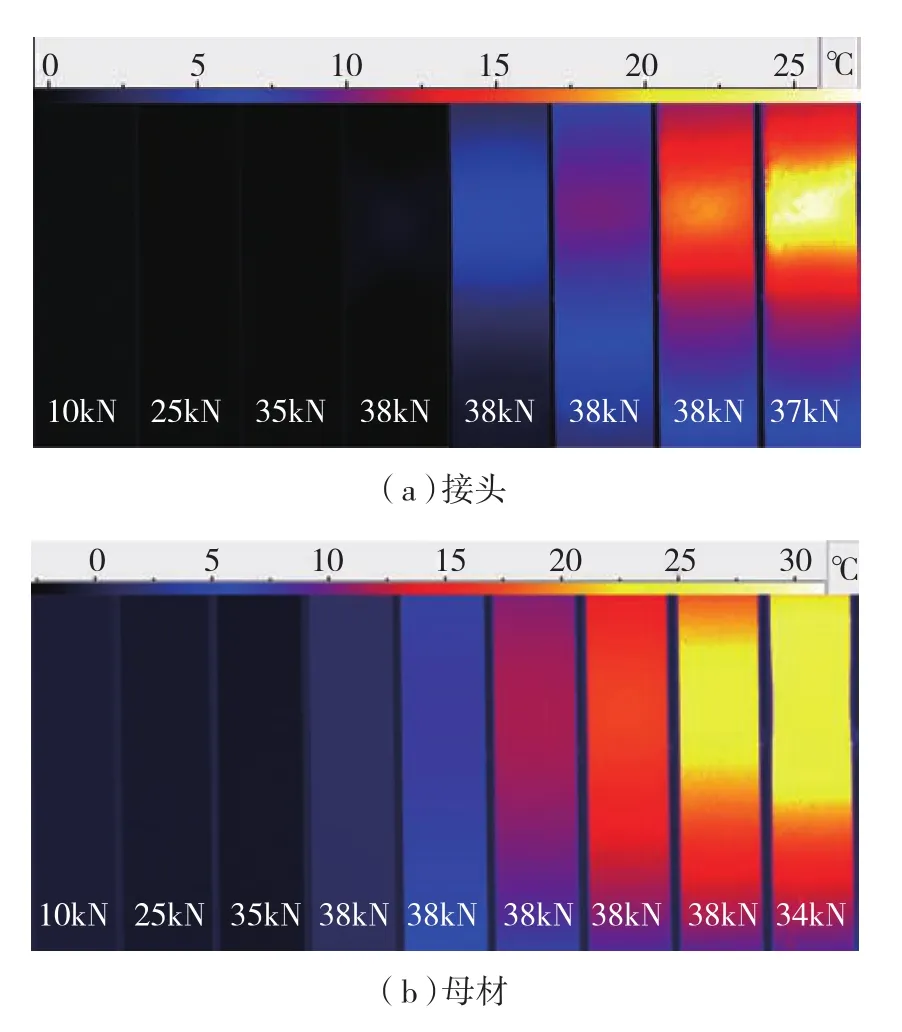
图4 接头和母材在受不同载荷时的温度场分布Fig.4 Temperature field distribution of joints and base metal under different loads

图5 接头和母材拉伸过程中载荷-时间及温差-时间变化曲线Fig.5 Evolution of load and temperature difference of joint and base metal with time
(1)当载荷F=25kN,低于屈服强度对应载荷,试样所受应力为667MPa,在所取区域内选取温差最小值和均值对比,并通过公式(1)转换为应力,可以发现接头在所取区域内温差最小值点距离试样中心2.23mm,位于焊缝热影响区,温差为-1.06℃,应力为845MPa,均值为-0.71℃,应力为586MPa,温差最小值点与均值的温差偏差为0.35℃,应力偏差为249MPa;而母材在所取区域内选取温差最小值点距试样中心4.96mm,温差为-0.98℃,应力为809MPa;均值为-0.75℃,应力为619MPa,温差最小值点与均值的温差偏差为0.23℃,应力偏差为180MPa;由于材料及接头内部组织不均匀,在受到轴向载荷时,材料内部各点受力存在差异。从同步记录的红外热像结果上看母材和接头在弹性阶段温差最小值点与均值的应力存在偏差,且接头的偏差为母材的1.3倍,表明接头热影响区的组织不均匀性造成了接头在该部位较大的应力集中。另外,温差最小值点虽然温度低,但仍呈下降趋势,因此接头和母材并无塑性变形的趋势,这一结果表明,在此载荷下,接头在热影响区部位会产生较大的应力集中,但母材和接头均未产生明显的塑性应变。
(2)当接头和母材所加载荷分别为34497N和33112N时,等于屈服强度对应载荷,可以发现此时接头在所选区域内的温差最大值点距离试样中心1.28mm,温差为-0.44℃,而均值在此时达到-0.87℃;母材在所选区域内的温差最大值点距试样中心5.18mm,温差为-0.1℃,而均值在此时达到-1.04℃。进一步选取接头和母材在所选区域内的温差最大值点在屈服点前后的温度变化进行分析,并与所选区域温差均值变化对比;图6(a)、(b)为接头和母材在所选区域内的温差最大值点在屈服点前后的温差变化与所选区域温差均值对比。可以发现,接头和母材在所选区域内的温差最大值点的温差在宏观屈服点之前已经开始回升,而试样温差均值均表现为下降,说明在试样发生宏观屈服以前已经有个别位置发生了微观塑性变形。
(3)当接头和母材所加载荷分别为38230N和38536N时,等于抗拉强度对应载荷,此时两种试样都处于塑性变形阶段,接头和母材试样的温度剧烈升高,且在试样中部出现高温区域,对于接头和母材试样在宽度方向温度的分布较为均匀,但在长度方向上变化很大。如图7所示,进一步选取试样所受载荷到达抗拉强度时沿宽度方向距中心线±5mm的特征线的温差分布进行详细分析,图8为接头和母材特征线温差分布对比,可以看出接头沿轴线方向的温差分布均匀,以焊缝区域为中心对称分布,以所选区域左边界为长度方向的原点时,在14.15~21.15mm范围内即焊缝区域温差在很小的范围内波动,在曲线上出现了“平台”区域。而母材沿轴线方向的温差分布极为均匀,以试样中心成对称分布,温差在6.76~25.23mm这段很宽的范围内的温差在很小的范围内波动,在曲线上出现了明显的“平台”区域。“平台”区域的出现代表试样塑性变形最剧烈的区域集中在该区域,该区域的长度(沿试样长度方向)也是影响母材及其焊接接头塑性的主要因素。接头的平台区域长度只达到母材的35%,说明光纤激光焊接工艺会使TC4钛合金在受到静载轴向拉伸应力时温度上升剧烈区域集中在接头焊缝部位。另外,母材的总体温差要高于接头。进一步选取该区域附近的更多图像进行研究。图9(a)、(b)为接头和母材在塑性阶段温度场变化连续图像,图10(a)、(b)为接头和母材“平台”区域长度(沿试样轴线方向)随加载时间的变化曲线,结合图9和图10可以发现,相对于母材,接头发生剧烈塑性变形区域的长度大为减小,且接头和母材“平台”区域的长度随时间的增加而增加。
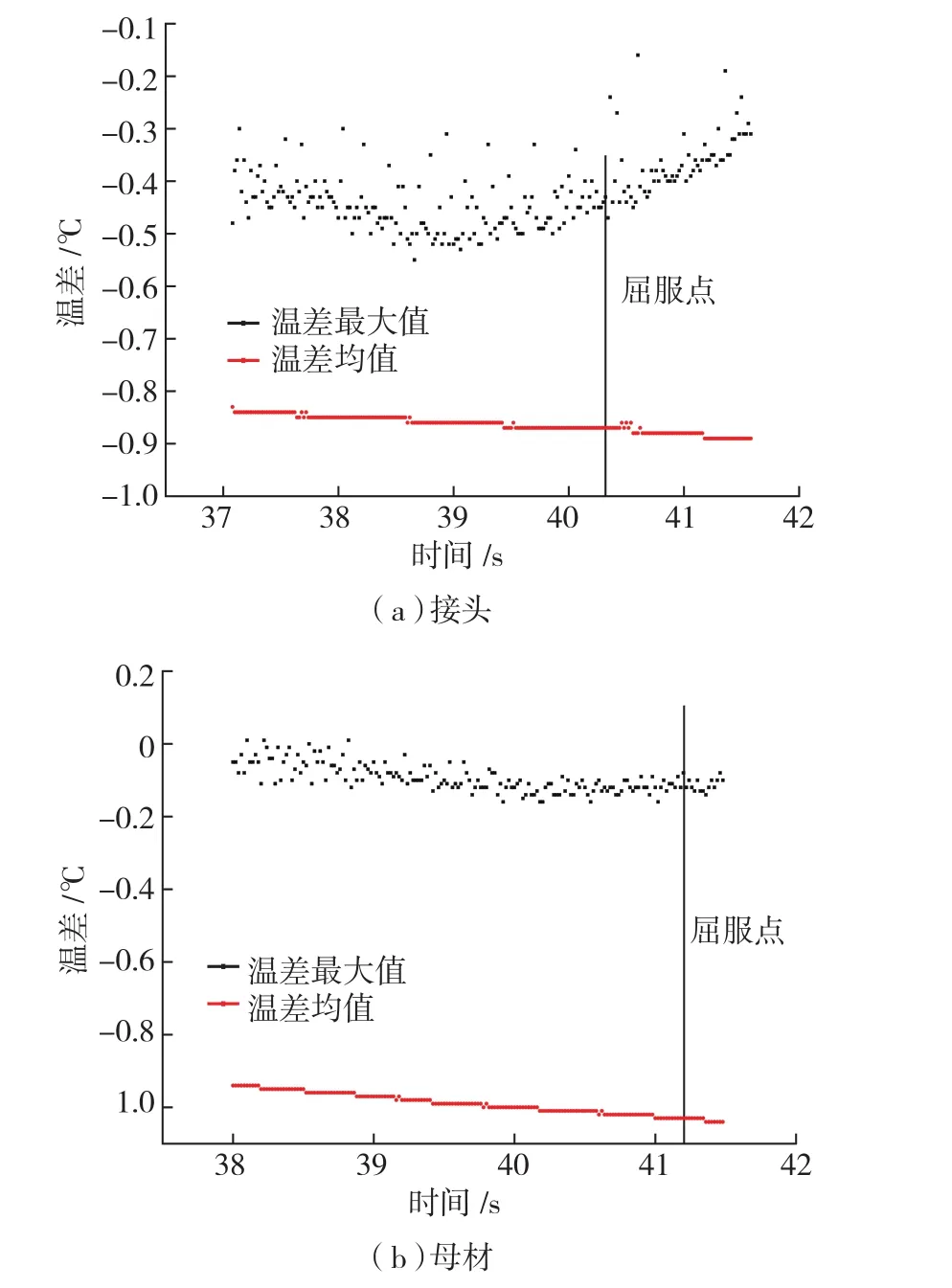
图6 温差最大值点在屈服点前后的温差变化与所选区域温差均值对比Fig.6 Temperature change of maximum temperature point around yield point compared with mean temperature of selected area
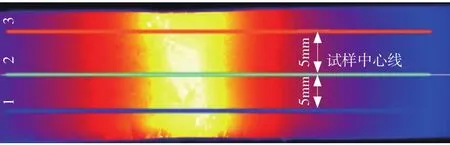
图7 特征线选区Fig.7 Feature line selection
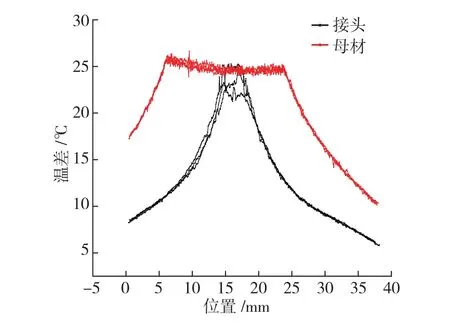
图8 接头和母材特征线温差分布对比Fig.8 Comparison of figure line temperature distribution of joint and base metal
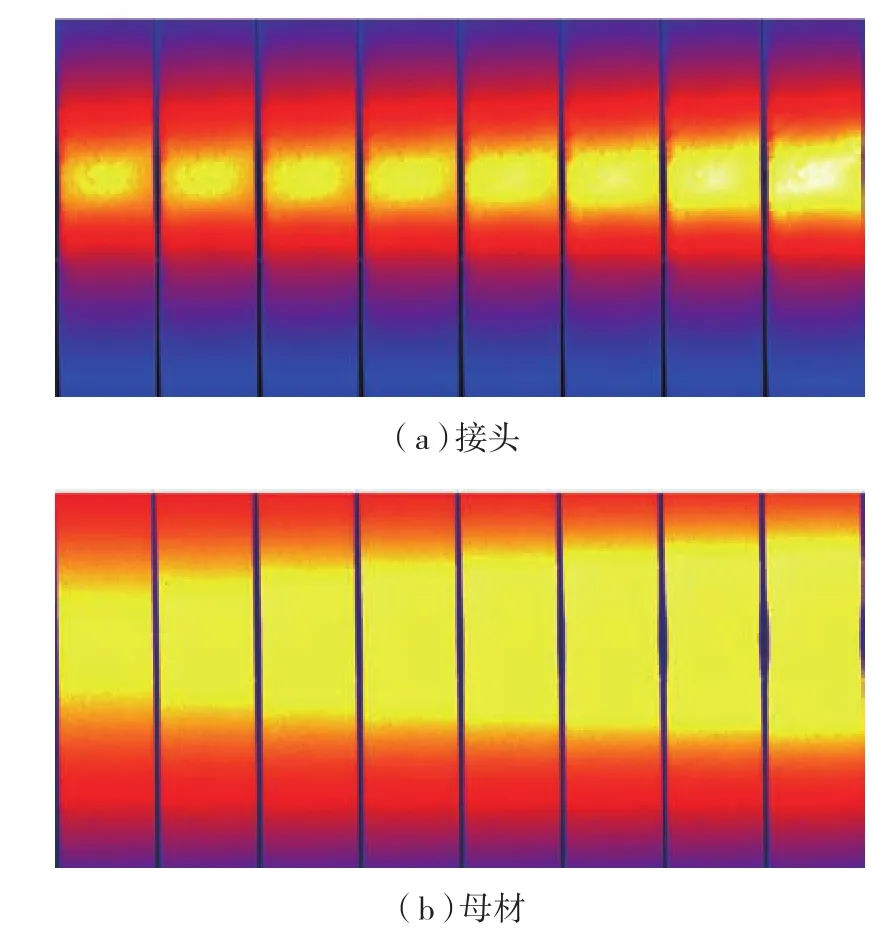
图9 温度场变化连续图像Fig.9 Continuous image of temperature field
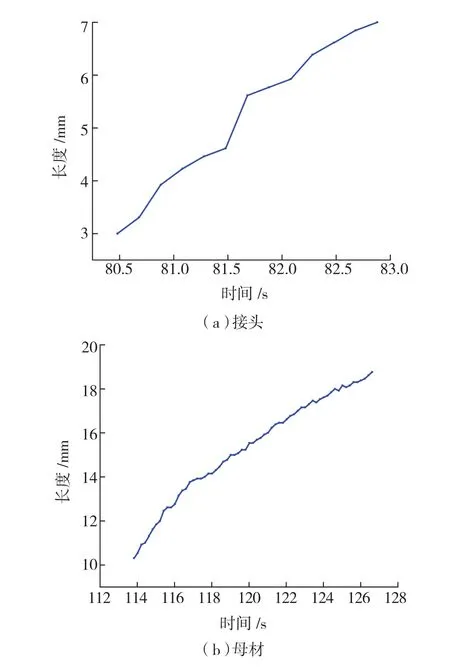
图10 “平台”区域长度随加载时间的变化Fig.10 Length variation of "Platform" region with time
3 结论
(1)拉伸力学性能试验结果表明:TC4光纤激光焊接接头与母材的强度相当,但延伸率只达到母材的59.53%,且接头拉伸力学性能指标的分散性较大。
(2)红外热成像结果表明:当母材和接头受到的轴向载荷低于屈服强度对应载荷时,接头在热影响区部位会产生较大的应力集中,但母材和接头均未产生明显的塑性应变;当载荷等于屈服强度对应载荷时,均在宏观屈服点之前发生了微观的塑性变形;当载荷等于抗拉强度对应载荷时,接头发生剧烈塑性变形区域的长度只达到母材的35%,且接头与母材发生剧烈塑性变形区域的长度随拉伸过程逐渐增加。
参 考 文 献
[1] 莱茵斯·皮特尔斯. 钛与钛合金[M]. 北京:化学工业出版社,2005.RHINS P M. Titanium and titanium alloys[M]. Beijing: Chemical Industry Press, 2005.
[2] 崔丽. 高功率光纤激光焊接研究进展[J]. 激光技术, 2012,36(2):154-159.CUI Li. Research progress of high power fiber laser welding[J]. Laser Technology, 2012, 36(2):154-159.
[3] 孙晓刚. 红外热像仪测温技术发展综述[J]. 激光与红外,2008, 38(2):101-104.SUN Xiaogang. Review of the development of temperature measurement technology with infrared thermal image[J]. Laser & Infrared,2008, 38(2):101-104.
[4] 杨宏伟.红外热像法表征AZ31B镁合金电子束焊接接头疲劳行为及断裂机理的研究[D].太原:太原理工大学, 2015.YANG Hongwei. IR characterization of fatigue behavior and research on fracture mechanism in AZ31B magnesium alloy electron beam welded joint[D]. Taiyuan: Taiyuan University of Technology, 2015.
[5] 吴广贺.基于红外热像法的AZ31B镁合金及其TIG焊焊接接头的高周疲劳行为研究[D]. 太原:太原理工大学,2014.WU Guanghe. Study on fatigue behavior of AZ31B magnesium alloy and its TIG welding joints based on thermographic method[D]. Taiyuan:Taiyuan University of Technology, 2014.
[6] LIU J. On the use of infrared thermography for analysis of fatigue damage in Ti6Al4V-welded Joints[J]. Journal of Material Engineering and Performance,2014, 23(8):2965-2972.
[7] 徐然. TA15钛合金焊后氢处理工艺研究[D].哈尔滨:哈尔滨工业大学,2007.XU Ran. A study of thermo hydrogen processing of TA15 alloy after welding[D]. Harbin: Harbin Institute of Technology,2007.
[8] 杨静. TC4合金激光焊接工艺参数与接头组织性能研究[J].热加工工艺, 2007, 36(23):15-18.YANG Jing. Effect of laser welding parameters on microstructure and mechannical properties of TC4 welded joints[J]. Hot Working Technology,2007, 36(23):15-18.
[9] 徐秉业. 应用弹塑性力学[M]. 北京:清华大学出版社,1995.XU Bingye. Elastoplastic theory[M]. Beijing: Tsinghua University Press, 1995.
[10] 闫志峰. 基于红外热像法镁合金及其焊接接头疲劳行为及评定机理研究[D]. 太原:太原理工大学,2014.YAN Zhifeng. Fatigue fracture behavior and assessment theory of magnesium alloy base on infrared thermography[D]. Taiyuan: Taiyuan University of Technology, 2014.
猜你喜欢
土木工程与管理学报(2022年6期)2023-01-18
航空制造技术(2020年11期)2020-07-01
河南畜牧兽医(2020年23期)2020-01-10
中国材料进展(2019年10期)2019-12-07
儿童故事画报·发现号趣味百科(2019年4期)2019-05-10
电子制作(2018年23期)2018-12-26
中国特种设备安全(2018年2期)2018-03-14
制造技术与机床(2017年8期)2017-11-27
安徽冶金科技职业学院学报(2015年3期)2015-12-02
