SDS900加弹机横动系统变频改造
2017-05-11 06:11:38邓悦普
化纤与纺织技术 2017年1期
邓悦普
(广东开平春晖股份有限公司,广东 开平529300)
设备与控制
SDS900加弹机横动系统变频改造
邓悦普
(广东开平春晖股份有限公司,广东 开平529300)
以SDS900加弹机横动系统变频改造的实例,分析对横动系统变频改造的可行性,以改造后生产的DTY产品在各项指标测试和产品在下游用户的使用反馈情况,说明了SDS900加弹机横动控制系统变频改造是解决原系统故障频繁、维修难度大的可行途径。
加弹机;三角波;变频器;改造
在化纤生产过程中,连绵不断的长丝需要从一个工序顺利地转移到下一个工序 (如拉伸加弹、织布等)去进一步加工,必须有一种能容纳、储存、运输和退绕的包装,即卷装。卷装在加弹机中由卷绕系统和横动系统两大部分组成。通过两者的共同作用,长丝得以按照一定的规律铺放在纸筒管的表面,卷绕成具有一定形状和体积的圆柱形卷装。我司的后纺车间装有30多台英国斯格拉格公司20世纪90年代生产的SDS900加弹机。近年来,随着设备的不断老化,该机型横动系统引起的故障越来越多,给生产造成严重的影响,减少横动故障,提高生产效率成为该机型亟待解决的问题。针对此,我司对SDS900加弹机的横动系统进行变频改造,以解决该问题。
1 横动系统的结构
1.1 横动系统结构及运行方式
SDS900加弹机横动系统由电气部分和机械部分组成,电气部分由励磁电机、横动励磁控制器和测速传感器组成。机械部分主要部分是横动箱,横动系统运动规律就是由励磁电机通过传动轴带动,使横动箱里面的兔子头座作直线往复运动,而丝条在固定在兔子头座的导丝器 (兔子头)带动下,在旋转的纸筒管子上往复铺丝而形成丝卷。为了防止丝条在同一位置重复卷绕而造成丝条重叠,导致丝卷成形不良,在电气控制方面通过控制励磁电机转速作周期性变化,从而使兔子头往复速度周期性变化,使丝卷中不同层的丝条圈数一样来达到防叠的目的[1]。
1.2 摆频扰动原理和作用
卷绕过程中,在横动系统中的fM(兔子头往复导丝频率)上叠加正弦波、三角波或者锯齿波等曲线,使往复导丝速度产生一个忽快忽慢的变化,起到消减重叠的作用。本机型横动系统是使用三角波曲线,如图1所示。在横动系统往复导丝频率fmG基础上叠加一个具有一定幅度Zm、一定周期Tm且频率可调的三角波扰动信号[2]。即:

这是一个随时间变化的周期函数,其中Zm一般用fm的 ±%值来表示,Tm反映了横动导丝速度变化频率,一般选择振幅为基频的2%~5%,周期为6~10 s。如图1所示,fmG相当于原系统的TRAVERSE SPEED(横动速度),Zm相当于原系统中RADIAL DEVIATION (径向偏差)。原系统一个三角波周期时间是8 s。
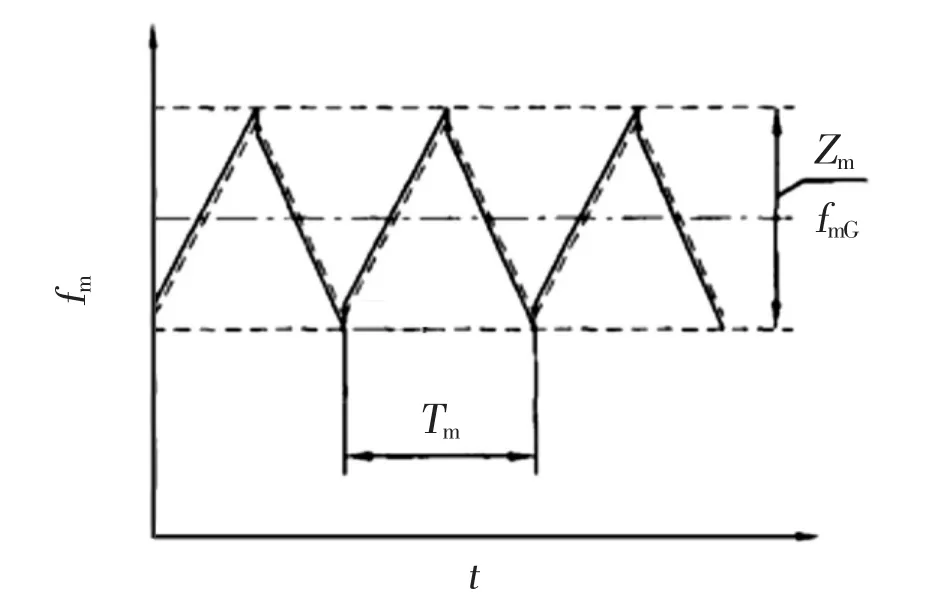
图1 摆频扰动卷绕法的三角波形式
1.3 原系统存在问题
原机台横动系统在连续运行多年后,因其励磁控制器是使用了大量的电位器进行模拟信号控制,现在多数的电位器出现接触不良、老化、变值失效等问题,导致机台在生产中横动速度瞬间突变然后又正常或者速度失控、停转等故障,导致成品丝出现分层、网绊等故障丝而需要停机处理。出现故障的控制器维修效果不理想,而且厂家早已停产备件,给维修造成困难。
2 横动系统的变频改造方案
为了减少横动故障,提高生产效率,我司对SDS900加弹机的横动系统进行变频改造。
2.1 改造前数据分析
原机横动系统的电路图如图2、图3所示。从图3中我们可以分析到,当机台工艺参数确定时,微机通过PL11插头输出一个直流电压到横动控制器的A11-A12,通过运算,由A4-A5输出信号到励磁电机控制电机转速,励磁电机的测速线圈反馈一个转速信号到A8-A9,组成一个闭环控制系统,在远端的测速传感器反馈转速信号到微机,监控横动速度运行[3]。

图2 原机横动系统电气控制简图

图3 原机横动系统电路图
2.2 改造过程
2.2.1 改造材料
三菱FR-A740-7.5 kW变频器一台,国产三相7.5 kW异步电机一台, (4×2.5)mm2电缆25 m,NS2-25断路器一个。
2.2.2 改造过程
我们对横动系统改造是电气部分改造,机械部分不变。变频器选用三菱FR-A740-7.5 kW变频器,电机使用国产三相7.5 kW异步电机,变频器的启动、停止与机台联动。工艺参数在变频器面板进行输入。三菱A700型变频器具有摆频功能,即依照一定的周期,可以通过三角波运行使频率产生振幅,产生与原机台一样的三角波波形。当机台一运转,主电机使用星三角启动,启动后,转为△运行时,△接触器闭合,辅助触头K闭合,这样变频器外部端子SD,STF接通,变频器启动,按照设定的参数运行带动横动电机运行。如果机台运行中需要改变横动速度,改造后变频器在运行中可以进行输出频率的更改,达到与原来同样的效果,而且变频器结构、控制方式和精度控制,均较原来的控制器优胜。
变频器控制回路图见图4。变频器R,S,T端子接三相电源,U,V,W端子接连接电机电缆,SD,STF两个端子接机台主电机△接触器辅助触头K。

图4 变频器控制回路图
原机台横动速度单位是c/min,即每分钟往复导丝的次数,而我们改造后变频器参数输入是频率输入 (Hz),两者之间的关系可以通过下面方法来取得。
我们从图5可以得知,改造前、后,横动系统的测速装置都保持不变。

图5 改造后横动系统电气控制简图
启动变频器带动横动箱运行起来,记录机台微机上横动速度的数值 (平均速度)与变频器上运行频率的关系,经过实验分析,两者之间存在线性关系 (变频器频率与横动速度对照表见表1),因而,可以得出两者间的关系式,见表2。

表1 变频器频率与横动速度参照表

表2 原机横动参数与变频器关系式
2.3 变频器参数设定及工艺参数设置方法
2.3.1 变频器参数设定[4]
变频器参数设定见表3。

表3 变频器基本参数表
2.3.2 工艺参数输入
工艺参数输入 (工艺人员设定)[5]。
(1)横动速度:在正常显示状态下,根据表1换算得到的频率值,旋转圆形旋钮更改设定频率,然后按 “SET”键确认存盘。
(2)径向偏差 (振幅):按MODE键,屏幕显示 Pr.XXX,旋转圆形旋钮到 Pr.593,按“SET”键进入,根据表1换算得到的振幅量,旋转圆形旋钮更改设定值后按 “SET”键确认存盘,然后按MODE键返回正常的显示状态。
(3)三角波周期:按照上面的方法,进入Pr.596和Pr.597两个参数项中,分别设定加速和减速时间,一般都设置为4 s。
3 上机测试
采用前纺的POY在改造好的机台上试验,生产111 dtex/144 f涤纶DTY,工艺流程如下:

工艺条件:机速:643 c/min,拉伸比:1.63,DY比:1.61,卷绕超喂:3.73,定型超喂:4.11,横动速度:335 c/min,径向偏差:18 c/min,第一热箱温度:193°C,第二热箱温度:137°C。
4 改造效果分析
表4为我司SDS900加弹机横动系统变频改造前后横动故障的统计表。表5、表6分别为改造前后DTY成品物理指标。表7、表8分别为改造前后的DTY成品退绕性能和进仓质量的对比表。从表4可见改造后的横动故障从改造前的每月2~3次降到0次。从表5、6、7、8可知改造后DTY成品指标均达到改造前的水平,可见,本项目的改造是成功的。

表4 2015年SDS900机故障统计表 次

表5 横动系统改造前111 dtex/144 f DTY成品物理指标

表6 横动系统改造后111 dtex/144 f DTY成品物理指标

表7 改造前后111 dtex/144 f DTY成品的退绕性能对比
5 结论
(1)本次技改后,大大减少因横动速度波动引起的故障,减少了维修费用,提高了该机型的生产效率。
(2)三菱FR-A740变频器可靠性高,功能强大。频率设定分辨为0.01 Hz,精度高于原控制器的10倍,运行电流小,有各种保护功能,并且可以实时监测运行频率、电压、电流值。
(3)投资成本少。一台机横动变频改造成本不到1万元,改造后机台因横动速度波动引起的故障彻底解决,提高了产品的质量和效益。
(4)虽然改造后的横动变频系统是开环结构,缺少反馈信号来监控电机的转速是否稳定,机台原来的测速传感器在实时监控,如果超出报警范围会发出报警信号,因此可以防止质量事故的产生。总的来说,SDS900机横动变频改造,投入少,效益明显,采用变频技术,运行稳定,对机台综合性能的提升起到积极的作用。

表8 改造前后111 dtex/144 f DTY成品的进仓质量对比
[1] 潘寄萍,王洵,赵军.加弹机成形原理分析 [J].合成纤维,1992(3):25-29.
[2] 雷世飞,长丝常规纺卷绕头变频器三角波的调节[J].纺织机械,2000(1):36-40.
[3] RIETER-SCRAGG.SDS-900 ELECTRICALSystem,电气服务手册 [Z].
[4] 三菱电机.三菱通用变频器FR-A700使用手册[Z].
[5] 王建,徐洪亮.变频器实用技术 (三菱) [M].第一版.北京:机械工业出版社,2011.
TRAVERSE-SYSTEM INVERTER RENOVATION OF SDS900 DRAW TEXTURING MACHINE
DENG Yue-pu
(Guangdong Kaiping Chunhui Co.,Ltd.,Kaiping Guangdong 529300,China)
Took the traverse-system inverter renovation of SDS900 draw texturing machine in Kaiping Chunhuipolyester factory for example,analyzed the feasibility,illustrated the advantages to solve breakingdown andmaintenance problems by DTY product using feedback and index testing in downstream usage.
SDS900,triangle wave,frequency converter
TQ340.6
B
10.3969/j.issn.1672-500x.2017.01.007
1672-500X(2017)01-0033-05
2016-11-28
邓悦普(1976-),男,广东开平人,电气助理工程师,从事涤纶后纺加弹机电气设备维护工作。
猜你喜欢
河北电力技术(2021年2期)2021-07-29 09:16:30
铁道通信信号(2020年11期)2020-02-07 01:02:20
汽车与新动力(2019年5期)2019-11-07 05:20:16
商品与质量(2019年45期)2019-06-16 09:56:40
电子制作(2018年1期)2018-04-04 01:48:34
大电机技术(2017年3期)2017-06-05 09:36:02
电子器件(2015年5期)2015-12-29 08:43:38
水电站机电技术(2014年4期)2014-10-13 08:30:07
湖南文理学院学报(自然科学版)(2014年4期)2014-05-13 11:00:58
机电信息(2014年27期)2014-02-27 15:53:46